Main-track train derailment
Canadian National
Freight train number M36921-02
Mile 92.10, Kingston Subdivision
Morrisburg, Ontario
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
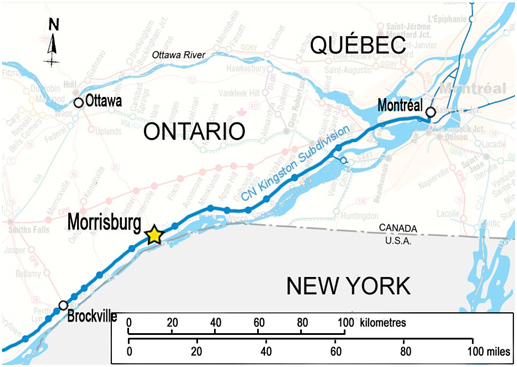
On 02 March 2010, at approximately 1420 Eastern standard time, Canadian National freight train M36921-02 was proceeding westward at approximately 50 miles per hour when 26 cars derailed at Mile 92.10 of the Kingston Subdivision near Morrisburg, Ontario. Approximately 1400 feet of track, including four crossovers, were damaged. There were no injuries and no dangerous goods were involved.
Ce rapport est également disponible en français.
Factual information
On 02 March 2010, at approximately 1045,Footnote 1 Canadian National (CN) freight train M36921-02 (the train) departed Montréal, Quebec, on the Kingston Subdivision destined for Toronto, Ontario. The train comprised 2 locomotives and 121 cars (53 loads, 68 empties). It was 8703 feet long and weighed 9641 tons. The crew, a conductor and a locomotive engineer, were both qualified for their positions and familiar with the territory. The train had received a certified mechanical inspection (Certified Car Inspection) and a No. 1 air brake test at Joffre, Quebec, on 01 March and 02 March 2010 respectively.
While en route after departing from Montreal, the train traversed several wayside inspection stations equipped with hot bearing and dragging equipment detectors. No alarms were noted. At 1418, while travelling in throttle 8 at a speed of 51 miles per hour (mph) on the north track, the train experienced an undesired emergency brake application at Mile 92.53, near Morrisburg, Ontario (see Figure 1). At 1419, the train came to rest with the lead locomotive at Mile 93.09. After stopping, the crew followed emergency procedures and determined that 26 cars (39th through 64th) had derailed.
The temperature at the time of the occurrence was 4.3°C with a 4 km/h wind out of the northeast.
Site examination
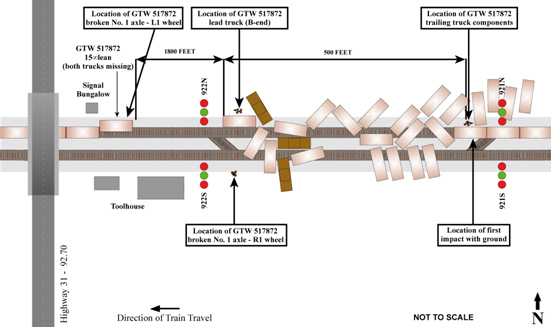
The main derailment area was located primarily between the east crossover at mile 92.10 and the west crossover at mile 92.20, a distance of approximately 500 feet. A total of 25 cars, the 40th to the 64th from the head end, came to rest in various positions throughout this area. The 39th car, box car GTW 517872, had uncoupled and separated from the 40th car near the west crossover. GTW 517872 remained with the head end of the train and was dragged westward, leaving a gap of about 1800 feet between the car and the main derailment area, damaging the track in the process.
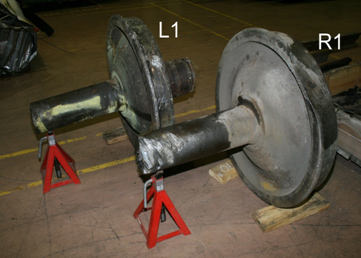
The leading axle (No. 1 position) from GTW 517872 had broken near the middle of the axle body. The L1 wheel and half of the axle remained lodged under the car while the R1 wheel and other half of the axle were found in a ditch just south of the south track, near the west crossover. The corresponding B-end truck was located on the north side of the north track, in the same area. The car underframe sustained significant impact damage, consistent with the direction of travel, from the leading B-end to the trailing A-end of the car.
