Runaway train
Quebec North Shore and Labrador Railway
Freight train LIM-55
Mile 67.20, Wacouna Subdivision
Dorée, Quebec
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
On 11 December 2011, as freight train LIM-55 was descending a long steep grade, the locomotive engineer, unable to control the train speed using the dynamic and automatic brakes, applied the emergency brakes at Mile 68.00 of the Wacouna Subdivision to stop his movement. One hour later, the train ran away, descending the grade for a distance of almost 15 miles and reaching a maximum speed of 63 mph. The train finally came to a stop at Mile 52.80. No one was injured and there was no derailment.
Ce rapport est également disponible en français.
Factual information
The incident
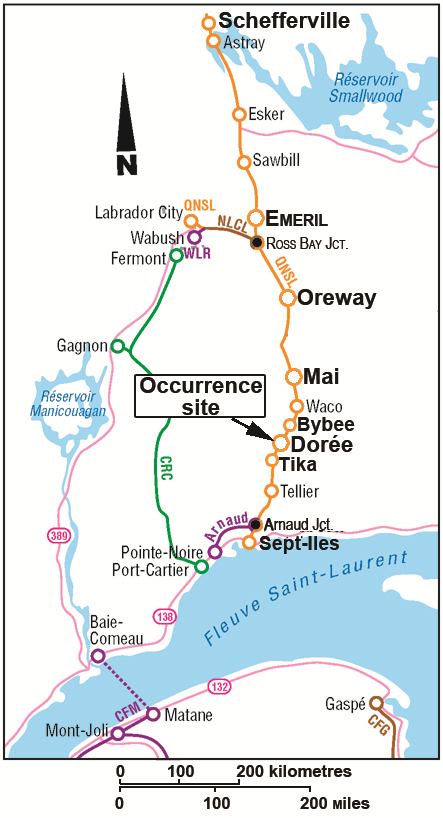
On 10 December 2011, freight train LIM-55 (the train) loaded with iron ore left Emeril Junction, Newfoundland and Labrador, southward towards Sept-Îles, Quebec, on Quebec North Shore and Labrador Railway (QNS&L) Wacouna Subdivision (Figure 1). It consisted of 2 QNS&L locomotives and 112 Labrador Iron Mines (LIM) gondola cars. It weighed 10 070 tons and measured 6080 feet.
As the train approached Oreway, Newfoundland and Labrador, Mile 186.60, the locomotive engineer noticed that the brake system air flow was increasing and that the tail-end air pressure was decreasing. As instructed by the rail traffic controller (RTC), the train was left overnight at Oreway due to the excessive air leaks. The next morning, the train departed and stopped at Mai, Quebec, Mile 128.10, in the early afternoon for a scheduled crew change. The outbound locomotive engineer was familiar with the territory, met fitness and rest standards and was qualified for the position. The engineer had more than 13 years of operating experience with QNS&L, and had been informed of the previous day's air leakage issues.
Approaching the long grade between Bybee, Mile 73.00, and Tika, Mile 56.60, the locomotive engineer applied the brakes by reducing the brake pipe pressure by 10 psi to test their effectiveness. He then released the brakes when the speed started to decrease and re-applied them once the train reached a speed of 13 mph, and began the descent. When the train reached a speed of 25 mph, the maximum allowable speed in that area, the locomotive engineer gradually decreased the brake-pipe pressure to control train speed. However, the speed continued to increase and, when the train reached a speed of 38 mph, the locomotive engineer applied the emergency brakes. The train came to a stop at Mile 67.20.
