Main-track derailment
Canadian National
Train Q-149-11-12
Mile 53.1, Drummondville Subdivision
Manseau, Quebec
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
On 12 May 2003, at 2256 eastern daylight time, Canadian National freight train Q-149-11-12, operating westward, was stopped due to a train-initiated emergency brake application at approximately Mile 53.1 of the Drummondville Subdivision. The derailed equipment included 17 platforms loaded with 34 containers, most of which came to rest on their side, parallel to the right-of-way. Three of the containers were carrying dangerous goods; however, no product was released. There was damage to 1000 feet of main track and 300 feet of siding track. There were no injuries.
Ce rapport est également disponible en français.
Factual information
The train departed Joffre, Quebec, and up to the time of the derailment, the trip was uneventful. The operating crew consisted of a locomotive engineer and a conductor, both situated in the lead locomotive. They were qualified for their respective positions and met fitness and rest standards.
The train was powered by 3 locomotives and consisted of 122 loads and 0 empties. It weighed approximately 5190 tons and was about 8430 feet in length.
Occurrence Site Information
The derailment occurred within the limits of Manseau, Quebec, population of approximately 700 persons. The area includes a mixture of residential and farm properties (see Figure 1).
The first marks on the rail were noted on the main track approximately 40 feet east of a frog for a spur track identified as M120, Mile 53.09, on the Canadian National (CN) Engineering Services track schematics for the Drummondville Subdivision. From the frog westward, the lead rail for the spur track was rolled over on its side. The guard rail and the west-facing switch points were damaged, and there was extensive track destruction from the switch location westward. The derailed equipment came to a stop within 1500 feet of the first derailed marks, with most of the derailed cars laying on their side to the left-hand side of, and parallel to, the right-of-way. In total, there were 7 derailed articulated intermodal rail cars, consisting of 23 platforms and 44 containers, of which 17 platforms and 34 containers were derailed. Seven of the platforms were destroyed. The remainder of the platforms and all the containers sustained either minimal or no damage.
In the derailment area, the subdivision is single main track and handles both passenger and freight traffic. The track structure consisted of 132-pound continuous welded rail (CWR) rolled and laid in 1976. The rail was secured with six spikes per 14-inch double-shouldered tie plates and anchored every second hardwood tie. The crushed rock ballast was in good condition.
In the area of the accident (see Figure 2), the track had a slight ascending grade of 0.3 per cent, followed by a slight descending grade of minus 0.3 per cent. The M120 spur switch is at the exit spiral of a two-degree, one-minute left-hand curve (in the direction of train travel) at Mile 53.09. The first marks on the track were located 39 feet east of the switch frog.
The track had been inspected by a CN track inspector on 05 and 09 May 2003 and no exceptions were noted. A track geometry car had last inspected the track on 14 April 2003 and one urgent defect was noted at Mile 52.41 for a minor excess superelevation condition that was subsequently corrected.
Between Mile 52.2 and Mile 53.1, the authorized train speed was identified in the timetable as 75 mph for passenger trains and 50 mph for freight trains. There was a temporary slow order of 40 mph in effect from Mile 52.5 to Mile 53.0 in the curve immediately preceding the derailment location due to local track conditions (cross-level defect created by a frost heave). Train operations were controlled by the Centralized Traffic Control System authorized by the Canadian Rail Operating Rules and supervised by a rail traffic controller (RTC) located in Montréal, Quebec.
The event recorder transcript indicated that, at 2256 eastern daylight time (EDT),Footnote 1 train speed was decreasing to 35 mph, with the throttle in the idle position, when a train-initiated emergency brake application occurred. Within one minute, train speed was recorded as 0 mph.
The temperature at the time of the derailment was 6°C. The winds were calm, and it was raining.
The first responders included local police and fire department personnel, as well as CN employees and representatives of various levels of government.