At the east end of the derailment site, impact marks were observed on the ties of the north track extending westward from the east crossover. The trailing A-end truck from GTW 517872 was located to the north side of the track near the east crossover. Approximately 500 feet of the north track was destroyed. Four switches, 2 crossovers, about 1800 feet of the north track and 300 feet of the south track were damaged (see Figure 2).
Both halves of the broken axle with the attached wheels (i.e., No. 1 wheel set from GTW 517872) were sent to the TSB Laboratory for analysis.
Subdivision and track information
The Kingston Subdivision extends from Dorval, Quebec (Mile 10.3) westward to Toronto, Ontario (Mile 333.8). In the area of the derailment, train movements are governed by the Centralized Traffic Control System, in accordance with the Canadian Rail Operating Rules and are supervised by a CN Rail Traffic Controller located in Toronto. The track is classified as Class 5 according to the Railway Track Safety Rules, with maximum authorized speed of 65 mph for freight trains and 100 mph for passenger trains. The traffic consists of approximately 20 freight trains and 22 passenger trains per day.
In the area of the derailment, the double main track was tangent and oriented in an east-west direction. The rail was 132-pound continuous welded rail, manufactured in1989, laid on 14-inch double-shouldered tie plates and secured with three to five spikes per plate on No. 1 treated hardwood ties. There was an average of 60 ties per 100 feet of track, with each tie box anchored. The ballast was a mix of slag and crushed rock, the cribs were full, and the shoulders were approximately 12 inches wide. The track had been inspected according to regulatory and company requirements and no defects were reported in the derailment area.
Box Car GTW 517872
Box car GTW 517872 was built in 1972 as a 70 ton capacity car equipped with 6 X 11 trucks and 33 inch wheels. It was originally designated as CN 416193. In September 2005, the car was re-built and upgraded to 110 ton capacity (heavy axle load). During the re-build, it was retrofitted with 6 ½ X 12 trucks and 36 inch wheels. All of the wheel sets applied were secondhand turned wheel sets.Footnote 2 The car was re-numbered as GTW 517872 and was placed back into service in January 2006.
Car repair records indicate that since January 2006, running repairs have been made on GTW 517872 in 2007 and 2009, primarily to repair doors. There is no record of any repair that required the A-end of the car to be lifted or that an inspection be performed on the No. 1 wheel set. Car running records show that since returning to service, the car had not been stationary for any extended period of time.
Wheel/axle shop practice and regulatory requirements
When a defective wheel set is removed from a car, it is usually stored at a railway facility until there are enough wheels accumulated for shipment to a wheel shop on a wheel flat car. The wheel car is shipped to a wheel shop where it is unloaded. The wheel set is then stored again until that type of wheel set is required for a reconditioning production run. It can take up to four months from the time a wheel set is removed from a car until it is reconditioned at a wheel shop.
When a wheel set is sent to a wheel shop for requalification, the following activities are conducted:
- The roller bearings are pulled off and the wheels and axles are visually inspected.
- If sufficient wheel tread material remains for reconditioning, the wheels stay mounted on the axle and the wheel treads are machined (turned) to restore the original wheel tread profile.
- The wheel treads are ultrasonically tested for defects.
- New or reconditioned roller bearings are applied and the wheel set assembly is returned to service.
Railway Freight Car Inspection and Safety Rules specify that a railway company may not place in service or continue to use a car if an axle is cracked, bent or broken. These rules contain no criteria regarding wheel shop practices. Wheel shop practices are governed by the Association of American Railroads (AAR) Manual of Standards and Recommended Practices (MSRP), Section G-II, Wheel and Axle Shop Manual (G-II Manual). For wheel shop practices, the relevant portions of the G-II Manual include:
- Rule 1.1.8 (2004) requires, in part, that: after cleaning, machined and secondhand wheel seats and journal portions of secondhand unmounted axles in freight car service, and the entire length of unmounted secondhand axles in other services, be wet fluorescent magnetic particle tested (MPT) for cracks before wheels and roller bearings are remounted.