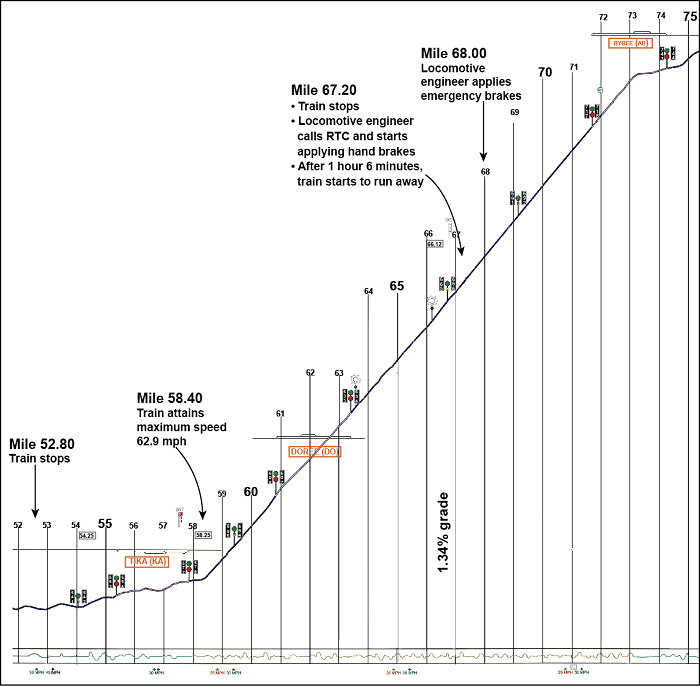
The locomotive engineer contacted the RTC to advise of the situation and was instructed to apply hand brakes to secure the train and to wait for assistance. Just over an hour later, as the locomotive engineer was returning to the locomotives, he noticed that the train was starting to move. He boarded the lead locomotive and fully applied the dynamic brakes. However, the dynamic brakes were unable to control the movement and the train continued to accelerate, reaching a maximum speed of about 63 mph. The train finally came to a stop at the bottom of the slope, Mile 52.80, without derailing (Figure 2).
Weather information
Environment Canada reports for Wabush Lake (the closest weather station to the incident site) indicate that the temperature at the time of the incident was –20°C with a wind chill of –28°C. The sky was generally overcast. Wind speed was 11 km/h.
On 10 December 2011, when the train initially departed Emeril Junction and was stopped at Oreway due to the air leaks in the brake system, the weather was –22°C (with a wind chill of 33°C).
Track information
The Wacouna Subdivision consists of a single main track linking the Sept-Îles Yard (Mile 0.0) to Emeril Junction (Mile 225.30). Train movements are governed by the Centralized Traffic Control system authorized by the Canadian Rail Operating Rules (CROR), and supervised by an RTC located in Sept-Îles.
It is a Class 3 track according to the Transport Canada–approved Railway Track Safety Rules. Maximum allowable speed in the occurrence area is 25 mph. Traffic consists of 9 trains per day (ore, freight, and passenger), for an annual tonnage of close to 28 million gross tons.
Train operations between Bybee and Tika
There is a descending grade between Mile 75.00 and Mile 55.00. The average grade is 1.34%, the steepest grade being 2.17% at Mile 59.25. Dynamic braking is the main braking method to control train speed in the steepest sections between Bybee, Mile 73.00, and Tika, Mile 56.60. However, dynamic braking alone is insufficient and must be assisted by air brakes. Locomotive engineers establish their own strategy to control movements in the grade while avoiding depleting the train air-brake system to prevent stopping in emergency on the descending grade. If the emergency brakes are applied on the descending grade, trains must be secured using hand brakes to recharge the air reservoirs, leading to long delays and affecting train traffic.
If a train stops on the descending grade between Bybee and Tika following an emergency brake application, it must be secured in accordance with CROR Rule 112. That rule states that a sufficient number of hand brakes must be applied to ensure that the train is secured. Rule 112 special instructions specify the minimum number of hand brakes to be applied under general operating conditions, but do not give a number when specific conditions apply. It is left to the locomotive engineer's discretion to determine if additional hand brakes are required while taking into account such factors as train weight, track grade and braking force. In this occurrence, for LIM-55, consisting of 112 cars, the minimum number of hand brakes required by Rule 112 was 12 (Appendix A); however, the locomotive engineer indicated having applied 35 hand brakes on LIM-55 after taking the track profile and train specifications into consideration.
