
Railway Investigation Report R97T0075
Truck side frame failure
Canadian National
Tank Car PROX 88181
Mile 125.6, Kingston Subdivision
Brockville, Ontario
30 January 1997
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content.
-
Table of contents
Summary
On 30 January 1997, at approximately 1500 eastern standard time, while switching at DuPont Chemical, in Maitland, Ontario, a Canadian National employee observed that the pedestal leg on the "A" end of the truck side frame was missing from tank car PROX 88181. The tank car contained a residue of anhydrous ammonia.
The Board determined that the truck side frame failed as a result of a combination of factors. A casting defect, operation at low temperature, the application of a non-standard transverse weld along the pedestal roof liner, and the sub-standard fracture toughness of the side frame material led to the catastrophic brittle fracture of the truck side frame in routine service.
1.0 Factual Information
1.1 Background Information
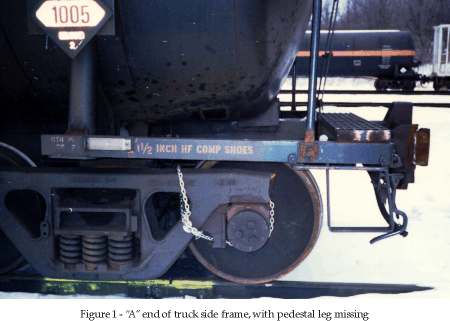
At approximately 1500Footnote 1, on 30 January 1997, at Mile 117.9 of the Kingston Subdivision, a Canadian National (CN) trainman on CN freight train No. 590 (train 590), while switching at Maitland, Ontario, observed that the pedestal leg on the "A" end of the truck side frame (R-4 position) was missing on tank car PROX 88181 (tank car). The train was stopped and the tank car was examined by the crew. The conductor instructed the locomotive engineer to return train 590 to Brockville Yard, Brockville, Ontario, at a reduced speed of 20 mph. Upon arrival at Brockville Yard, the tank car was placed in bad order status and the axle was chained to the truck side frame by a carman to allow the tank car to be switched through the yard and into the repair track (see Figure 1).
The tank car did not display any obvious signs of impact, and as the circumstances of the failure were unknown, the broken truck side frame and the truck side frame from the "B" end (comparison truck side frame) were sent to the TSB Engineering Branch for examination and analysis.
A search for the missing piece of the truck side frame was made on the track and right-of-way between Mile 117.9 (DuPont Chemical) and Mile 125.6 (Brockville Yard); nothing was found.
1.2 Dangerous Goods
The tank car contained a residue of anhydrous ammonia, UN 1005, class 2.4. Anhydrous ammonia is a clear, colourless, corrosive gas with a characteristic odour that is toxic if inhaled. It is used as a fertilizer, as a refrigerant, and in the manufacture of other chemicals. It is shipped as a liquid under pressure. Contact with the product can cause frostbite as well as first- and second-degree burns which are often severe and may be fatal with extensive exposure.
1.3 Other Information
1.3.1 Car Manufacturer
The tank car was constructed by Union Tank Car Company, East Chicago, Indiana (United States), in March 1967. It was designed in accordance with the Association of American Railroads (AAR) specifications. Tank cars referred to as DOT 112J340W in the United States and CTC 112J340W in Canada are pressure tank cars used in transporting dangerous goods.
Repair records indicate that only routine running repairs had been performed on the tank car since construction.
1.3.2 Truck Side Frame Construction Requirements
The truck side frame is a Barber S-2 type, manufactured in December 1966 by National Castings at the Melrose Park plant (United States) using pattern No. 43879-E. The AAR code is F9S-01BNUE and the serial number is 7668. In Canada, all truck side frames must meet the requirements of the AAR Operations and Maintenance Department, Mechanical Division.
AAR Specification M-210-90, Purchase and Acceptance of AAR Approved Side Frames, indicates that truck side frames must be constructed of Grade B or Grade C steel. AAR Specification M201-92, Steel Castings, specifies a hardness range of 137-208 Brinell hardness number (BHN), 3,000 kilogram scale for Grade B Steel. The AAR specification further requires a minimum acceptable energy absorption at minus 7 °C (20 ° Fahrenheit) of 20 joules (15 foot-pounds).