- In 2008, Rule 1.1.8 was revised to state that: machined and secondhand wheel seats, journals, and journal fillet portions of unmounted secondhand axles in freight car service and the entire length of unmounted secondhand axles in other services must be magnetic particle tested by the fluorescent (black light) wet method before remounting.
Axles that do not require the wheels to be unmounted must be magnetic particle-tested by the wet method before mounting roller bearings. As a minimum, the journal fillet area must be tested all the way around.
- In 2008, Rule 1.1.8 was revised to state that: machined and secondhand wheel seats, journals, and journal fillet portions of unmounted secondhand axles in freight car service and the entire length of unmounted secondhand axles in other services must be magnetic particle tested by the fluorescent (black light) wet method before remounting.
- Rule 1.1.11.1 states that: surface defects such as nicks, gouges, or deep scratches less than 1/8 inch deep, as measured from the original body contour, must be removed to a smooth contour and blended into the contour of the axle body, with a minimum radius of 2 inches. A maximum of 25 such repairs shall be allowed on each axle.
- Rule 1.1.11.2 requires that: all repairs must be magnetic-particle-tested by the wet method and shall be completely free of defects.
- Rule 1.8.5.2 of the G-II manual requires that: locking plates be stamped or legibly etched with the following information. The minimum character size shall be 1/8 inch (0.125 inch or 3 mm). If the characters are pin punched, the punch marks must overlap. The marking should indicate:
- N = If new, month and year (mm/yy) of bearing manufacture (same as stamped on the outside of the cup) and company and shop identification marks of mounting shop; or
- R = If reconditioned, month and year (mm/yy) of bearing reconditioning and company and shop identification marks of reconditioning shop AND company and shop identification marks of mounting shop if different from reconditioning shop.
Section A of Rule 43 in the Field Manual of the AAR Interchange Rules outlines that an axle should be removed from service if it is broken, visually cracked or has damage 1/8 inch or deeper on the axle body between wheel seats.
Laboratory analysis of failed axle
The TSB Laboratory conducted failure analysis of the broken axle. The following is a summary of observations and laboratory analysis:
- The R1 and L1 wheels were single wear (H36) Class C wheels produced in May 1994 and June 1994, respectively. The axle was manufactured in July 1994. All of these components were manufactured by Standard Steel LLC of Burnham, Pennsylvania, USA. The wheels were first mounted on the axle in August 1994 by ACF Industries at its Huntington wheel shop (ACX-H) in West Virginia, USA.
- The R1 and L1 roller bearings were manufactured by Brenco in October 1974 and February 1974, respectively. The locking plates were stamped BIXK R 08 05, indicating that Roller Bearing Industries located in Elizabethtown, Kentucky, USA reconditioned the roller bearings in August 2005. Roller Bearing Industries is AAR approved for reconditioning roller bearings. The reconditioned roller bearings were installed on the wheel set when the wheels were turned on the axle prior to installation on GTW 517872, in 2005. There were no markings on the locking plate to indicate what shop requalified the secondhand turned wheel set or mounted the bearings.
- The axle fractured transversely near the midpoint of the axle body (see Photo 1). The fracture was relatively flat and perpendicular to the principal stresses acting on the axle. There was no evidence of overheating.
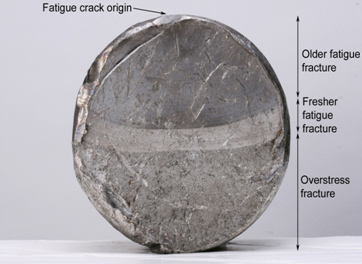
- The fracture surface displayed three distinct fracture zones (see Photo 2)
- The primary zone was worn, oxidized and extended through approximately
45% of the axle cross-section. It had microscopic features (striations) that were flattened due to prolonged mutual rubbing of the two mating sides of the crack before the separation. - The secondary zone, which was directly beneath the primary zone, was fresher, lighter in color and extended through about 10% of the axle cross-section. Beach marks were observed throughout this zone.