The car
Inspection of the train revealed that a car body on one of the derailed cars had collapsed onto the right-of-way while the train was proceeding. The collapsed car, CN 677048, was an articulated five-platform intermodal car (commonly referred to as a "five-pak") that was designed to carry both containers and highway trailers. It was built at the Transcona main mechanical repair facilityFootnote 2 in 1991 and was one of 140 five-paks (700 platforms) produced. The car was among the oldest in its series and had accumulated 1.18 million miles since entering service. It was originally built as CN 679540-679544, with each platform identified with its own specific car number (the E platform was CN 679543). The five cars were renumbered as CN 677048 (A to E) on 28 April 1997. Their physical data are as follows:
| Overall length | 359 feet |
|---|---|
| Light weight | 268 500 pounds |
| Light weight per platform | 53 700 pounds |
| Total carrying capacity | 831 000 pounds |
| Carrying capacity per platform | 166 300 pounds |
| Total weight on rail | 1 099 500 pounds |
| Trucks | 6 X 11 |
| Axles | 20 per car |
| Draft gear | 15-inch cushion units on end platforms (i.e. solid drawbars between platforms) |
| Date built | March 1991 |
| Location | CN Transcona mechanical repair facility, Winnipeg |
| Last painted | 02/1994 (CN - PU) |
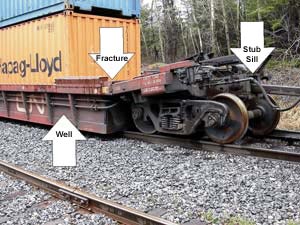
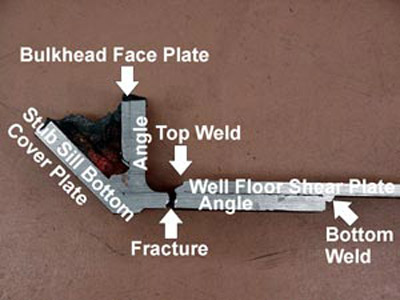
In the stub sill area of the well, the floor and end wall (or bulkhead) of the car meet at a right angle (see Figure 3). The bulkhead bottom angle is attached between the floor shear plate and bulkhead face plate. Corner post angles are connected to the bulkhead face plates and the left and right sidewalls. All components are connected to each other with fillet welds.
General description of damage
Overview
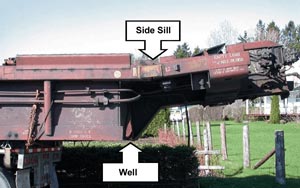
Photo 1 shows the fractured car on the track, and Photo 2 shows the same car after the wheel sets had been removed. The cargo area of this car is box-shaped, and referred to as the "well." These photos show fractured side sills, and the fracture along the forward lower edge of the well, where the lower edge of the stub sill attaches.
Well Fracture
Photos 3 and 4 show the fracture along the lower front edge of the well, where the lower edge of the stub sill tore away from the bulkhead face plate. The lower front edge of the bulkhead face plate was attached to a steel angle. The fracture occurred through the steel angle, at the toe of the weld that attached the steel angle to the floor, and was approximately 42 inches in length. The vertical fracture surfaces were of different lengths. For the side of the car that was on the high side of the curve, the fracture measured approximately 14 inches, and for the low side, it measured 12 ½ inches. There were red paint flecks noted within the weld area at the fracture surface. There were also signs of rust, fretting, and contamination similar to that produced by wayside lubricators on the fracture surfaces. It was also noted that there were two vertical welds (item W, Photo 4) in the bulkhead face plate behind the stub sill attachment area. Other than ballast that entered the well area during the derailment sequence, there was only a minor amount of debris noted (e.g. a worn brake shoe and rubber air brake gaskets).

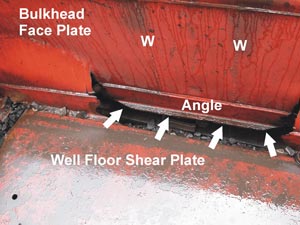
Photo 5 shows a cross-sectional view of the geometry of the parts involved in the area where the bottom steel angle attaches to the stub sill and floor. The specimen was taken from the opposite undamaged end of car CN 677048-E after a pre-existing crack was mechanically opened.
Repair history
The repair history shows that the five-pak was involved in two derailments; a minor derailment in the CSX Corporation company yard in Collingwood, Ohio, United States, in October 2002 (where one of the other platforms on the car was derailed), and a major 35-car main-track derailment in February 1993 at Mile 21 of the CN Caramat Subdivision where the entire five-pak was involved. The extent of the damages in the latter accident required that the car be loaded on another flat car to be moved to the CN Transcona mechanical repair facility in Winnipeg for repair. The car was released back to service in March 1994. The car was also repaired in the Transcona mechanical repair facility in 1997 and 2000 for wear-related reasons.