1.3.3 Truck Side Frame Repairs
A roof liner is applied to the pedestal roof of the truck side frame when the bearing adapter wears the pedestal roof beyond acceptable limits. AAR Specification S-327-78, Frame Roof Repair, illustrates the application procedure for a roof liner using four plug welds per liner. A roof liner was applied to the pedestal roof of the failed truck side frame by Procor Limited. Procor Limited's repair records indicate that the roof liner may have been applied to the tank car in February 1987. The roof liner application involved four plug welds as well as an application of weld bead running in both transverse and longitudinal directions around the roof liner. This application method was accepted and applied in all Procor Limited's repair plants. A roof liner had also been installed in the comparison truck side frame, by Procor Limited, using this same application procedure. Transverse welding creates an undesirable residual stress in the radius between the pedestal roof and jaw, which could contribute to fracture initiation. Approximately 20,000 truck side frames had roof liners applied using a similar application procedure; these truck side frames are in service on many tank cars.
1.3.4 Tank Car Movement History
The following table summarizes the movements of the tank car, and inspections made of it, in the days before the pedestal leg was noticed to be missing:
| Location | Departure Date | Load Status | Inspection Type (Inspector) | Daily Low Ambient Temperature |
|---|---|---|---|---|
| Chigwell, Alta. | 15 Jan. 1997 | Loaded | Pre-departure (Certified Car Inspector) | -24°C |
| Red Deer, Alta. | 18 Jan. 1997 | Loaded | Pre-departure and No.2 Brake Test (Certified Car Inspector) | -14°C |
| Calgary, Alta. | 19 Jan. 1997 | Loaded | Pre-departure and No.1 Brake Test (Certified Car Inspector) | -9°C |
| Moose Jaw, Sask. | 20 Jan. 1997 | Loaded | Pull-by (Train Crew) | -12°C |
| Winnipeg, Man. | 22 Jan. 1997 | Loaded | Pull-by (Train Crew) | -15°C |
| Thunder Bay, Ont. | 22 Jan. 1997 | Loaded | Pull-by (Train Crew) | -23°C |
| Smiths Falls, Ont. | 25 Jan. 1997 | Loaded | Pre-departure (Train Crew) | +4°C |
| Brockville, Ont. | 27 Jan. 1997 | Loaded | Pre-departure (Train Crew) | +4°C |
| Maitland, Ont. | 30 Jan. 1997 | Empty | Pre-departure (Train Crew) | +4°C |
1.4 Tests and Research
1.4.1 Transportation Safety Board Engineering Branch
The TSB Engineering Branch report (LP 35/97)Footnote 2 indicated that catastrophic failures in steel casting result from four concurrent conditions--sufficiently low temperature, residual stress, sufficient load and the presence of a stress riser. Their examination of the truck side frame concluded that:
- The truck side frame failed as a result of overstress.
- The overstress resulted in brittle fracture of the truck side frame casting.
- The overstress initiated in the radius between the pedestal roof and the outer pedestal jaw.
- Factors likely contributing to the overstress initiation include the presence of casting defects, the proximity to the transverse weld of the roof liner and the sub-standard fracture toughness of the truck side frame material.
- Material deficiencies and repair methods were observed which may have contributed to the failure.
1.4.2 Other Documented Truck Side Frame Failures
Canadian Pacific Railway indicated that there have been five similar failures since 1994. These all occurred to truck side frames where roof liners were applied at Procor Limited. The ambient temperatures at the time of all five truck side frame failures were recorded to be below minus 20 °C. All five truck side frames met Class B steel specifications and were manufactured between 1965 and 1975. Four of the failures resulted in derailments.
CN records indicate that, since 1994, five truck side frame failures occurred. Their records do not indicate further details as to where and why these failures occurred.
Since 1990, the AAR no longer requires the railway to submit a diagram indicating the failure location.
2.0 Analysis
2.1 Introduction
A crack, originating in the radius between the pedestal roof and outer pedestal jaw, propagated vertically through the truck side frame separating the outer pedestal jaw from the truck side frame. The fracture topography indicated brittle overstress fracture as the mode failure.
The truck side frame failed catastrophically under normal service loads, most likely during routine switching activities. The car may have then travelled for a considerable distance at maximum allowable track speeds before the unsafe condition was observed and the car removed from service. A broken truck side frame presents a risk of derailment and, since such a derailment could occur at track speeds, the potential for a dangerous goods release and subsequent risk to life and the environment exists.
The potential for side truck frame failure is significant considering the nature of the identified shortcomings and the number of similar truck side frames in service. The risk to safe railway transport is, therefore, considerable.