- The third zone had a rough fibrous texture typical of brittle failure associated with instantaneous overstress fracture.
- The primary zone was worn, oxidized and extended through approximately
- The characteristics observed in the primary and secondary zones indicate that they were produced by fatigue cracking. The appearance of the primary zone in contrast to the secondary zone suggests that the wheel set was dormant for an extended period of time during which the axle primary fatigue crack became more oxidized.
- The fatigue crack originated from a single anomaly or impact mark on the axle surface that created a notch effect, acted as a stress raiser and initiated the crack. There were no other cracks observed elsewhere on the axle.
- The axle body and fracture surfaces were battered after the separation. Several heavily oxidized surface impact marks (dents) were observed near the middle of the axle body that pre-dated the accident. One of these marks measured 0.08 inches deep and was located near the fatigue origin while a second mark measured 0.10 inches deep.
- The axle material conformed to the requirements of AAR Specification M-101 for Grade F steel. The microstructure consisted of a mixture of fine-grained pearlite and ferrite, which was consistent with the specified material and heat treatment. There were no material defects or original manufacturing defects observed.
Previous axle failures
There have been at least 29 axle fatigue-related failures in Canada between 2000 and 2010. Failures originating from surface defects on the axle body accounted for 52% while the remaining 48% failed in the fillet radius (see Appendix A).
Analysis
The train was handled in accordance with regulations and company instructions. Train handling was not a factor in this occurrence. Track inspection and testing did not reveal any track defects in the area of the derailment. The analysis will focus on the broken axle of the No. 1 wheel set on car GTW 517872 and on the axle reconditioning process.
The accident
The accident occurred when the No. 1 axle of car GTW 517872 failed beneath the car just west of the east crossover at Mile 92.10 of the Kingston Subdivision. The marks observed on the ties of the north track, just west of the east crossover, are consistent with an impact from contact with the failed No. 1 axle of car GTW 517872 and identify the initial point of derailment 92.10. The failed axle displaced the B-end truck, which was dragged beneath the car, damaging its underframe, until it pushed the A-end truck from under the car to the north side of the track, near the point of derailment. The train continued to pull with the car derailed, damaging the north track and derailing the following 25 cars in the train. Upon contacting the west crossover, the B-end truck was displaced from under the car along with the R1 wheel and half of the No. 1 axle. The train then separated and the car was subsequently dragged by the head end portion of the train and damaged an additional 1800 feet of track.
The No. 1 axle of car GTW 517872 failed in fatigue near the mid-point of the axle body. Once initiated, the fatigue crack had progressed through approximately 55% of the axle's cross-section over some period of time. The final failure occurred catastrophically, under normal service conditions, when the applied load exceeded the diminished strength of the axle's reduced cross-section.
The fatigue progression in the primary and secondary zones was traced back as having originated from a single fracture on the axle surface that pre-dated the accident. Near the fracture origin, several heavily oxidized surface impact marks (dents) were observed. The fatigue crack likely originated at a single anomaly or impact mark on the axle surface that created a notch effect, acted as a stress raiser and initiated the crack.
Wayside and mechanical inspection
Although the axle crack existed for some time prior to the accident, it remained undetected until failure. Because no heat is generated by fatigue cracking, a wayside inspection system cannot detect defects of this type.
Transport Canada and AAR rules prohibit railways from placing a car in service if an axle is cracked, bent or broken. While railway employees conduct mechanical and pull-by inspections of all trains to identify potential problems, due to the location of the crack on the axle body and the axle location under the car, the defect could not be easily seen by inspectors. Although a number of dents were present on the axle body, none of them met the AAR Rule 43 condemning criteria. Wayside and mechanical inspections are not always effective in identifying axle body defects, increasing the risk of in-service axle failures.