As a result of testing performed following the 1996 Edson, Alberta, accident (TSB report R96C0172), a table was established to provide the necessary number of hand brakes required to secure 100 loaded cars according to the track grade and hand-brake torque (Appendix B). When this table is used for LIM-55, according to a torque of 80 foot-pounds on an average grade of 1.3%, 57 hand brakes would be necessary to secure the train between Bybee and Tika. Similarly, in the Rockies, on such grades, Canadian Pacific Railway's special instructions require that half the hand brakes be applied on a train with similar characteristics as LIM-55.
History of LIM cars
Labrador Iron Mines (LIM) began operation of an iron mine in Schefferville in 2011. It reached agreements with several railway companies for the transportation of iron ore to Sept-Îles Harbour. In 2011, LIM shipped more than 600 000 tons of iron ore and anticipates substantial volume increases in the upcoming years.
LIM uses 400 gondola-type cars for the shipment of iron ore. These cars were purchased from the Public Service Company of Oklahoma and used for shipping coal before being stored for more than a year. When the cars were received in May 2011, they were sent to shops to be modified for the shipment of iron ore. These modifications included the removal of interior supports and the installation of empty/load devices (as required by QNS&L). Only 24 cars were single-car tested.
LIM cars are equipped with truck-mounted brakes that consist of 4 brake cylinders. The truck side frames conceal these cylinders, which cannot be examined unless the inspector bends down to look under the car body and through the side frames. It is therefore difficult for an inspector to observe the cylinder-piston position to verify if the brakes are applied. In comparison, QNS&L cars are equipped with body-mounted brakes, which have a single cylinder clearly visible in the centre of the car.
LIM cars are in captive service. They leave the Sept-Îles unloading port with QNS&L locomotives and crew and travel on the Wacouna Subdivision destined for Emeril Junction. At Emeril Junction, Tshiutien Rail Transportation (TSH) locomotives and crew take the cars to Schefferville where they are loaded by Genesee & Wyoming Inc. and then they return to Sept Îles.
Event recorder
Table 1 indicates the sequence of pertinent recorded events from Mai to Dorée.
| Time | Location | Speed (mph) |
Event |
|---|---|---|---|
| 1327 | Mai | 0 | LIM-55 departs Mai. |
| 1510 | Mile 81.20 | 28 | The dynamic brakes are applied. |
| 1525 | Mile 75.50 | 27 | The locomotive engineer applies the brakes in preparation for the grade. |
| 1527 | Mile 74.30 | 22 | The brakes are released. |
| 1537 | Mile 72.50 | 13 | The brakes are applied. The train starts to descend the grade. |
| 1541 | Mile 71.40 | 25 | Brake pipe pressure is reduced. |
| 1547 | Mile 68.00 | 38 | The emergency brakes are applied. |
| 1549 | Mile 67.20 | 0 | LIM-55 stops. |
| 1653 | Mile 67.20 | 1 | LIM-55 starts to roll. |
| 1702 | Mile 66.30 | 14 | The dynamic brakes are fully applied. |
| 1718 | Mile 58.40 | 63 | LIM-55 reaches a speed of 63 mph. |
| 1727 | Mile 52.80 | 0 | LIM-55 stops. |
Car examination after the incident
Examination of the first 35 cars of LIM-55 revealed that the wheels and brake shoes showed no abnormal wear.
In the months that followed the incident, all LIM cars were single-car tested. Defects were noted throughout the air-brake and hand-brake system. About 175 brake cylinders and their components and about 165 service and emergency portions were replaced. The hand brake gearing mechanisms were lubricated and the brake rigging was adjusted on all cars.
