Main-track derailment
Canadian Pacific Railway
Freight Train 235-05
Mile 41.93, Winchester Subdivision
Dalhousie, Quebec
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
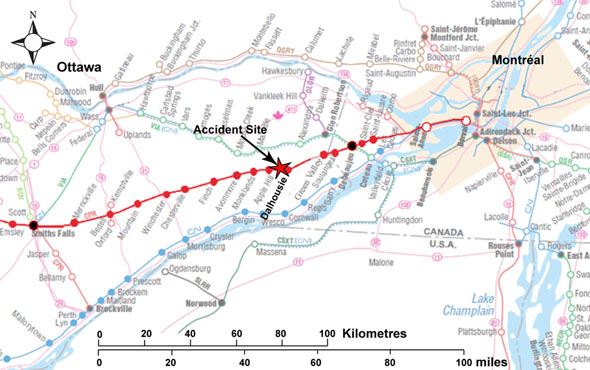
On 06 February 2009, at 0328 eastern standard time, Canadian Pacific Railway freight train 235-05 derailed 20 cars (16 empties and 4 loads) at Mile 41.93 of the Winchester Subdivision near the town of Dalhousie, Quebec. Approximately 900 feet of track was destroyed. No dangerous goods were involved. There were no injuries.
Ce rapport est également disponible en français.
Factual Information
On 06 February 2009, at 0032,Footnote 1 westward freight train 235-05 (the train) departed Saint-Luc Yard in Montréal, Quebec, destined for Toronto, Ontario. The train consisted of 1 locomotive and 102 cars; it weighed about 4070 tons and was approximately 6350 feet long. The operating crew, a locomotive engineer and a conductor, met fitness and rest standards, were qualified for their respective positions and were familiar with the territory.
The trip from Saint-Luc Yard to Dalhousie, Mile 41.6 of Canadian Pacific Railway's (CPR) Winchester Subdivision (see Figure 1), was without incident. While the train was descending a slight grade on the north track, just west of the crossing at Mile 41.66 (Chemin de Dalhousie), it experienced a train-initiated emergency brake application. The locomotive event recorder data indicated that the train was then travelling at about 25 mph with the brakes released and the throttle in position two. The locomotive came to rest at Mile 42.5. After initiating emergency procedures, the crew determined that 20 cars (the 39th to the 58th cars) had derailed. The first 4 derailed cars were loaded auto-racks; the remaining 16 were empties.
At the time of the derailment, the ambient temperature was −20°C.
Site information
The derailed cars remained upright along the right-of-way. The leading axle of the trailing truck of empty car GCCX 112580 (the last derailed car) derailed west of rail joints located at Mile 41.93, approximately 1450 feet from the Chemin de Dalhousie crossing. The joints in the north and south rails were staggered by 18 inches. The rail to the west of the joints was 115-pound continuous welded rail (CWR) manufactured in 1996 by Sydney, and the rail to the east was 130-pound CWR manufactured in 1964 by Algoma. The rails were joined with six-hole compromise joint barsFootnote 2 marked 115 RE/130 RE HF L 98.
The track damage started in the vicinity of the compromise joints and extended westward for about 900 feet. A section of the 115-pound south rail immediately west of the joint was shattered and strewn about the track. The joint bars of the south compromise joint were broken in half. The west portions of the bars were lying on the ballast and the connecting bolts were broken into several fragments while the east portions remained connected by three bolts to the 130-pound rail.
The tie plate directly supporting the joint was fractured along the gauge side shoulder (see Photo 1). The tie immediately to the west of the joint was unevenly crushed beneath the tie plate.

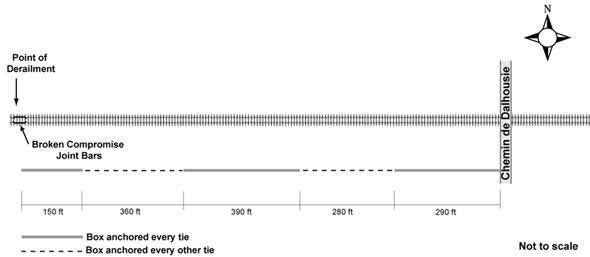
East of the joints, no wheel or dragging equipment marks were observed on the track structure. In addition, the ties and the rail were in good condition, but rail creep was observed east of the compromise joint where the rail anchors had moved westward approximately one inch. On the section of track located between the compromise joint and the Chemin de Dalhousie crossing, the placement of rail anchors was as shown in Figure 2.
Several broken components from the compromise joint area (Mile 41.93) were sent to the TSB Laboratory for analysis. Although most of the fractured pieces were recovered, one six-inch section of the 115-pound rail head and some bolt fragments were missing (see Photo 2). The examination of the fractured pieces indicated the following:
- The 115-pound rail fracture surfaces exhibited a significant amount of rubbing and pounding damage.
