Main track derailment
Canadian National Railway
Freight train Q11531-18
Mile 13.20 Three Hills Subdivision
Alix Junction, Alberta
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
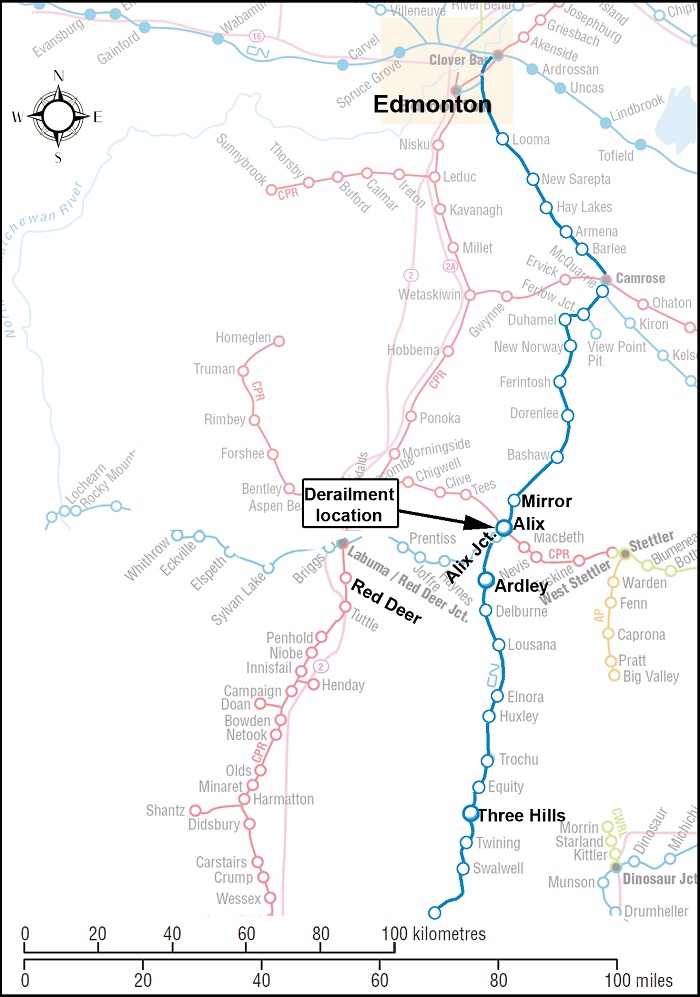
On 21 October 2011, at approximately 0935 Mountain Daylight Time, Canadian National Railway (CN) freight train Q11531-18 proceeding southward from Mirror, Alberta, to Calgary, Alberta, derailed 7 cars (13 car bodies) at Mile 13.2 on the Three Hills Subdivision, near Alix Junction, Alberta. The derailed cars were carrying containers loaded with a variety of products including some with dangerous goods. Approximately 900 liters of phosphoric acid (cleaning products) were released and 470 feet of track was destroyed. There were no injuries.
Ce rapport est également disponible en français.
Factual information
On 21 October 2011, at about 0845,Footnote 1 Canadian National Railway (CN) freight train Q11531-18 (the train) departed Mirror, Alberta, destined for Calgary, Alberta. The train was powered by three 6-axle, 4300 hp General Motors locomotives, followed by 87 loaded rail cars. The first 25 rail cars were mixed freight cars and the remainder consisted of 62 loaded double stack intermodal flat cars with a total of 140 platforms. The train weighed 11 135 tons and was 10 989 feet long.
The train crew consisted of a locomotive engineer and a conductor. Both were positioned in the cab of the lead locomotive. They were qualified for their respective positions, met rest and fitness standards and were familiar with the subdivision.
