Engine failure and hard landing
Essor-Hélicoptères Inc.
Bell 206B (helicopter), C-GIFV
Cap-Chat, Quebec
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
The Bell 206B (registration C-GIFV, serial number 2004), equipped with high skid landing gear and operated by Essor-Hélicoptères Inc., departed Matane, Quebec, on a visual flight rules flight with the pilot and 4 passengers on board. The aircraft was flying northeast at low altitude over the south shore of the Saint Lawrence River so that the passengers could evaluate and document damage caused by high tides. At 1131 Eastern Standard Time, approximately 27 minutes after take-off, the helicopter experienced an engine (Rolls-Royce 250-C20B) failure. The pilot did an autorotation with a right turn of more than 180°. The aircraft landed hard on the beach, breaking the landing gear, and came to rest on its belly. One of the occupants was seriously injured, 2 had minor injuries and 2 were unharmed in the accident.
Factual information
History of flight
The day before the accident, the pilot completed a walk-around inspection of the helicopter. He checked all the systems listed in the Rotorcraft Flight Manual (RFM) and detected no anomalies. The next day, at 0638, Footnote 1 the helicopter departed Québec/Jean Lesage International Airport for Rimouski, where it landed at 0820. After 170 litres of fuel were added, 4 passengers boarded the aircraft. At 0940, the aircraft took off on a low-altitude survey flight Footnote 2 over the south shore of the Saint Lawrence River, heading northeast. The purpose of the flight was to document the environmental and property damage caused by recent very high tides.

At 1042, C-GIFV landed on the shore of the Saint Lawrence 1 nautical mile (NM) north of Matane Airport and the pilot shut off the engine. At 1104, the helicopter resumed the survey flight, heading northeast. Approximately 27 minutes later, when the helicopter was 120 feet above the river and 75 feet from the shore, travelling at 70 knots, there was a bang and the aircraft briefly yawed right. A few seconds later, another bang was heard. The pilot immediately lowered the collective and turned right to land on the beach into the wind. The low rotor rpm warning horn sounded during the descent. The aircraft landed hard on the sand and the landing gear broke (Photo 1).
The helicopter came to rest on its belly, and the pilot shut off the engine. The passengers evacuated the cabin once the blades stopped turning.
Weather
The weather was suitable for visual flight rules (VFR) flight. According to the bulletins broadcast by the automated weather observation system at Cap-Chat at 1100 and 1200, the wind was blowing from the west at 14 knots, gusting to 19 knots.
Flight crew
The pilot had logged approximately 18 000 flying hours on helicopters, with over 10 000 hours on the Bell 206. The pilot was certified and qualified for the flight in accordance with existing regulations.
Helicopter
The Bell 206B was manufactured in 1976 and had approximately 14 667 flight hours. The maintenance records indicated that the helicopter was operated and maintained by the company in accordance with existing regulations and following the procedures of the approved maintenance organization.
All mandatory airworthiness directives and required maintenance had been completed. No anomalies were recorded in the aircraft journey log. The aircraft was equipped with a fuel extender that allowed it to carry 657.6 pounds of Jet A fuel.
The aircraft is equipped with a low rotor rpm alarm system consisting of a warning horn and a LOW RPM warning light. The system is activated when the rotor rpm is below the safety limit of 90% and the collective is not completely lowered.
Section 3 of the RFM includes a height/speed chart that uses a graph to show the combinations of speed and height above ground level (agl) at which aircraft can perform an autorotation or land safely after a loss of engine power. The chart is based on the assumption that the pilot is able to perform a successful engine-out landing. According to the chart, at 120 feet Footnote 3 agl, the minimum recommended speed for a successful autorotation is approximately 45 mph. The height/speed chart itself is developed by progressive trials during the original certification flight-test regimes by the helicopter manufacturers’ test pilots.
Weight and balance
The maximum allowable weight was 3200 pounds. The aircraft departed Rimouski Airport fully fuelled with 5 passengers on board. According to the Transportation Safety Board (TSB)’s evaluation, Footnote 4 the actual weight of the aircraft was approximately 3500 pounds on take-off from Rimouski and slightly less than 3300 pounds on take-off from Matane. The weight of the aircraft was approximately 3200 pounds when the engine failure occurred.
Examination of the wreckage
The aircraft had forward speed when it crash-landed on the beach. The skids sank into the sand, causing rapid deceleration and then the rotor mast and gearbox to topple forward. The movement of the gearbox broke the forward joint of the gearshaft connecting the engine to the main gearbox. This movement also caused the hydraulic pump housing and shaft to break. Examination of the aircraft revealed that all damage observed on the fuselage, rotor assembly, flight controls, and power train resulted from the impact with the ground.