- The chevron markings observed on the rail web fracture surfaces were pointed towards the bolt holes. The fractures were oriented at approximately 45 degrees.
- The running surface of the rail showed spalling and had been previously weld repaired.
- The tie plate fracture surfaces had pre-existing oxidized fatigue cracks.
- The fracture surfaces on two of the bolts from the 115-pound rail showed pre-existing fatigue cracks.
- The joint bar fractures revealed a dark pre-existing fatigue crack at the upper inboard corner (see Photo 3). The remainder of the fractures displayed bright coarse features and chevron markings consistent with fresh overstress rupture, and some secondary rub damage.


Track information
The Winchester Subdivision extends from Dorion, Quebec (Mile 18.9), to Smith Falls, Ontario (Mile 123.8). In the derailment area, train movements are governed by the Occupancy Control System as authorized by the Canadian Rail Operating Rules and supervised by a rail traffic controller located in Montréal. The track is classified as Class 4 track according to the Railway Track Safety Rules (TSR). The maximum authorized timetable speed is 60 mph for freight trains. On the north track, rail traffic totals approximately 0.93 million gross tons of traffic each year in the eastward direction and about 14.0 million gross tons of traffic in the westward direction.
The track through the derailment area consisted of a double main track oriented in an east-west direction. It had a westward descending grade varying between 0.1 and 0.4 per cent. The rail was laid on 14-inch double-shouldered tie plates seated on eight-foot-long ties spaced 217n inches apart. The ballast consisted primarily of crushed rock ranging from 1 to 2 ½ inches in diameter and was in a frozen condition. The cribs were full and the shoulders extended 18 inches beyond the tie ends.
Track inspection and maintenance
The track was visually inspected regularly as prescribed by the TSR. During the last visual inspection, performed 04 February 2009 (two days before the derailment), a broken joint bar was discovered on the field side of the compromise joint in the south rail at Mile 41.93. During the previous 12 months, the joint had been inspected 12 times and no defects were reported.
The last track geometry car inspection was carried out on 17 November 2008. No defects requiring immediate repair were detected in the vicinity of the derailment. An automated inspection system with high-resolution digital imaging inspected the track. The last inspection was performed on 17 November 2008 and no defects were detected.
The rail was last tested by the rail flaw detection car on 08 January 2009. The detection equipment displayed a response signal between the 2nd and 3rd bolt holes in the south rail of the 115-pound CWR at the compromise joint. The response signal was attributed to the rail head surface condition but was not confirmed by hand testing as required by the rail flaw detection contractor policy.
Changing out joint bars
After discovery of the broken joint bar during the visual inspection performed on 04 February 2009, a slow order of 10 mph was placed on the track. It was lifted later that day after the joint bar was replaced. During the replacement of the broken joint bar, all six bolts were removed and the rails were disconnected. Although the rail anchors had not been removed from either side of the joint, an opening, estimated at one inch, was observed between the rail ends. The 115-pound rail was heated using an 80-foot rail heating ropeFootnote 3 to close the opening and allow for the installation of the new joint bar. Both the broken joint bar, detected on 04 February 2009, and the newly installed joint bar were secured with standard nuts and bolts; no lock washers were used. The newly installed joint bar was taken from the maintenance stock and had been previously used. It received a visual inspection before installation and no defects were detected.
Various non-destructive test methods, such as dry magnetic particle inspection, wet fluorescent magnetic particle inspection and dye penetrant inspection, are available to aid in the detection of fatigue cracks, but are not currently being applied to used joint bars before their installation. Inspections carried out periodically by the rail flaw detection cars are focused on the head and the web of the rail and do not probe the joint bars.
CPR's Red Book of Track Requirements (November 2006) (the CPR Red Book) allows the application of heat or rail tensors to adjust the rail length for repair. It does not specify the length or the section of rail to be heated. The type of nuts to be used with the joint bar bolts is also not specified. However, Section 3.1 ofCPR's Standard Practice Circular (SPC) 14, Rail Joint Maintenance (April 2000), recommends the use of elastic stop nutsFootnote 4 on compromise joints. The two standards complement each other; however, the CPR Red Book is more readily available and, therefore, is more frequently referred to when maintenance work is performed. Moreover, the practice to install regular nuts without a lock washer is accepted by CPR if elastic stop nuts or lock washers are not readily available. However, the regular nuts are to be changed out for elastic stop nuts as soon as practicable to prevent premature loosening and to reduce maintenance effort.