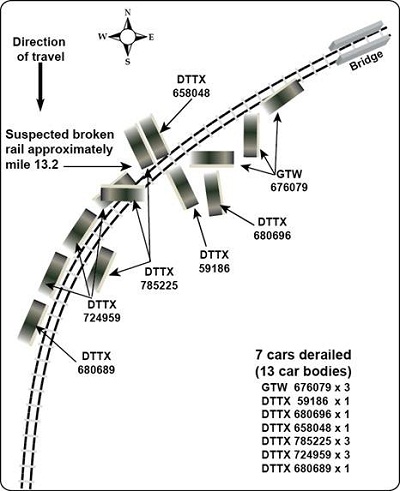
At 0935, while travelling southward on the Three Hills Subdivision at 22 mph with the throttle in position 4 and the brakes released, a train-initiated emergency brake application (UDE) occurred near Alix Junction (Figure 1). Just before the UDE, there were several light tugs from the train. After coming to a stop, the crew made the necessary emergency broadcast and notified the rail traffic controller (RTC). The conductor then performed an inspection and determined that 7 double-stack intermodal flat cars, the 53rd to 59th, had derailed approximately 5770 feet behind the locomotives. The derailed cars comprised a total of 13 car bodies (platforms) and 26 loaded containers. There were no injuries.
At the time of the accident, the temperature was 0°C and the skies were mainly clear with some low-lying fog.
Site examination
The accident occurred in a rural area with no crossings or sidings in the vicinity. Based on marks on the rail and track damage, the point of derailment (POD) was determined to be at Mile 13.2 in a 6° left-hand curve, just south of Ardley Bridge over the Red Deer River. The curve had 1 inch of elevation and was on a 0.7% ascending grade. The track roadbed at this location was elevated approximately 40 feet above the adjoining terrain. The maximum speed through the area was 25 mph to Mile 13.5, where the speed increased to 40 mph.
The first 2 cars (4 platforms) had derailed to the high side of the curve and had rolled down the bank and were upside down. The third car was on top of the last platform on the second car. The remaining cars and platforms had derailed to both sides of the track (Figure 2). Each platform had been loaded with 2 containers transporting a variety of products.
The derailed cars were situated in 2 groups, approximately 80 feet apart. Within this 80 feet section of undamaged track, the track contained 3 joints in the high rail. There were no wheel marks on the intact track. At the south end of this section, there was a 14-foot broken piece of 1959 Dominion rail with a definitive transverse defect on the gauge corner at both ends of the piece (photos 1 and 2). At the north location, there were marks on the base of the high rail, indicating that the rail had been pushed through the rail anchors in a southward direction. Another piece of the high rail found at the north location had a battered north end at a broken joint. A number of broken rail sections showed head checkingFootnote 2 and shellingFootnote 3 in the central region of the running surface.


Train information
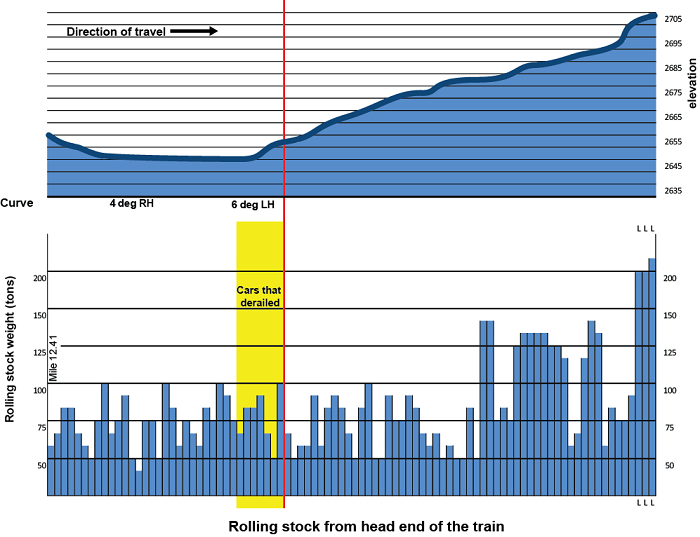
Train Q115 departed Toronto, Ontario, each day destined for Calgary, Alberta. Between Edmonton and Calgary, the train operated on the Camrose and Three Hills subdivisions. This train and its northbound counterpart, Q114, had been operating over these subdivisions since 2008. The occurrence train had been marshalled according to CN's train marshalling standards (Figure 3).
Subdivision information
The Three Hills Subdivision is single main Class 2 track, which extends south from Mirror, Alberta (Mile 0.0), to Sarcee Yard in Calgary, Alberta (Mile 126.0). Train movements on this subdivision are governed by the occupancy control system (OCS) authorized under the Canadian Rail Operating Rules (CROR) and supervised by a rail traffic controller located in Edmonton, Alberta.