A review of detailed line point and foreign railway repair records indicated that the stub sill-well area of the five-pak was not repaired in these repair locations. CN did not maintain detailed repair records for the main mechanical repair facility repairs. The repair records that were available indicated that Transcona did perform a modification to strengthen the stub sill, and that welders who worked on the car during its last main mechanical repair facility repairs in 2000 were qualified in accordance with the requirements set forth in Section 6, Welding, of the AAR Manual of Standards and Recommended Practices of the Electrical Section of the Association of American Railroads (AAR) Engineering and Mechanical Division. For the main mechanical repair facility repairs in 1994 and 1997, repair records did not document all the welds performed and who performed them.
CN inspections
The car was subject to normal railway car inspection practices performed by certified car inspectors during safety inspections in rail yards and intermodal terminals (the last safety inspection was in Halifax, Nova Scotia, on 11 May 2003 and no defects were noted). The car was also regularly inspected by wayside inspection systems, such as hot box and dragging equipment detectors and hot wheel detectors. The last two wayside inspection systems (located at Mile 36.9 and Mile 51.7 respectively) were functioning properly and no alarms were noted when the train passed.
The railway was not required to have, nor did it have, an inspection program in place that was based on the age or mileage of its intermodal cars, whereby a car would be brought into a designated mechanical repair facility at a predetermined interval for a thorough structural inspection. Such inspections were performed only when other main mechanical repair facility repair work, such as excessive wear or accident damage, was required.
Engineering laboratory report
A subsequent inspection of the accident platform was performed in Montréal by TSB and CN personnel. Selected portions of the platform, including some from the opposite undamaged end, were identified for forwarding to the TSB Engineering Laboratory in Ottawa for additional examination and analysis (Engineering Laboratory report LP 043/2003). A metallurgical analysis was conducted on selected portions of the fracture surfaces and some welds.
Pre-existing cracking was noted in similar locations at both ends of the platform, and a fillet weld in a critical area was missing on the end that collapsed (see Photos 6 and 7).


The analysis revealed the following:
- The principal failure occurred in the steel angle along the lower front edge of the well. The failure of the side sills was a secondary failure.
- The steel angle conformed to specified material and dimensional requirements.
- The fracture surface at the principal failure showed evidence of significant pre-existing cracks.
- A pre-existing crack was present at the opposite undamaged end of the same car, along the lower edge of the well, having the same appearance and location as the principal fracture.
- The visual appearance of the pre-existing cracks and their locations were consistent with their being of fatigue in origin.
- The cracks have been growing very slowly.
- The presence of the large pre-existing crack at the principal failure location would have reduced the strength of the structure at that location to roughly one-third of its original strength.
- The weld that normally connects the steel angle to the underside of the well floor was missing at the failed end. This would have resulted in higher-than-normal loads at the failure location, and would have accelerated the fatigue process. The extent of this acceleration could not be quantified.
- The overall weld quality at the failure location was not considered to have been a significant contributing factor.
- It was not possible to determine to what extent the previous derailment and the subsequent repairs contributed to the failure.
National Transportation Safety Board Report
On 02 September 1998, a westbound Burlington Northern and Santa Fe Railway Company intermodal freight train derailed at Crisfield, Kansas, United States. The resultant dangerous goods release and fires caused the evacuation of 200 people. There were no injuries. Estimated damage was $1.3 million.
The accident occurred when car DTTX 72318, an articulated, five-pak, 125-ton double-stack car (note: CN 677048 was a 100-ton double-stack car), experienced a separation between the floor shear plate and bulkhead bottom angle. A lateral fracture was found at a weld between the floor shear plate and the bulkhead bottom angle, at the leading end of the B platform of the car. The fracture, for the most part, followed the toe of the weld on the floor shear plate side and penetrated completely through the floor shear plate.