Brake tests
In accordance with the Railway Freight and Passenger Train Brake Inspection and Safety Rules approved by Transport Canada and QNS&L General Operating Instructions (GOI), No. 1 brake tests are conducted by certified car inspectors where the trains are made up (Sept-Îles and Schefferville). Inspectors conducting these tests must verify the brake pipe integrity and continuity and brake rigging condition on each car to ensure that the brakes meet the minimum requirements. The brakes are applied and released and a visual verification of the piston travel on each car is done to ensure that it is within the specified limits. When leaving Sept-Îles, at least 95% of cars must have operative brakes. At other locations, the minimum operative brake rate is 85%. At Emeril Junction, where there is an interchange between railway companies, a continuity test and a train information and braking system (TIBS) test are performed.
On 09 December 2011, QNS&L inspectors conducted a No. 1 brake test from a moving vehicle before departing Sept-Îles. On 10 December 2011, Genesee & Wyoming Inc. employees performed another No. 1 brake test in Schefferville once the cars were loaded. The train passed these brake tests. However, 3 cars were bad ordered and left in the train. The brakes were cut out on 2 of these.
Brake-cylinder leakage
The brake pipe contains many connections, which are prone to air leaks, especially in cold weather. That is why tail-end pressure is usually lower than locomotive pressure. The pressure differential between the locomotive and the tail end of the train is measured by the sense and braking unit located on the last car and is displayed in the locomotive.
Each car is equipped with an auxiliary air reservoir and an emergency air reservoir. Both reservoirs are linked through a control valve and recharged through the brake pipe from air supplied by the locomotives. The auxiliary reservoir supplies the air required for service braking whereas the emergency reservoir supplies the air for emergency braking.
Following service or emergency brake applications, air enters through the brake cylinder from the control valve. When the desired braking force has been reached by the locomotive engineer, the control valve automatically goes into lap (neutral) position, which isolates the brake cylinders and related piping from the rest of the main braking system. If air escapes from a brake cylinder, piston pressure is reduced, and as a result, the brakes are gradually released until there is no more air in the piston and the brakes are completely released. Air leaks are affected by contamination of the brake-cylinder components, deterioration of the rubber gaskets and degradation of the grease lubricating the system. These leaks are accentuated in cold weather, when the rubber gaskets and grease harden and metal contracts. Because these air leaks do not affect brake-pipe pressure, the locomotive engineer cannot detect them; the only way to do so is through brake tests (train-brake tests or single-car tests).
Hand brakes
The hand brake is a mechanical device allowing the brake shoes to be applied against the wheel treads to prevent the wheels from moving or to retard their motion. The force on the wheels is proportionate to the force exerted by the person applying the hand brake; however, other factors have to be taken into account such as hand-brake-gearing-system lubrication and lever adjustment. According to the Association of American Railroads (AAR) Manual of Standards and Recommended Practices Section S401 rules, to obtain an adequate braking force, the force applied to the wheels of a car by the brake shoes must be equal to about 10% of the car's gross load (28 000 pounds for LIM cars) when a torque of 125 foot-pounds is applied on the hand brake wheel.
Rule 13 of the Field Manual of the AAR Interchange Rules states that the hand-brake mechanisms and fittings must be inspected, tested and lubricated when a car is on a repair track or in a shop.
Single-car test
A single-car test checks the effectiveness of car brakes and ensures, among other things, that the brakes remain applied and have no leaks. It is performed on a repair track or in a shop. The device used to conduct a single-car test is equipped with a special control valve and flowmeter to verify the essential braking functions. During that test, pressure loss is measured in the brake cylinders for 4 minutes when there is a reduction of 10 psi in the brake pipe. The allowable loss is less than 1 psi.
According to the Field Manual of the AAR Interchange Rules, a single-car test is required:
- when a car is on a repair track or in a shop and has not received a single-car test for more than a year; or
- when a car has been in service without having had a single-car test for a period of 5 years.
Brake tests performed on the LIM cars
At Sept-Îles Yard on 31 January 2012, the TSB performed an air leak test on a cut of 45 cars from LIM 55. The temperature at the time of these tests was –20°C (similar to that at the time of the occurrence). After the emergency brakes were applied, a walking inspection of the cars was performed from one end of the train to the other starting from the locomotive. It was discovered that the brakes on 18 cars (40%) had not applied or had released before the cars were inspected. Following that initial test, which lasted 33 minutes, the cut of cars was inspected a second time and it was discovered that the brakes on 17 additional cars had released, for a total of 35 cars (78%).