The compromise joint was located directly over a tie, with approximately six inches of the 130-pound rail resting on the tie plate. The 115-pound rail section was not touching the tie plate due to its shorter overall height. There are no instructions in the CPR Red Bookregarding the placement of ties at a compromise joint. However, CPR SPC 14 and Compromise Joints
Drawing R-15-26-1 recommend that tie spacing be reduced to 18 to 20 inches under a new compromise joint, with a tie placed near the rail end of the lighter of the two rail sections being joined.
Section 7.8.0 of the CPR Red Book specifies action to be taken for the repair of pull-aparts and broken or defective rails. Sections 7.8.2 and 7.8.3 detail two methods for the repair of pull-aparts of three inches or less. Repair Method 1 states that heat be applied to pull the rail together while, in Repair Method 2, the pull-apart is repaired by cutting in a replacement rail of a minimum 18 feet in length. The joint bars and bolts are then replaced and displaced anchors are re-applied or replaced. Repair Method 1 was used to repair the joint two days before the joint failure and derailment.
Rail is in tension at a temperature below its neutral temperature.Footnote 5 When a rail breaks, the tensile force is released and the rail may contract on each side of the break. The length of rail affected and the width of the gap caused by the break are a function of the difference between the rail's neutral temperature and its temperature at the time of the break, and the longitudinal resistance provided by the fasteners, anchors, ties, and ballast. A 2006 study,Footnote 6 carried out by the Association of American Railroads at the Transportation Technology Center, Inc., presents a methodology to manage longitudinal forces in the rail during a pull-apart and estimates the length of rail affected. The application of this methodology suggests that the influence zone in the compromise joint area, or the zone of rail that needs to be adjusted after the pull-apart, was about 150 feet long; 75 feet on each side of the joint.
Analysis
The operation of the train met all company and regulatory requirements, and no defective equipment was identified. Neither the manner of train operation nor the equipment condition played a role in this accident. Fractured and broken rail and joint bars were found at the compromise joint at Mile 41.93. No wheel marks were found on the track structure before the compromise joint. Therefore, the analysis will focus on the compromise joint area and the track maintenance that was undertaken two days before the accident.
The accident
The rate of development of rail fractures is influenced by the intensity of dynamic forces imparted by passing trains. As trains travel over discontinuities such as joints, these dynamic forces are amplified. Their magnitude is also influenced by factors such as the difference in stiffness between the two adjoining rails (as can occur at compromise joints) and the presence of shelling on the surface of the rail.
The chevron pattern and the orientation of the web fractures observed on the broken pieces of the 115-pound rail indicated that the fractures initiated at the bolt holes. Under the repetitive dynamic loading of each passing wheel and the amplification of the impacts caused by the joint and the shelling on the rail surface, the cracks propagated in an upward direction and caused the rail to break. As the train continued over the broken rail, further wheel impacts caused the fracture of the joint bars, derailing the train.
The placement of a tie directly under the end of the 130-pound rail rather than near the end of the 115-pound rail, as recommended by CPR Engineering Standards, resulted in the 115-pound rail being cantilevered for about 14 inches. This, together with the higher rigidity of the 130-pound rail, increased the difference in stiffness between the two rails. Consequently, high dynamic forces were caused by westward trains, generating high stresses in the 115-pound rail, damaging the head and the first tie supporting the rail.
The gap between the rail ends observed in the joints located east of the compromise joint and the movement of rail anchors east of the compromise joints indicate that the rail was subjected to longitudinal tensile stress. The removal of the bolts during the replacement of the broken joint bar allowed the rail ends to pull apart despite box anchoring every tie leading up to the compromise joint and frozen ballast conditions.
It is assumed in Repair Method 1 that small gaps have a minimal effect on the rail neutral temperature. However, recent research indicates that extensive influence zones with lowered rail neutral temperature are created on each side of a gap following a rail break. Repair Method 1, which is commonly used in the industry, was followed by the maintenance crew to replace the broken joint bar and heat was applied to close the gap. However, only an 80-foot section on the 115-pound rail was heated and expanded to adjust for the contraction that occurred over the entire influence zone. Heating only a portion of the influence zone does not restore a rail to its previous state of stress and increases the risk of introducing higher levels of stress.
Specifications for the installation of compromise joints
The compromise joint was visually inspected regularly. The inspections, carried out by experienced engineering inspectors, were thorough and led to the identification and correction of the broken joint bar, which was replaced on 04 February 2009. However, the installation of regular nuts without washers and the spacing and placement of the ties under the joint did not attract the inspectors' attention and did not trigger any corrective action. It is likely that the inspectors were not alerted by the implications of these conditions because there are no specific requirements in the CPR Red Bookconcerning the type of nuts to be used and the proper tie placement at a compromise joint. This information is found in CPR's SPCs, which contain more detailed and comprehensive information on maintenance standards, practices and procedures. However, despite reference to the SPCs during track maintenance training programs, the CPR Red Book is more readily available and therefore more frequently referred to when maintenance work is performed. The two standards complement each other and the requirements of both must be observed to ensure the integrity of the track.