Engine
The occurrence aircraft engine (model Rolls-Royce 250-C20B, serial number CAE‑823531) was manufactured by Detroit Diesel Allison, a division of General Motors Corporation. Rolls-Royce is the current holder of the type certificate issued by the Federal Aviation Administration (FAA) for this engine model.
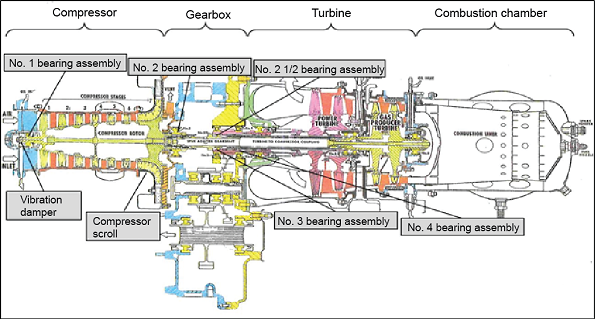
The engine is a turboshaft modular-type engine and consists of a compressor, a gearbox, a turbine, and a combustion chamber (Figure 1). It is rated at 420 shp (shaft horsepower).
The engine is equipped with 2 chip detectors. The pilot did not notice whether the ENG CHIP warning light Footnote 5 came on during the flight. Examination of the aircraft revealed that the chip detectors were contaminated. The condition of the aircraft after the occurrence did not prevent the battery from running. A system test showed that both detectors triggered the ENG CHIP warning light.
The engine log indicated that the engine had been removed from the aircraft 3 times in the 35 flight hours before the accident:
- On 10 September 2010, the engine was removed after it was observed that 1 of the 5 studs connecting the compressor to the gearbox was broken. The gearbox was sent to Essential Turbines Inc. Footnote 6 (ETI) to have the stud replaced. The engine was rebuilt with a rented gearbox.
- On 30 September 2010, 30.8 flight hours before the accident, the engine was sent to Essential Turbines Inc. after a crack in the compressor scroll and a leak in the N2 regulator were detected. After performing the required work and reinstalling the original gearbox, ETI tested the engine on a test bench. No abnormal vibrations or other anomalies were detected.
- On 7 December 2010, 27.6 flight hours before the accident, the ENG CHIP warning light came on after returning from a flight to the aircraft’s base. Examination of the chip detector revealed metallic debris, which was retained. The oil filter was clean. Although the engine was covered under warranty by ETI, Essor-Hélicoptères Inc. decided to disassemble it for examination. Footnote 7 When the gearbox was disassembled, a metal fragment was discovered near the No. 2 ½ bearing assembly (part number 23034787-G, serial number TA30511510). After consulting with ETI, Essor‑Hélicoptères Inc. rebuilt the engine according to the manufacturer’s maintenance manual. The helicopter did a run-up on the ground for 30 minutes and then made a short flight. No anomalies were observed, so the aircraft was returned to service.
- The engine failure occurred 3.2 flight hours after the aircraft departed Québec.
Teardown and examination of the engine
The engine was removed from the occurrence aircraft and torn down in the shop at the TSB Laboratory in Ottawa. The findings from the examination included the following:
- The engine was lubricated.
- Three of the 12 fingers on the vibration damper Footnote 8 located in the compressor front bearing housing for the No. 1 bearing assembly exhibited fatigue failure. Footnote 9 Metallurgical analysis suggested that the fingers had fractured separately, one after the other, before the accident. The damper was last examined in 2009 when the compressor was disassembled, and it had logged 329.5 flight hours since being returned to service.
- Damage observed on the No. 2 bearing assembly is typical of a heat imbalance attributed to the failure of the bearing housing, which also experienced fatigue failure.
- The oil delivery tube assembly (P/N 6851505-R), which lubricated the No. 2 bearing assembly, was working normally during testing.
- Examination of the metal fragment found near the No. 2½ bearing assembly on 7 December revealed that it did not come from the engine and was of unknown origin.
- The metal fragment discovered near the No. 2½ bearing assembly was too large to penetrate the assembly. Therefore, it did not cause the failure of the No. 2 bearing assembly.
- Spalling was noted on the surfaces of the balls in the No. 3 and No. 4 bearing assemblies. The No. 3 bearing assembly exhibited micro spalls, and large spalls were visible on the No. 4 bearing assembly. The spalling was smooth, meaning that it had been present before the engine failure.
- The results of the analysis of the metal debris extracted from the chip detectors on 7 December 2010 showed that its composition was similar to that of the No. 2, No. 3, and No. 4 bearing assemblies.
The modules, compressor and turbine were mounted on either side of the gearbox. Disassembly of the modules exposes the No. 2 and No. 4 bearing assemblies; however, their location and the retaining ring made it difficult to detect anomalies in the bearings that may have been precursors to a later malfunction.