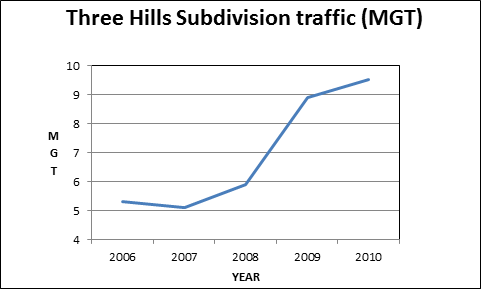
From 2007 to 2010, the rail traffic, as measured in million gross tons (MGT), had increased by approximately 86% from 5.1 to 9.5 MGT (Figure 4).
Track information
At the derailment location, the high rail was 115-pound continuous welded rail (CWR) and comprised of rail from 3 manufacturers: Dominion Steel (1949/1950), Algoma Steel (1956/1957) and Dosco Steel (1961/1965). The low rail was 115-pound CWR manufactured by Nippon in 2002. The rails were set on 14 inch double-shoulder tie plates and fastened to No. 2 hardwood ties using 3 spikes per plate. Rail anchors were in place on every tie on both rails throughout the curve. The crushed rock ballast was in good condition.
Track inspection and maintenance
A hi-rail inspection had been performed by a certified track inspector on 20 October 2011, the day before the accident. No track defects were noted in the vicinity of the derailment. The last maintenance work performed in the area had occurred on October 05 and 06 to replace 4 rails in the high rail after a number of transverse detail defects (TDD) were detected during the 19 September 2011 ultrasonic rail test.
In 2010, 3 track geometry tests were performed on the Three Hills Subdivision using CN's track evaluation car (TEST). In 2011, 2 additional track geometry tests were conducted before the accident (May 20 and August 10). During these recent tests, it was determined that the curve was properly elevated for the speed. On the 20 May test, there was one short priority left surface defectFootnote 4 (greater than or equal to 1½ inch) in the spiral of the curve. On the 10 August test, there was 211 feet of priority wide gauge (greater than ¾ inch) in the curve.
On the Three Hills Subdivision, rail grinding to remove surface defects and to correct profiles on selected curves was performed annually. The most recent grinding program at this location had occurred on 08 June 2011. In addition, major rail relay, tie replacement and ballast programs had been conducted over the previous 4 years as part of upgrading the track to handle increased rail traffic which had been previously routed on CN's Prairie South Line.Footnote 5 Rail wear on this subdivision was generally within the CN wear life specification. The recent rail relay program was focused on removing and replacing the older Algoma, Dosco and Dominion rail. By late 2010, approximately 4.25 miles of 1950s and 1960s vintage rail (Algoma/Dosco/Dominion) remained in track, which included this section of track.
Rail testing
Ultrasonic inspection is the primary method used to detect internal rail defects and to control the risk of rail failures. In recent years, improvements have been made in the field of rail testing, including operator training, additional probes positioned at different angles, and enhancements to the defect-recognition software. Ultrasonic testing has proven to be a reliable and economical method of testing, but with some limitations. The detectability of defects is dependent on the size and orientation of the transverse component and can be influenced by contamination on the rail surface, such as the presence of grease or dirt on the rail head. Other factors such as head checking and internal shelling can also affect the test results.
The Railway Track Safety Rules (TSR) require Class 2 track to be inspected for internal defects at least once per year. On the Three Hills Subdivision, CN conducted monthly tests in 2010 and 2011, exceeding the TSR and CN's standard practice circular (SPC) requirements.Footnote 6 Test records indicate that no rail defects were detected in the derailment area based on the rail flaw detection (RFD) test conducted 11 October, just 10 days before the derailment. This test had been performed using Sperry Rail Services (SRS) Car 951, which is equipped with the latest operator analysis tools and ultrasonic and induction testing technology (Appendix A). The test results did note that there was “sliver flow, shell, dirt and grease” on the rail head. A post-derailment examination of rail specimens by CN and SRS concluded that the existence and depth of head checking and shelling into the central region of the running surface had adversely affected the capability of the ultrasonic signals to penetrate into the steel.