Further to the air leak tests, the TSB also assessed the average torque applied by the locomotive engineer on LIM-55. The locomotive engineer applied 35 hand brakes and a sample of 15 cars was selected to measure the braking efficiency using a torque wrench. The average torque was approximately 80 foot-pounds, while 2 of the 15 sampled hand brakes had a torque higher than 115 foot-pounds, the lowest value being 45 foot-pounds.
Similar tests conducted as part of the accident that occurred in Edson in 1996 also determined that the torque applied to the hand brakes by an average railway employee could vary between 40 and 120 foot-pounds, with an average of 80 foot-pounds. These tests also revealed that, for a constant torque, for instance 80 foot-pounds, the applied force on the wheels varied between 12 000 pounds and 21 000 pounds.
Concurrent with the tests conducted by the TSB at Sept-Îles, on 31 January 2012, Wabtec Corporation tested the force applied by the brake shoes on a sample of cars. These tests, which use brake shoes with strain gauges, were performed on 3 of the cars on LIM-55 and on another car not involved in the incident. They were conducted at room temperature, in a QNS&L shop and a LIM shop in Sept-Îles. The 4 cars failed the hand-brake tests, measuring just below the minimum 10% force required by the AAR. During these tests, it was noted that excessive force had to be exerted to apply the necessary tension on the hand brake chains of these 4 cars because the hand brake mechanisms lacked lubrication and the lever was out of adjustment.
Wabtec Corporation performed single-car tests on the same sample of 4 cars. Two of these 4 cars passed the test in the empty mode and 3 of the 4 cars passed the test in the loaded mode, but just above the minimum threshold.
Analysis
No track defect is considered to have contributed to the incident. The analysis will therefore focus on the initial loss of control, brake-cylinder leakage, brake tests, hand-brake condition and train securement.
The incident
The locomotive engineer used his normal strategy to control the movement to descend the long grade between Bybee and Tika. In preparation for the grade, he applied and released the brakes to ensure that they were operating properly. The brakes were applied again at the crest of the hill with further brake applications shortly thereafter. The locomotive engineer realized that he could no longer control the train once it reached a speed of approximately 30 mph. He attempted further brake applications; however, given the condition of the air brake system on the LIM cars, these applications had no effect. The locomotive engineer, realizing that the train was out of control, initiated an emergency brake application to stop the train. He then applied 35 hand brakes to secure the train on the grade.
The strategy used by locomotive engineers is developed from cues in the immediate situation and environment combined with information obtained from training, experience and good judgment. The locomotive engineer had more than 13 years of experience operating trains in that territory and had therefore developed a mental model specific to that particular section of track. Once a mental model is adopted, it is very resistant to change. New information must be sufficiently compelling to cause individuals to update their mental model. The locomotive engineer on LIM-55 descended the grade more or less the same way as he would have done with other QNS&L trains. However, LIM-55 was somewhat different and did not match the locomotive engineer's regular mental model, since the train only had head-end locomotives and its brake system was not in an optimal condition because of the excessive air leaks exacerbated by the cold weather. Furthermore, one hour after the train was stopped in emergency and secured, the air brakes released and, since the braking force applied by the hand brakes was insufficient, the train ran away. The train finally stopped once the track levelled off.
Brake-cylinder leakage and no. 1 brake tests
The train's condition the day before the incident when it was left overnight at Oreway because of excessive air leaks is symptomatic of malfunctions in LIM-55's brake system. This was later confirmed by the high number of cars (78%) on which the brakes had not applied or had released over approximately one hour during the tests conducted at Sept-Îles.