Engine overhaul information
The vibration dampers and the engine bearing assemblies were maintained in accordance with a condition inspection. Footnote 10 The No. 2 bearing assembly had logged 2244.4 hours and 3233 cycles Footnote 11 since being installed on 13 November 2006. Normally, the service life of a bearing assembly is estimated to be between 5000 and 10 000 hours. The No. 2 bearing assembly, located in the diffuser aft of the compressor, is used as a thrust bearing—it absorbs the axial thrust load generated by the compressor impellers. This means that the No. 2 bearing assembly absorbs the highest load of all the engine bearing assemblies.
Examination of the vibration damper fingers revealed rub marks on the fingers and on the cup washer in which the damper is mounted. The specification of the metal removed from the fingers and the cup washer is different from the bearing metal specification.
The following laboratory reports were completed:
- LP002/2011 – GPS & SkyMode Analysis
- LP003/2011 – Power Train Examination & Analysis
- LP006/2011 – Metallurgical Examination of Bearings
These reports are available from the Transportation Safety Board of Canada upon request.
Analysis
The No. 2 bearing assembly in the engine broke down due to the fatigue failure of its cage. Because this bearing served as a thrust bearing, its failure caused the compressor to move forward, which in turn brought the impeller into contact with the shroud. The resulting friction led to significant deceleration and a loss of power. The propulsive movement of the compressor caused it to stall, as demonstrated by the bangs it produced. Footnote 12
The breaking of a gearbox stud, the crack in the compressor scroll and the fatigue failure of 3 fingers in the vibration damper may suggest that the damage was caused by abnormal engine vibration. However, after the stud and scroll were repaired, the engine was tested on a test bench, and no anomalies or vibrations outside of the limit were noted. This suggests that it is unlikely that engine vibration caused the anomalies. It can also be concluded that the vibration damper was not fractured at the time of the inspection on the test bench. Consequently, the successive fractures of the damper fingers occurred during the last 30 flight hours.
Because 3 fingers had fractured less than 30 flight hours before the accident, the vibration damper was less effective. It cannot be concluded beyond all doubt that the broken damper caused the No. 2 bearing assembly to fail. However, the partial failure of a component intended to absorb engine vibration cannot be ruled out; it could have altered the vibration load of the compressor, increasing the load on the No. 2 bearing assembly and causing its cage to sustain a fatigue failure.
Although the gearbox had been disassembled 3 times less than 35 flight hours before the accident, no anomalies were observed. The ball bearings and the vibration damper were not examined because the disassembly of the gearbox was not meant to verify their condition. Therefore, the engine may have been rebuilt with components that needed to be replaced.
The engine was equipped with a working chip detection system, but the pilot did not notice the warning light before the loss of power, while significant spalling was generated by the slippage of the ball bearings in the No. 2 bearing assembly. However, 3.2 flight hours before the accident, the chip detectors detected metallic debris in smaller quantities from the engine ball bearings, which were starting to break down. Consequently, the ENG CHIP warning light may have been illuminated without the pilot noticing.
According to the height/speed chart, the loss of power occurred in an operating range within which a safe emergency landing was possible. At the time of the failure, there were 3 operating conditions posing a greater challenge than usual for the pilot. Given the height of the aircraft, the pilot had little time to lower the collective, perform a 180° turn into the wind, and begin the descent before landing on a slope. The power loss caused a rapid drop in rotor rpm to the point where the low rotor rpm warning horn sounded during the descent. It can be concluded that the collective was off the down stop and that the rotor rpm fell below 90%.
Findings as to causes and contributing factors
- The No. 2 bearing assembly in the engine broke down due to the fatigue failure of its cage. The failure of the bearing assembly caused the engine to lose power.
- The power loss caused a rapid drop in rotor rpm to the point where the LOW ROTOR rpm warning horn sounded during the descent. It can be deduced that the collective was not completely lowered and that rotor rpm dropped below 90%. This caused a hard landing.
Findings as to risk
- Although the aircraft was operated outside of the high-risk “to avoid” zone on the height/speed chart, the autorotation resulted in a hard landing. Because of operating factors other than speed and height, the operation of the helicopter at low altitude posed a risk to safe landing in the event of an engine failure.
- Operating an aircraft outside of the weight and balance limits set by the manufacturer can reduce aircraft performance and cause a power surge, in turn causing major damage to the engine, airframe and power train.
- The aircraft can attain the performance figures in the height/speed chart when it is loaded with its limit weight. Operating the aircraft at a higher weight compromises the success of an autorotation following an engine failure.
Other finding
- The wear on the ball bearings and the vibration damper was not observed when the gearbox was examined, because the 3 engine teardowns performed within the 31 flight hours before the accident did not expose them and were not intended to verify their condition.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on . It was officially released on 04 July 2012.