A summary of the rail flaw detection information for 2010 and 2011 for the Three Hills Subdivision is presented in Appendix B. For this period, all defects were located in older vintage rail (Algoma/Dosco/Dominion). In 2011, there were 54 in-service rail failures on the subdivision, but none in the vicinity of the derailment.
Rail fatigue
A transverse detail defect (TDD) fracture is a type of fatigue defect in which the plane of the crack is perpendicular to the running direction of the rail. The TDD is a progressive fracture of the rail starting from a longitudinal separation close to the running surface, or from shelling starting at the gauge corner and spreading transversely through the head. Commonly known as a “detail fracture from shelling,” positive identification can be difficult as the longitudinal separation or seam in the fracture is not often exposed. Failure at a TDD will frequently occur before the defect becomes visible and generally results in the complete break of the rail.
TDD fractures typically display growth rings that indicate the progressive growth of the detail fracture with each fatigue cycle. As the size of the detail fracture increases, less of the head area is available to support the load. The critical size is reached when the remaining head area can no longer support the load, resulting in the sudden and complete failure of the rail.
The size of detail fractures is commonly recorded as a percentage of head area of a new rail. From the rails recovered in this occurrence, the largest detail fracture was equivalent to approximately 25% of head area of a new rail.
Transverse defects are common defects that develop in rails at or near their fatigue limit. Rail fatigue life depends on a number of factors including accumulated tonnage, location (curve or tangent), cleanliness of the steel, support conditions, grade of steel and residual stresses within the rail. Under optimal conditions, certain rails can achieve a fatigue life of over one billion gross tons. However, with increased testing, inspections and rail relay programs, fatigued rails are normally identified and removed before they reach their fatigue life.
Freight car information
The derailed rail cars were double-stack intermodal well cars. This type of railcar can be built in different configurations. A common configuration is the 5-unit, 40-feet articulated car (265-feet in total length) for carrying 20-feet, 40-feet, and 45-feet international containers. Another common configuration is the 3-unit, 53-feet articulated car (203-feet in length) for transporting 53-feet containers. Both of these railcar configurations were on the train, but only 3 unit configured rail cars and single unit rail cars were involved in the derailment.
In this occurrence, certified car inspections (CCI) had been performed on all cars at least 4 days before the occurrence. The cars had also received an air brake test within this time frame. During the inspection, no pre-existing conditions or defects were observed on any of the derailed rolling stock.
Before the derailment, the train had travelled over a wheel impact load detector (WILD) at Mile 219.1 on the Wainwright Subdivision. The recorded impacts were within the normal operating range. In addition, the train had travelled over a hot box and dragging equipment detector (HBD) at Mile 5.2 of the Three Hills Subdivision. There were no HBD alarms.
Dangerous goods
DTTX 785225 was a 3-unit intermodal flatcar involved in the derailment and was carrying 3 containers loaded with dangerous goods (DG) products:
- Container TWEU 453122 was loaded with paint and paint products and some bags of dry cleaning products;
- Container TGHU 780784 contained paint and paint products; and
- Container VITU 153382 was loaded with various cleaning solutions which were manufactured with dangerous goods including sodium hydroxide solution, phosphoric acids, organic peroxides and hypochlorite solution.
Dangerous goods located inside the containers were in packages ranging in size from 4-litre jugs to 170-litre drums. Some of these packages were damaged in the derailment and approximately 900 litres of liquid cleaning solution containing phosphoric acid were released.
Other similar occurrences
The TSB has investigated a number of derailments in recent years caused by rail breaks due to undetected rail defects when testing had been conducted shortly before the accident or when test results had been affected by poor rail surface conditions. These investigations include:
- R10C0086 – Main Track Train Derailment near Airdrie, Alberta. On 03 August 2010, at 0643 Mountain Daylight Time, Canadian Pacific Railway freight train 2-269-02, proceeding southward from Red Deer, Alberta to Calgary, Alberta, derailed 32 cars at Mile 21.4 of the Red Deer Subdivision. The derailed cars included 12 pressure tank cars containing anhydrous ammonia (UN 1005). No product was lost and there were no injuries.