It was determined that the car had previously received an improper repair that did not restore the floor shear plate to its original strength and condition. Repair records for car DTTX 72318 did not state where the repair had been performed, and TTX Company had not been billed for the repair. Among the safety issues addressed in that report were the improper and undocumented repairs to car DTTX 72318, and the industry's response to the structural failures experienced by Thrall Car Manufacturing Company's 125-ton double-stack cars (see Appendix A).
Dangerous goods
Under the Transportation of Dangerous Goods Regulations, a load of dangerous goods must be accompanied at all times by a shipping document that includes, among other things, information on the shipper, a description of the goods, the shipping name and quantity shipped, primary class and UN number. Typically, the shipping document will include an identification of the placards and orange panels used during transportation. The documents may be printed copies of the original shipping documents or electronic copies. Technical information about the dangerous goods in transport is available through a 24-hour number, where the shipper can be reached immediately. That number must be shown on the shipping document. Some of the data contained in the shipping documents are appended to the train consistFootnote 3 and used by the railway to describe the train consist and the position of the cars.
Although it was not a requirement under the Transportation of Dangerous Goods Regulations, the CN consist identified the containers on each rail vehicle. However, three of the containers involved in this accident were not identified on the train consist, and conversely, three containers that were shown on the consist were not present. This caused some confusion during the initial hours following the derailment. The three containers that were not shown on the train consist were loaded on car CN 677048. One of the three was a container placarded UN 3077, an environmentally hazardous substance. It was loaded on the E platform of car CN 677048. All the containers on the train that required placards under the Transportation of Dangerous Goods Regulations displayed the proper placards.
The topic of train consists not being accurate and missing dangerous goods information has been covered in previous TSB reports, as recently as 2002, in the accident at Mont-Saint-Hilaire, Quebec (TSB report R99H0010). In its final report, the Board stated:
The investigation revealed that there are no procedures for verifying and physically comparing shipping documents against the train consist. . . . Since the shipping documents are used by the train crews and the emergency response personnel, their availability and accuracy are critical to safety. The Board is concerned that the risks identified with . . . the potential inaccuracies in the train consist were not addressed and still create unsafe conditions to which emergency response personnel and the general public may be exposed.
At the time of the Mont-Saint-Hilaire accident, no requirements relating to the transportation of dangerous goods were in effect for train consists. Since that accident and the coming into force of the Transportation of Dangerous Goods Regulations on 15 August 2002, train consists are now required. The information on the consist must be kept up to date by the train crew and kept with the shipping document(s).
Analysis
When the car body on the E platform of loaded container car CN 677048 collapsed onto the main track, it came into contact with various components (e.g. frog, guard rail, and switch points) of the turnout for the spur track. The weight of the loaded platform and the speed of the train combined to damage the track structure, resulting in the loss of gauge and ultimately the derailment of the seven articulated cars.
Although the referenced NTSB report and previous platform failures appear to be similar to this accident, they all related to debris being left on the floor of a rail car platform that subsequently caused localized loading on car parts due to containers resting on the debris. In this accident, although there was minor debris in the well area, there was no indication that the floor shear plates of car CN 677048 had been subjected to localized loading. There were similarities, however, with the lack of detailed repair records for the car involved in this occurrence and the one involved in the Crisfield accident. There were also inaccuracies noted with the identification of the containers shown on the train consist.
The investigation revealed that there were no problems noted with track inspection and maintenance, nor with train handling. The analysis will therefore focus on the events associated with the fracture, the repair and inspection of the car while in service, and the documentation concerning dangerous goods for the cars involved in the accident.
Fracture
The fracture occurred at a location where a number of design features intersected. The structural design of this car was such that all the car loads, whether they were loads caused by the weight of the cargo or coupler loads due to buff and draft forces in the train, passed through this location as they transferred from the well to the stub sill. These loads were concentrated in the area where the well attached to the stub sill. Therefore, there was a highly concentrated force in this region. In addition, there was a local stress raiser in the form of the weld that attached the well floor plate to the steel angle.
The location of the five-pak at the initial point of derailment in the exit spiral of the curve and the uneven lengths of the two vertical fracture surfaces in the bulkhead face plate indicate that the car platform was in torsion at the time it collapsed.Footnote 4 The rust and contamination within some of the fracture surfaces indicate that the fractures were not new.