Single-car tests performed by Wabtec Corporation revealed that 3 out of the 4 cars had air leaks within the permissible standards set out by the AAR. However, because these tests were conducted in a heated shop, unlike the cold conditions on the day of the incident, it would be risky to conclude that these results pertained to all cars in the LIM fleet. When all the LIM cars were single-car tested following the incident, defects were noted in the main components of the air brake system on a high number of cars.
QNS&L cars are equipped with body-mounted brakes whose lone cylinder is clearly visible from the centre of the car. On the other hand, LIM cars are equipped with truck-mounted brakes whose four brake cylinders can only be seen through truck side frame openings. They are therefore difficult to see during an inspection, especially from a road vehicle. Furthermore, snow and ice tends to accumulate and block these openings, resulting in inspectors observing the brake shoes to see if they are applied against the wheels. However, tests conducted throughout the Edson occurrence investigation revealed that, even if the shoes are applied against the wheels, this is not reflective of the amount of force applied, which may not necessarily be adequate to slow down or hold a secured car.
Even though leaks in the brake pipe and brake cylinders are inevitable and common on trains, especially in cold weather, they can become excessive to the point of interfering with the train's operation. In fact, Transport Canada's regulations and QNS&L's GOI require that No. 1 brake tests be conducted to confirm that the brakes are applied on each car, that the brake rigging condition meets minimum requirements and that the piston travel is within specified limits.
LIM-55 received two-No. 1 brake tests during its last run; however, the air leaks in the brake cylinders were not detected. No. 1 brake tests as conducted in Sept-Îles and Schefferville are adequate for QNS&L cars; however, they do not seem to be adapted to the LIM cars. The air brake system defects were not identified on this type of car as a result of these tests and the train was authorized to continue its trip with an inadequate brake system.
LIM-55 cars had been stored for at least one year, which led to deterioration of the grease and hardening of the brake-cylinder rubber gaskets, causing air leaks. Even though all cars had been sent to shops to be modified for iron ore shipment, the vast majority of them had not received single-car tests as required by the Field Manual of the AAR Interchange Rules. Consequently, brake-cylinder air leaks and brake-system defects were not identified and corrected to reduce the risks of runaway.
Hand-brake condition
The runaway train travelled almost 15 miles and reached a speed of 63 mph. In such a case, with the brakes applied, it would be expected that the wheels would have overheated and been damaged on the grade. However, examination of the 35 first cars on LIM-55 revealed no abnormal wear on the wheels and brake shoes even though the locomotive engineer indicated that he applied the hand brakes on them before the train ran away.
The force on the wheels is proportional to the force exerted by the person applying the hand brake, but other factors also come into play, such as the lack of lubrication on the hand-brake mechanism and improper adjustment of its components. Each of these conditions, or a combination of these, could have given the operator the false impression that the brakes were sufficiently applied. The torque applied by the locomotive engineer was insufficient to effectively apply the brake shoes against the wheels and prevent their rotation.
Wabtec Corporation had noted that excessive force was needed to apply the necessary tension to the hand-brake chain of the 4 cars tested in Sept-Îles because the hand-brake mechanisms lacked lubrication and the lever was improperly adjusted. Furthermore, when the LIM cars were single-car tested following the incident, the hand-brake mechanisms had to be lubricated and adjusted on all the cars.
Hand-brake inspections required in accordance with Rule 13 of the Field Manual of the AAR Interchange Rules apply only when a car is on a repair track or in a shop. Therefore, these inspections would normally be performed at the same time as a single-car test. However, because single-car tests were not conducted on the vast majority of cars before they were put in service, the hand-brake defects were not identified.
Train securement between Bybee and Tika
When a train stops in the slope between Bybee and Tika following emergency braking, it must be secured in accordance with CROR Rule 112 and related special instructions. Rule 112 special instructions specify the minimum number of hand brakes needed in general operating conditions, but do not give the number when specific conditions apply. It is up to the locomotive engineer to determine the number of hand brakes required. In this incident, for LIM-55, the locomotive engineer, taking into consideration conditions such as track grade and train specifications, determined that 35 hand brakes were sufficient. However, given the torque applied and the condition of the brakes, that number proved insufficient to prevent the train from running away.