- R09Q0047 – Main Track Derailment near Saint-Tite, Quebec. On 21 November 2009, at 2046 Eastern Standard Time, Canadian National train M-365-21-21 derailed 10 cars
(5 loaded and 5 empty) on the railway bridge across des Envies River at Mile 6.53 of the Lac-St-Jean Subdivision. Approximately 200 feet of track was damaged and one span of the bridge was destroyed. The accident caused no injuries and no dangerous goods were released. - R08C0164 – Main Track Train Derailment near Burdett, Alberta. On 30 November 2008, at 1604 Mountain Standard Time, Canadian Pacific freight train 356-196, proceeding eastward from Lethbridge to Bellcott, Alberta, derailed 18 empty covered hopper cars at Mile 45.62 of the Taber Subdivision. No dangerous goods were involved and there were no injuries.
- R05E0059 – Main Track Derailment near Wabamum, Alberta. On 03 August 2005, at 0509 Mountain Daylight Time, Canadian National freight train M30351-03, proceeding westward from Edmonton, Alberta to Vancouver, British Columbia, derailed 43 cars, including 1 loaded car of pole treating oil, 1 car of toluene (UN 1294), and 25 loaded cars of Bunker C (heavy fuel oil) at Mile 49.4 of the Edson Subdivision. Approximately 700,000 litres of Bunker C and 88,000 litres of pole treating oil were spilled, causing extensive property, environmental, and biological damage.
Analysis
Neither the condition of the rolling stock nor the manner in which the train was operated was considered a contributing factor to this accident. The analysis will focus on rail fatigue and rail testing.
The accident
The cars were derailed in 2 separate groups, with approximately 80 feet of undamaged track between them. Given the absence of wheel marks on the undamaged section of track and how the cars were piled up on each side of the track in the northerly location within the 6° left-hand curve, it is concluded that a sudden catastrophic failure of the high rail had occurred, likely due to an existing transverse defect in the rail. As the broken high rail tipped over, car DTTX 680689 derailed first, falling over on to its side and sliding along the west shoulder. This first derailed car was followed by 2 platforms of the trailing car (DTTX 724959). The rail at this first break location continued to fracture into broken rail pieces, creating a gap in the track in which the cars piled up.
During the derailment event, a second group of cars derailed just south of the first rail break location. At this second location, the high rail had been pushed southward, resulting in the rail being forced out of alignment and breaking into several short sections (up to 14 feet in length) due to a number of existing transverse defects in the rail.
Rail ultrasonic testing
The 1950s and 1960s vintage rail on the Three Hills Subdivision did not exceed CN's wear life specifications, despite having been in service for over 45 years. The rail had been ultrasonically tested on a regular basis. Recently, this testing had been occurring at an increased frequency. Despite this increased testing, the TDD at the initial point of derailment had not been detected.
From rail pieces at the derailment site, a number of rail sections showed head checking and shelling in the central region of the running surface. Ultrasonic rail testing can be unreliable when the rail surface condition is poor or contaminated. In these situations, the ultrasonic signal may not adequately penetrate the rail surface, resulting in the masking of any developing internal rail defects, increasing the risk of a broken rail derailment.
Despite advances in ultrasonic testing technology, the timely detection of all internal rail defects continues to be problematic.
Rail fatigue
CN addresses the issue of rail fatigue by increasing its rail testing frequency and by closely monitoring the number and types of defects detected. In addition, major rail relay programs are used to replace rail that is close to its fatigue life. In the previous 4 years on the Three Hills Subdivision, the rail relay programs had focused on removing the older Algoma/Dosco and Dominion rail. At the time of the occurrence, approximately 4.25 miles of vintage rail remained in track. When older vintage rail remains in track, the number of rail fatigue defects will continue to increase, resulting in an increased risk of rail failure.
Findings
Findings as to causes and contributing factors
- The train derailed when a sudden catastrophic failure of the high rail occurred, likely due to an existing transverse defect in the rail.
- A second group of cars derailed just south of the first rail break location when the high rail was pushed southward, resulting in the rail being forced out of alignment and breaking into several short sections due to a number of existing transverse defects in the rail.
- Despite the increased testing frequency, the ultrasonic rail tests did not identify all the transverse defects in the older vintage rail.