Wheel set requalification and wheel shop practice
The roller bearings were reconditioned in August 2005 and were likely applied to the reconditioned wheel set close to that time. However, the wheel set did not return to service until January 2006. Since it can take up to four months to recondition a wheel set, and since the reconditioned wheel set did not return to service for another four months, it could have been idle for up to eight months.
The contrast between the appearance of the primary and secondary zones of the fatigue crack indicates that the wheel set was dormant for an extended period of time. The only period of time during which the wheel set was idle occurred when the wheel set was removed from the car it was originally under, requalified by a wheel shop and returned to service under car GTW 517872. Consequently, the fatigue crack was likely present, but undetected, at the time the wheel set was requalified.
The primary defence against axle fatigue failures originating in secondhand wheel sets is the inspection and requalification process that occurs each time a secondhand wheel set or axle is processed through a wheel shop. At the time the failed axle was requalified in 2005, the AAR MSRP G-II Manual Rule 1.1.8 (2004) required that machined and secondhand wheel seats and journal portions of secondhand unmounted axles in freight car service be wet fluorescent magnetic particle tested (MPT) for cracks before wheels and roller bearings were remounted. In 2008, the rule was revised to include MPT for the journal fillet portions of unmounted secondhand axles in freight car service. It further required that axles from which the wheels do not have to be unmounted, such as secondhand turned wheel sets, be tested with MPT before the roller bearings are mounted. In such cases, the journal fillet area must be tested all the way around.
A review of axle failure records determined that corrosion or surface imperfections in the journal fillet radius accounted for 48% of axle failures. The remaining failures originated from surface defects on the axle body. The 2008 revisions to the AAR MSRP G-II Manual resulted in an improved wheel shop practice to address the journal fillet area failures. However, with respect to axle body failures, there is no requirement for the axle bodies of secondhand unmounted axles or turned wheel sets in freight car service to be wet fluorescent magnetic particle tested for cracks. Consequently, wet fluorescent MPT is only conducted on the axle body in some wheel shops. In other wheel shops, only visual assessments of the axle body are conducted. Without a consistent method for wheel shops to detect cracks in the axle body, there is an increased risk that reconditioned axles will be returned to service with cracks present, which can lead to premature axle failure.
Locking plate markings
Locking plate information on the occurrence wheel set indicates that the roller bearings were reconditioned by Roller Bearing Industries. This company reconditions roller bearings, but does not requalify wheel sets. The occurrence wheel set had therefore been requalified and turned by another facility that also mounted the reconditioned bearings on the axle.
The AAR requires that locking plates be stamped with the company and shop identification marks of the roller bearing mounting shop if it is different from the roller bearing reconditioning shop. In this occurrence, the facility that mounted the roller bearings on the secondhand turned wheel set did not stamp the locking plates. Since there were no additional markings, the facility that requalified the wheel set and mounted the reconditioned roller bearings could not be identified.
The following TSB Laboratory report was completed:
LP 026/2010 – Axle Failure
This report is available from the Transportation Safety Board of Canada upon request.
Findings
Findings as to causes and contributing factors
- The accident occurred when the No. 1 axle of car GTW 517872 failed beneath the car just west of the east crossover at mile 92.10 of the Kingston Subdivision.
- The axle failed in fatigue near the mid-point of the axle body.
- After the fatigue crack progressed through about 55% of the axle's cross-section, the final failure occurred catastrophically under normal service conditions, when the applied load exceeded the diminished strength of the journal's reduced cross-section.
- The fracture origin pre-dated the accident. The fatigue crack likely originated at a single anomaly or impact mark on the axle surface that created a notch effect, acted as a stress raiser and initiated the crack.
- The fatigue crack existed prior to the wheel set being requalified, turned and then released to service in January 2006.
Finding as to risk
- Wayside inspection systems and mechanical inspections are not always effective in identifying axle body defects, increasing the risk of in-service axle failures.