Employees rely on their personal experience gained in situations where cars have either not moved or ran away to determine the sufficient number of hand brakes to be applied. Standard operating practices do not take into account that hand brakes can be applied in varying degrees, depending on the wheel torque. Yet, the amount of torque that employees can physically apply to the wheel varies from one to the other. Torque variability is affected by the design, condition and maintenance of hand brakes as well as differences in physical capabilities among locomotive engineers.
The car weight and type, track gradient where the cars are left and actual and possible wind speed and direction must also be considered when deciding the sufficient number of hand brakes needed to secure a train. Determining what constitutes a sufficient number of hand brakes requires more information than locomotive engineers may have available to them and a better comprehension of the relevant variables and their relationship. This means that each locomotive engineer is left with the decision to determine how many brakes should be applied and to what degree.
Locomotive engineers who apply hand brakes do not receive any definitive feedback to confirm that sufficient brake shoe force was attained. Furthermore, because it is impossible to verify hand-brake effectiveness by pulling or pushing cars on high grades, locomotive engineers cannot accurately know that management's expectations have been met every time cars are secured in accordance with CROR Rule 112. Other railway companies in Canada have enhanced CROR Rule 112, on high-grade sections of track, by putting into place procedures detailing the application and the number of hand brakes required. Without specific instructions that take into consideration local conditions, there is a risk of underestimating the number of hand brakes required to secure a train on a steep grade such as between Bybee and Tika and consequently other trains could run away.
Findings
Findings as to causes and contributing factors
- No. 1 brake tests as conducted in Sept-Îles and Schefferville do not seem to be adapted to the Labrador Iron Mines (LIM) cars; therefore, the air-brake system defects were not identified and the train was authorized to continue its trip with an inadequate brake system.
- Given the condition of the air brake system on the LIM cars, the locomotive engineer lost control of the train on the slope and had to apply the emergency brakes to stop the train.
- One hour after the emergency brakes were applied and the train came to a stop, the air brakes released and, because the braking force applied by the hand brakes was insufficient, the train ran away.
- Even though all LIM cars had been sent to shops, the vast majority of them had not received single-car tests as required by the Field Manual of the AAR Interchange Rules. Consequently, brake-cylinder air leaks were not identified and corrected.
- Because hand-brake inspections and single-car tests were not conducted on the vast majority of cars before they were put into service, the braking-system deficiencies were not identified.
Findings as to risks
- Without specific instructions that take into consideration local conditions, there is a risk of underestimating the number of hand brakes required to secure a train on a steep grade and preventing it from running away.
- Even when locomotive engineers apply sufficient torque, the forces applied by the brake shoes could prove insufficient when hand brake mechanisms are not lubricated and are improperly adjusted.
Safety action
Safety action taken
After the incident, Transport Canada conducted a safety inspection in Sept-Îles on Labrador Iron Mines (LIM) cars that revealed that many air brakes were not applying or were not remaining applied and that several hand brakes were not operating well. On 02 March 2012, the Newfoundland and Labrador Minister of Transportation and Works ordered LIM to conduct single-car tests on all its cars and to give the supporting documentation monthly to Transport Canada. Furthermore, LIM had to confirm that brakes on all its freight cars were in accordance with Railway Freight and Passenger Train Brake Inspection and Safety Rules. LIM could not put into service any cars that did not comply with these conditions.
LIM performed single-car tests on all its cars. All the necessary work for the cars to comply with the Association of American Railroads specifications was completed.
QNS&L modified its inspection and brake-test procedures for LIM cars. It now conducts walking brake tests to examine brake cylinders and brake shoes. QNS&L also committed to define the minimum number of required hand brakes to secure cars on heavy grades.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on . It was officially released on 21 January 2013.