Because there was a missing weld under the car where the well attached to the steel angle, loads were transferred through this highly stressed region through just one weld instead of through two. Therefore, the region around that single weld was subjected to higher stresses than the opposite end of the car. This accelerated the growth of the fatigue cracks on the end that collapsed to the point where the car body could not support normal loads. As the five-pak was traversing the exit spiral, the torsional forces on the car, in combination with the in-train coupler forces and container weights, exceeded the strength of the weakened structure, at which time the structure yielded and fell onto the right-of-way.
Incomplete repair records
It is not known whether the car was originally constructed with this missing weld, or whether this condition occurred during subsequent repairs, particularly the major derailment in 1993. Given the repetitive nature of car construction tasks in main mechanical repair facilities during large programs, it is unlikely that the missing weld occurred during the original manufacturing process. Moreover, the original construction materials did not require any vertical welds in the bulkhead face plate, as it was one continuous piece from side to side. It was also determined that the car was repaired in this area at least once after initial construction when the stub sill modification was performed in the Transcona mechanical repair facility.
The paint flecks on the fracture surface indicate that the fractures existed at the time the car was last painted. It is unlikely that a foreign railway would have made such a major repair without attempting to submit a repair bill to recover many of the costs (given the ability through the AAR rules to bill car owners for many off-line repairs). The fact that the car had to be loaded onto another flat car to be transported to the main mechanical repair facility after the derailment in 1993 gives some indication of the extent of the damages and the resultant repairs that were required at that time. This was also a common method of moving container platforms that have stub sill damage. Therefore, it is likely that the stub sill condition on car CN 677048 was a result of repairs performed sometime after manufacture.
Because detailed main mechanical repair facility repair records were unavailable, it is not known exactly where or when the repair was made. It is known that the car was built in Transcona, and had received subsequent repair attention there several times, including once for damage in a major derailment. It is also known that, despite the inspections the car received in places such as main mechanical repair facilities and line point repair facilities, intermodal rail terminals, switching yards, and en route train inspections, neither the missing weld nor the fatigue cracks were identified.
Inspections
Wayside inspections of equipment by either railway employees or technological devices (such as wayside inspection systems) were not designed to identify minor car construction deviations, particularly missing or flawed welds. Certified car inspectors are better suited to identify such conditions and perform safety inspections of equipment in intermodal and rail yards. However, the identification of minor fatigue-related cracking in container wells is problematic, as these areas of the car are not easy to see, and the task is made more difficult as the cars are seldom empty when being inspected. Enhanced inspection methodologies based on selected criteria (like age, mileage and tonnage) and using specialized inspection equipment would assist in the identification of these types of defects. In the absence of such a program, and given the natural limitations of regular safety and wayside inspections, there was little likelihood of the missing weld or severe fatigue cracking being identified prior to failure.
Dangerous goods documentation
The inaccurate container numbers identified on the train consist initially impeded the identification by emergency responders of all the potential hazards presented by the derailed containers. As one of the unidentified containers was displaying a dangerous goods placard, and it was loaded on the platform that had collapsed, some significant time was spent attempting to verify the container's contents. Although the product did not release in this accident, first responders did not have the benefit of knowing in a timely fashion what the risks were or associated safety precautions to be taken.
Findings
Findings as to causes and contributing factors
- The derailment occurred when the car body on the E platform of loaded container car CN 677048 collapsed onto the main track, severely damaging the track structure, resulting in the complete loss of track gauge.
- The E platform on car CN 677048 failed due to fatigue at a high stress location where a weld was missing and had gone undetected during inspection and repair practices.
Findings as to risk
- Given the limitations of regular safety and wayside inspections, there is little likelihood of missing welds or fatigue cracks being identified in the field prior to failure.
- Inaccurate train consists can cause some confusion for emergency responders as to the exact contents of derailed cars.
Other findings
- Although the car was built at the Transcona mechanical repair facility and subsequently had been repaired several times at main mechanical repair facilities, including once for major derailment damage, the reason for the missing weld could not be identified as detailed main mechanical repair facility inspection and repair records were not available.