Inspection and testing of joint bars
An examination of the joint bar installed during the joint repair showed that it had been installed with an existing fatigue crack. Although the bar received a visual inspection at the time of installation, the fatigue crack was not detected. The surface expression of these cracks can be very difficult to detect with the naked eye. Moreover, periodic testing by the rail flaw detection car probes the head and web of the rail but does not probe the joint bars. The digital imaging system is more effective in detecting joint bar defects; however, the testing may not be performed immediately after installation. Therefore, joint bars with existing cracks may be left in service without being tested for several months. Non-destructive test methods that can be conducted before the reinstallation of joint bars are available to aid in the detection of these fatigue cracks and would mitigate the risk of cracked joint bars being placed into service.
Hand testing of rail after a response signal
Although the track was recently tested by the rail flaw detection car, the testing was not complemented by hand testing after a response signal, attributed to the rail head surface condition, was noted. Even though the examination of the rail pieces by the TSB Laboratory did not reveal any defect, some rail pieces were not recovered and may have contained fatigue cracks that caused the response signal during the rail flaw detection test. Because the response signal in the rail was not verified by hand testing, an opportunity to confirm the presence of a defect in the rail was lost.
The following TSB Laboratory report was completed:
- LP 017/2009 – Examination of compromise rail joint assembly
Findings
Findings as to causes and contributing factors
- Under the repetitive dynamic loading of each passing wheel and the amplification of the impacts caused by the joint and the shelling on the rail surface, bolt hole cracks propagated in an upward direction and caused the rail to break.
- As the train continued over the broken rail, further wheel impacts caused the fracture of the joint bars, derailing the train.
- The tie placement under the compromise joint exacerbated the difference in stiffness between the two rails, creating high dynamic forces and leading to shelling in the head of the rail, degrading the tie supporting the 115-pound rail and resulting in the development of bolt hole fractures.
Findings as to Risk
- Heating only a portion of the influence zone does not restore a rail to its previous state of stress and increases the risk of introducing higher levels of stress.
- The requirements of both CPR's Red Book of Track Requirements and Standard Practice Circulars must be observed to ensure the integrity of the track.
- Non-destructive test methods that can be conducted before the reinstallation of joint bars are available to aid in the detection of fatigue cracks and would mitigate the risk that cracked joint bars are placed into service.
Other finding
- When the response signal in the rail, attributed to a rail head surface condition, was not verified by hand testing, an opportunity to confirm the presence of a defect in the rail was lost.
Safety action
Safety action taken
Canadian Pacific Railway (CPR) required additional training for rail flaw detection car operators. In addition, it reviewed with Sperry the protocol governing rail flaw detection, including the mandatory stop and hand test requirement. Also, an Engineering Bulletin was issued making it mandatory, starting in 2010, that all bolt holes drilled, plus existing bolt holes exposed, during the replacement of joint bars be deburred or chamfered. The CPR Red Book of Track Requirements will be rewritten in 2010. During the replacement of a cracked joint bar, both the newly installed and the adjacent joint bar will receive a visual inspection for cracks. The revised CPR Red Book of Track Requirements will also require the replacement of the bolts on compromise joint bars with new bolts with elastic stop nuts or equivalent lock nuts.
In conjunction with the adoption in 2010 of the new continuous welded rail requirements detailed through the Federal Railroad Administration Railroad Safety Advisory Committee process to reduce risk of track buckles, CPR will review the procedures for rail repair and de-stressing.
Safety concern
Industry use of used joint bars
Throughout Canada, there are thousands of joint bars in tracks used by both passenger and freight trains. Many of these are compromise joint bars that fasten together rails of different size and weight. Compromise joint bars are a weaker connection than standard joint bars that connect rails of equal weight. While there has been some effort by the railways to eliminate compromise joint bars, many remain.
Used joint bars are visually inspected before installation. However, there is no requirement to subject used joint bars to non-destructive testing before installation, nor is this industry practice. Cracks may not be visible to the naked eye, especially where rust, dirt or grease is present, as is often the case for recycled joint bars.
The issue of testing used track components is not a new one. The Board recognizes that Canadian railways have been using ultrasonic testing since 2003 to help ensure that defective used rails are not placed in service.
Railways do use high-resolution digital imaging to detect joint bar defects once they are in service. The normal inspection frequency for this imaging system is between 4 and 12 months. It is therefore possible that a recycled compromise joint bar may not be thoroughly inspected until 12 months after it has been installed. The Board is concerned that, in the absence of a comprehensive inspection before installation, defective previously used compromise joint bars will be placed in service, increasing the risk of derailments.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on .