Appendices
Appendix A – QNS&L Special instruction to rule 112 of the Canadian Rail Operating Rules
QNS&L Railway – Moisie Division Special Instruction
RULE 112(a) – SECURING EQUIPMENT
In the application of Rule 112 paragraph (a), at locations and on tracks not otherwise specified in special instructions, time table in effect or operating bulletins, when leaving equipment unattended, the following instructions apply and indicate the MINIMUM number of hand brakes that must be applied to prevent such equipment from moving (even when such equipment is left and secured by a full application of air brakes).
1-2 car = 1 hand brake 61-70 cars = 7 hand brakes 3-20 cars = 2 hand brakes 71-80 cars = 8 hand brakes 21-30 cars = 3 hand brakes 81-90 cars = 9 hand brakes 31-40 cars = 4 hand brakes 91-100 cars = 10 hand brakes 41-50 cars = 5 hand brakes 101-110 cars = 11 hand brakes 51-60 cars = 6 hand brakes 111-120 cars = 12 hand brakes 121+ cars = (divide cars by 10, add 2)
- A single car left at any point must always be left with the hand brake applied.
- Additional hand brakes may be required; the following factors must be considered: the total number of cars left, cars loaded or empty, track grade, and hand brakes force applied.
- Never leave a car with a defective hand brake by itself. It must be coupled to another car with an operative hand brake.
- Individual blocks of cars must be secured with hand brakes on each block.
- Hand brakes must be applied on the cars which are at the low end of a downward sloping track.
(Source: Canadian Rail Operating Rules, Quebec North Shore and Labrador Railway)
Appendix B – Table on necessary number of hand brakes
| Grade (%) | Torque | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | |
| 0.10 | 8 | 5 | 4 | 3 | 3 | 3 | 2 | 2 | 2 | 2 | 2 |
| 0.15 | 16 | 11 | 8 | 7 | 6 | 5 | 4 | 4 | 4 | 3 | 3 |
| 0.20 | 24 | 16 | 12 | 10 | 8 | 7 | 6 | 6 | 5 | 5 | 4 |
| 0.25 | 32 | 22 | 16 | 13 | 11 | 9 | 8 | 7 | 7 | 6 | 6 |
| 0.30 | 40 | 27 | 20 | 16 | 14 | 12 | 10 | 9 | 8 | 8 | 7 |
| 0.35 | 48 | 32 | 24 | 20 | 16 | 14 | 12 | 11 | 10 | 9 | 8 |
| 0.40 | 56 | 38 | 28 | 23 | 19 | 16 | 14 | 13 | 12 | 11 | 10 |
| 0.45 | 65 | 43 | 32 | 26 | 22 | 19 | 16 | 15 | 13 | 12 | 11 |
| 0.50 | 73 | 49 | 37 | 29 | 25 | 21 | 19 | 16 | 15 | 14 | 12 |
| 0.55 | 81 | 54 | 41 | 33 | 27 | 23 | 21 | 18 | 17 | 15 | 14 |
| 0.60 | 89 | 59 | 45 | 36 | 30 | 26 | 23 | 20 | 18 | 17 | 15 |
| 0.65 | 97 | 65 | 49 | 39 | 33 | 28 | 25 | 22 | 20 | 18 | 17 |
| 0.70 | 70 | 53 | 42 | 35 | 30 | 27 | 24 | 21 | 19 | 18 | |
| 0.5 | 76 | 57 | 46 | 38 | 33 | 29 | 26 | 23 | 21 | 19 | |
| 0.80 | 81 | 61 | 49 | 41 | 35 | 31 | 27 | 25 | 22 | 21 | |
| 0.85 | 87 | 65 | 52 | 43 | 37 | 33 | 29 | 26 | 24 | 22 | |
| 0.90 | 92 | 69 | 55 | 46 | 40 | 35 | 31 | 28 | 25 | 23 | |
| 0.95 | 97 | 73 | 59 | 49 | 42 | 37 | 33 | 30 | 27 | 25 | |
| 1.00 | 77 | 62 | 52 | 44 | 39 | 35 | 31 | 28 | 26 | ||