Safety action taken
On 14 May 2003, Canadian National (CN) issued instructions to all its field inspection forces to visually inspect all cars in the CN 677 series (Appendix B). All welds and the area around where the stub sill and the lower shear plate attached to the end sill of the car were inspected for cracks or any sign of failure both inside and outside the container well. The welds were cleaned with a wire brush to provide a good visual inspection. As this inspection was considered critical, CN required that it be performed only by a mechanical supervisor or designate. All cars in the series were identified in a car data bank and were inspected as they passed through inspection terminals. No other cars with weld defects were identified during this inspection.
On 10 July 2003, representatives from CN, Transport Canada (TC) and the TSB attended testing conducted by a private company (Halton Inspection Services) on another CN 677 series five-pak car at CN's MacMillan Yard in Toronto, Ontario (car CN 677006). The selection criteria included a car built to the same design that had not been involved in a derailment, and one with more accumulated mileage than car CN 677048. A dry magnetic particle test was performed on the top surface (shear plate-to-steel angle and stub sill connection), and a wet magnetic particle test on the under surface of the sill area on all five platforms.Footnote 5 The testing revealed that three of the platforms contained minor amounts of cracking. However, none were similar to the cracking on car CN 677048 (ppendix C). The railway removed the cracks from the welds by grinding and marked the areas for a follow-up inspection. The car was subsequently inspected on 20 November 2003 and the related technical report stated that the previously noted cracks did not reappear.
On 20 June 2003, the TSB sent Rail Safety Advisory 03/03, Inspection of CN 677 series Doublestack Intermodal Rail Cars, to TC. The advisory stated that visual inspection methods alone may not be able to identify cracks in CN 677 series five-pak cars, and that enhanced inspection procedures may be warranted to ensure that all defects are identified. It concluded that:
. . . in consideration of the possible safety risks to train crews and the public, should a structural failure of a car occur, Transport Canada may wish to review the railway procedures for the inspection of all container cars built similar to CN 677048 to ensure the cars are structurally sound.
On 31 July 2003, TC responded stating that this equipment has been used extensively in high-speed intermodal service with no signs of premature structural failure. TC personnel was also aware of, and satisfied with, the inspections being performed by the railway. Using this information and the historical data available, TC Rail Safety assessed that CN's inspection procedures meet the needs of this operation. Furthermore, TC stated that the performance and inspection of this equipment will continue to be monitored as part of its ongoing Equipment Audit Program.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on .
Appendices
Appendix A - Historical information about some weld failures on well-type intermodal cars
Thrall Car Manufacturing Company first became aware of some weld failures in its 125-ton double-stack cars in July 1993, about five years after they were introduced into service. A Chicago train yard inspection of car DTTX 72052 at that time revealed a cracked floor shear plate. In November 1997, Union Pacific Railroad (UP) personnel discovered cracks between the floor shear plate and the bulkhead bottom angle on two Thrall Car Manufacturing Company's 125-ton double-stack cars: car DTTX 720573 on 22 November at Green River, Wyoming, and car DTTX 720158 on 25 November at Central City, Nebraska. Both cars were sent to the Thrall Car Manufacturing Company for further inspection and repair. UP found, which was later confirmed by the Association of American Railroads (AAR), that both cracks were due to a stress point caused by a foreign object beneath a loaded container. Immediately after finding the first failures in 1997, UP began inspecting DTTX 125-ton double-stack cars for cracking, particularly where the floor shear plate meets the bulkhead bottom angle. Five more cars with such cracks were found during inspections in Chicago; Memphis, Tennessee; Oakland, California; and Chehalis, Washington. In every case, UP found evidence of damage by a foreign object. According to the AAR, the UP Mechanical Department informed the AAR, the Thrall Car Manufacturing Company, and TTX Company of its inspection results and of its concern that a safety problem existed.
The AAR Intermodal Car Performance Committee held a teleconference on 04 December 1997. By that time, UP had inspected 303 DTTX cars and found evidence of a cracking problem. On 10 December 1997, the AAR issued Early Warning Letter 161 (EW-161) to all 1200 interchange subscribers. The letter informed subscribers of the cracks found in Thrall Car Manufacturing Company's 125-ton double-stack cars manufactured since 1988 and directed their inspection. Of 1653 TTX Company cars inspected, 71 were sent to mechanical repair facilities for closer inspection, and 27 were repaired. Witnesses stated that each repaired car displayed evidence of the presence of a foreign object.