The analysis will not only explore the cause of the truck side frame fracture but address the issue of manufacturing and metallurgical standards, and train inspection procedures
2.2 Consideration of Facts
2.2.1 General
The truck side frame fractured as a result of an overstress fracture in routine service in cold weather. The casting displayed several concurrent conditions that lead to failure, including casting anomalies, material properties deficiencies, residual stress and the presence of a stress riser.
2.2.1.1 Fracture Period
Between 15 January 1997 and 22 January 1997, the tank car was operated while loaded in very cold temperatures and, considering the brittleness of the truck side frame steel in low temperatures, it is believed that the truck side frame failed sometime during this time period. The nature of the fracture surface indicated that the outer pedestal jaw was not completely severed in the first fracture episode and may have remained attached for some time.
2.2.1.2 Casting Anomalies
The failed truck side frame would have met the AAR specification for casting defects since the area in question is not required to be inspected under the current specifications. However, a casting defect found served as the initiation point of the crack which propagated through the truck side frame. This would indicate that a review of the casting defect inspection criteria may be in order.
2.2.1.3 Material Properties
The material from the truck side frame did not meet all the requirements in the AAR specifications for truck side frames. Although the material was cast as Grade B steel, as required, the hardness and fracture toughness of the material were both below the minimum acceptable range. Furthermore, the minimum acceptable range is considered to be unsatisfactory, given the low ambient temperature experienced in the Canadian climate in the winter months and the susceptibility of such metal to brittle fracture at low temperatures.
2.2.1.4 Repair Procedures
Although roof liner application procedures are detailed in the AAR specifications, Procor Limited did not adhere to them; they added an application of weld bead running in both transverse and longitudinal directions around the roof liner. This additional application of weld increased the residual stress in the radius and thus created a weakened area. Many of the other, similar failures were noted as having had roof liners applied by Procor Limited, using the additional weld. It is reasonable to expect that the truck side frames repaired in this manner are potential safety hazards.
2.2.2 Inspection
The crack should have been obvious during inspection. As it was, the tank car, containing a load of regulated product, probably moved between Chigwell, Alberta, and Brockville, Ontario, with a nearly severed pedestal jaw. The loss of truck side frame integrity meant that there was the potential for a derailment at track speed.
2.2.3 Reporting Requirements
Although truck side frame failures were reportable to the AAR before 1990, they are no longer. As a result, it is difficult to quantify this type of failure beyond those instances noted by the railways themselves. Given the information that the railways were able to supply, we can conclude that this type of failure usually occurs during the winter months when the ambient temperature is low. It is thus critical, for the safe operation of tank cars, to ensure that all of the conditions for catastrophic failures in truck side frames do not exist concurrently.
3.0 Findings
- The truck side frame failed as a result of a brittle overstress condition that originated in the radius between the pedestal roof and the outer pedestal jaw.
- The brittle overstress condition developed as a result of the presence of casting defects, the application of a transverse weld bead around the roof liner, the sub-standard hardness and fracture toughness of the truck side frame material, and operation at low ambient temperatures.
- The truck side frame failure occurred during normal service conditions.
- The roof liner application procedure used by Procor Limited did not meet AAR specifications. Approximately 20,000 truck side frames have had roof liners applied using this application procedure.
- The inspections performed while the tank car travelled across the country did not detect the crack in the truck side frame prior to catastrophic failure.
3.1 Causes
The truck side frame failed as a result of a combination of factors. A casting defect, operation at low temperature, the application of a non-standard transverse weld along the pedestal roof liner, and the sub-standard fracture toughness of the side frame material led to the catastrophic brittle fracture of the truck side frame in routine service.
4.0 Safety Action
4.1 Action Taken
Procor Limited revised their methods and modified the weld configuration of the wear liner. They have also initiated a program to inspect the transverse welds when the trucks are dismantled.
4.2 Safety Concern
The brittle fracture that caused the failure of the side frame developed as a result of four factors: the presence of a casting defect, the proximity of the transverse weld, the low fracture toughness and the cold weather. There are several documented incidents of failure of side frames under similar circumstances. The Board recognizes that Procor Limited's measures (outlined above) should reduce the risk of this type of occurrence in the long run. However, the investigation clearly disclosed that the contributing factors identified in this occurrence might be present on many tank and freight cars of the existing fleet. The Board is concerned that there is no initiative from the industry nor the regulator to alleviate the risk of further side frame failures in the short term.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board, consisting of Chairperson Benoît Bouchard, and members Maurice Harquail, Charles Simpson and W.A. Tadros, authorized the release of this report on .