- Without a consistent method for wheel shops to detect cracks in the axle body, there is an increased risk that reconditioned axles will be returned to service with cracks present which can lead to premature axle failure.
Other finding
- With no additional markings on the roller bearing locking plates, the facility that requalified the wheel set and mounted the reconditioned roller bearings could not be identified.
Safety action taken
Following the TSB investigation, the Association of American Railroads (AAR) has directed the AAR Wheels, Axles, Bearings & Lubrication (WABL) Committee to investigate and provide a recommendation on non-destructive testing as a form of inspection of axle bodies.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on .
Appendices
Appendix A – Axle Failures in Canada from 2000 to 2010
| Rwy | Car number | Car type | Gross rail load | Failure sate | Fracture location | Axle size |
|---|---|---|---|---|---|---|
| CN | GTW 517872 | Box | 286 | 02 March 2010 | Axle Body | 6.5 |
| CPR | CP384429 | Cov Hop | 286 | 15 Jan. 2010 | Journal | 6.5 |
| CPR | CP 524415 | Cont Flat | 220 | 06 Sep. 2007 | Axle Body | 6 |
| CPR | CP 520997 | Flat | 263 | 25 Aug. 2007 | Journal | 6.5 |
| CPR | SHPX 201810 | Tank | 286 | 13 July 2007 | Journal | 6.5 |
| CPR | CP 965160 | BT Gon | 286 | 12 July 2007 | Axle Body | 6.5 |
| CPR | CP 349732 | BT Gon | 286 | 24 April 2007 | Journal | 6.5 |
| CPR | CPWX 607597 | Cov Hop | 263 | 26 March 2007 | Journal | 6.5 |
| CPR | PTEX 20785 | Cov Hop | 286 | 02 Jan. 2007 | Journal | 6.5 |
| CPR | UNPX 102906 | BT Gon | 268 | 27 Oct. 2005 | Journal | 6.5 |
| CPR | SKPX 625170 | Cov Hop | 263 | 21 April 2005 | Journal | 6.5 |
| CN | CNWX 106264 | Cov Hop | 220 | 29 Nov 2004 | Axle Body | 6 |
| CPR | CP 349499 | BT Gon | 286 | 24 Oct. 2004 | Journal | 6.5 |
| CPR | DTTX 656739 | Cont Flat | 220 | 06 July 2004 | Axle Body | 6 |
| CPR | CP 350160 | BT Gon | 286 | 11 Nov. 2003 | Axle Body | 6.5 |
| CN | CNWX 108225 | Cov Hop | 220 | 06 May 2003 | Axle Body | 6 |
| CPR | UNPX 102645 | BT Gon | 268 | 16 April 2003 | Journal | 6.5 |
| CN | DCFX 1424 | Gondola | 220 | 11 April 2003 | Axle Body | 6 |
| CPR | CP 352264 | BT Gon | 286 | 26 Dec. 2002 | Journal | 6.5 |
| CN | CNWX 107592 | Cov Hop | 220 | 18 Sep. 2002 | Axle Body | 6 |
| CN | BCNE 900369 | BT Gon | 263 | 02 May 2002 | Axle Body | 6.5 |
| CN | CNWX 107343 | Cov Hop | 220 | 21 April 2002 | Axle Body | 6 |
| CPR | CP 353027 | BT Gon | 286 | 10 April 2002 | Journal | 6.5 |
| CN | CNLX 6247 | Cov Hop | 263 | 26 March 2002 | Axle Body | 6.5 |
| CN | SULX 1021 | BT Gon | 263 | 18 May 2001 | Axle Body | 6.5 |
| CN | CNWX 107921 | Cov Hop | 220 | 15 Feb. 2001 | Journal | 6.5 |
| CPR | CP 213031 | Box | 263 | 28 Dec. 2000 | Axle Body | 6.5 |
| CPR | CP 351833 | BT Gon | 286 | 24 Nov. 2000 | Journal | 6.5 |
| CN | CNWX 106891 | Cov Hop | 220 | 08 Jan. 2000 | Axle Body | 6 |