- The ultrasonic rail test results were likely affected by the poor rail surface conditions which included some head checking and shelling in the central region of the running surface.
Finding as to risk
- Ultrasonic rail testing can be unreliable when the rail surface condition is poor or contaminated, which will mask the development of internal rail defects and make them difficult to detect, increasing the risk of broken rail derailments.
- When older vintage rail remains in track, the number of rail fatigue defects will continue to increase, resulting in an increased risk of rail failure.
Other finding
- Despite advances in ultrasonic testing technology, the timely detection of all internal rail defects continues to be problematic.
Safety action
The revised Rules Respecting Track Safety, which came into effect on 25 May 2012, significantly increased the mandatory requirement for rail flaw testing and includes a requirement and mitigation for “Missed Segments of Rail Flaw Inspection”:
Section 5.8 - Missed Segment of Rail Flaw Inspection
- If the operator assigned to operate the rail defect detection equipment determines that, due to rail surface condition and or other reasons, a valid search for internal defects could not be made over a particular length of track, the test on that particular length of track cannot be considered as a search for internal defects under this section.
- If a valid search for internal defects cannot be conducted for reasons described in (a), the railway company must, before the expiration of time or tonnage limits
- Conduct a valid search for internal defects, or
- Reduce class of track to bring the track into compliance until such time as a valid search for internal defects can be made, or
- Remove the rail from service.
CN continues to work closely with its rail flaw detection suppliers to improve rail testing protocols and procedures.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on . It was officially released on 10 September 2012.
Appendices
Appendix A – Rail testing methods
The induction method of testing rail for internal defects involves creating a strong magnetic field in the rail by passing a large amount of low-voltage current through it. The presence of an internal defect changes the magnetic field, providing an abnormal response that is recorded on a strip chart. The induction method inspects mainly the rail head and although transverse fissures can be found, many other manufacturing and service-related defects and fatigue cracks below the rail head are undetectable.
Ultrasonic testing complements induction testing by using transducer-generated, high-frequency sound energy propagated through the rail in the form of waves. When there is a discontinuity, such as a crack in the wave path, part of the energy is reflected back from the flaw surface. The reflected wave signal is transformed into an electrical signal by the transducer, which processes the information that is displayed on a screen. The reflected signal strength is displayed versus the time from signal generation to when an echo is received. Signal travel time can be directly related to the distance the signal travelled and accurate information about the reflector location, size, and orientation can immediately be gained. North American railways have been inspecting rails using the ultrasonic method since the first all-ultrasonic inspection car was introduced in 1959, and it is the most common method in use today.
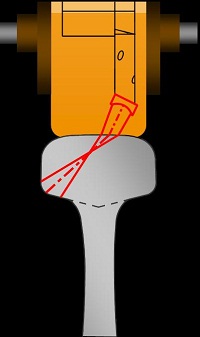
The transducers are housed in fluid-filled wheels mounted in a roller search unit carriage that couple the transducers to the rail (Figure 5). A liquid couplant consisting of a thin film of water mixed with glycol or calcium facilitates the transmission of ultrasonic energy from the transducers into the rail. The transducers are set at different angles to achieve the best inspection coverage possible.
Appendix B – Rail defect summary (2010 and 2011)
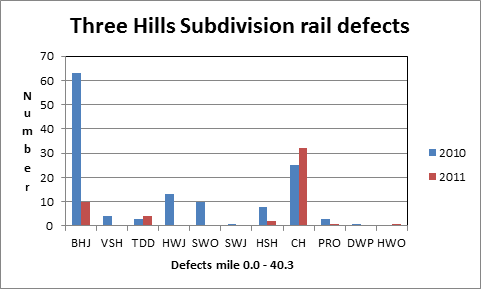
- BHJ:
- Bolt hole at a joint
- VSH:
- Vertical split head
- TDD:
- Transverse detail defect
- HWJ:
- Head and web separation in joint area
- SWO:
- Split web outside of joint
- SWJ:
- Split web at a joint
- HSH:
- Horizontal split head
- CH:
- Crushed rail head
- PRO:
- Piped rail
- DWP:
- Defective weld plant
- HWO:
- Head and web separation outside of joint