In this accident, although there was debris noted within the well area, there was no indication that the floor shear plates of car CN 677048 had been subjected to localized loading. There were similarities, however, with the lack of detailed repair records for the cars involved in each occurrence.
Appendix B - CN Inspection of CN 677 series intermodal cars
The following instructions were issued 14 May 2003 to all CN field inspection forces in the Mechanical Department:
We've experienced a structural failure on a CN 677 series car which has resulted in a derailment!
The failure consisted of the lower connection of the stub-sill to the car body breaking away. The initiating failure appeared to be a pre-existing break in the weld attachment to the bottom shear plate. Effective immediately all cars in series CN 677000 - 677139 (136 cars/680 platforms) must have all welds and the area around where the stub-sill and the lower shear plate attaches to the end-sill of the car carefully inspected for cracks or any sign of failure both inside and outside of the container well. The welds will have to be wire brushed in order to provide a good inspection.
This inspection is very critical, for this reason we require that this inspection must be done by a Mechanical Supervisor (or designate).
All outstanding cars will be identified in car bank "EPAN", as cars have been inspected and found to be OK, contact (Headquarters personnel by phone or e-mail) to have cars removed from the car bank.
If any cracks are discovered in these areas, the car is to be withheld from service and H.Q. Mechanical contacted for disposition.
This initiative is of an urgent nature and must be completed as early as possible, car movement will be monitored to ensure the cars are inspected as they move through terminals.
All cars in the series were identified in a car data bank and were inspected as they passed through inspection terminals. No other cars with weld defects were identified during this inspection.
Appendix C - Inspection of car CN 677006 in MacMillan Yard
On 10 July 2003, testing was conducted by Halton Inspection Services of Ontario on a sister car, CN 677006, in MacMillan Yard, Toronto. Dry magnetic particle inspection was performed on the top surface (shear plate-to-stub sill connection), and wet magnetic particle inspection on the under surface of the sill area on all five platforms of the car.
The area of examination was the whole area of the shear plate-to-slope sheet weld connection, with special attention paid to the stub sill connection area. After examining the weld, areas of concern were identified and these areas were lightly ground to remove dirt, debris and paint, and re-examined. If the concern was not eliminated by this action, a second grinding was performed and the weld was re-examined. Testing revealed that three of the five platforms contained minor amounts of cracking, as follows:
CN 677006-D
- 1.25-inch crack noted on the top side of the A-end
- B-end was found to be defect free
- bottom side of A-end was found to be defect free
CN 677006-E
- two one-inch cracks were noted on the top side of the A-end
- top side of the B-end contained one 0.5-inch crack
- bottom side of B-end was found to be defect free
- bottom side of A-end was found to be defect free
CN 677006-A
- top side of B-end contained one 2.5-inch crack emanating from a spot of porosity
- bottom side of B-end was found to be defect free
- top and bottom sides of A-end were found to be defect free
The areas of concern that were initially identified involved welds that appeared to have poor physical appearance (i.e. evidence of porosity, uneven weld bead, excessive weld spatter and stop-start areas of the welding process). In some areas, an extensive amount of grinding was required to remove fold over material from the weld surface before magnetic particle inspection.
After examining several platforms, it was noted that the stop-start areas and the thin weld bead or porosity pockets would frequently produce cracking just below the surface. Other areas of minor cracking were observed on the car, particularly in the area of the container bolsters. The railway marked the areas and conducted a follow-up inspection of the car after 90 days of additional service to determine if the cracks were growing. The car was subsequently inspected on 20 November 2003 and the accompanying technical report stated that "all of the previously noted cracks were ground out and not repaired, to date they have not reappeared."
Appendix D - List of supporting reports
The following TSB Engineering Laboratory report was completed:
LP 043/2003 - Examination of Fractured Multi-Platform Railway Car CN 677048, Manseau, QC (Drummondville Subdivision) 12 May 2003
This report is available upon request from the Transportation Safety Board of Canada.