Main-track derailment
Canadian National
Train Q10251-10
Mile 243.10 Bala Subdivision
Waterfall, Ontario
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
At approximately 0510 Eastern Daylight Time on 14 July 2011, Canadian National freight train Q10251-10, proceeding southward at 40 mph, derailed 11 multi-platform intermodal cars carrying 86 containers at Mile 243.10 of the Bala Subdivision near Waterfall, Ontario. Approximately 6800 feet of track was damaged or destroyed including the Waterfall south siding switch. There were no injuries. No dangerous goods were released.
Ce rapport est également disponible en français.
Factual information
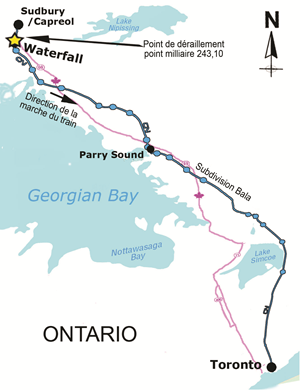
On 14 July 2011, Canadian National (CN) freight train Q10251-10 (the train), an expedited intermodal freight train originating in Vancouver, departed Capreol, Ontario, at 0335Footnote 1 en route to Toronto (Figure 1). The train consisted of 2 locomotives, each equipped with extended range dynamic brake (DB),Footnote 2 and 57 loaded intermodal cars, which were a mix of single and multi-platform articulated well cars. The train was being operated in a 1:0:1 distributed power (DP) arrangement (i.e., one head-end locomotive and one tail-end locomotive). The train weighed approximately 9537 tons with the tail-end locomotive, CN 8856, located 10,201 feet from the lead locomotive, CN 2261.
The train crew consisted of a locomotive engineer and a conductor. They met fitness and rest standards and were familiar with the subdivision. Weather conditions were clear and 16°C.
At 0506:37, train Q10251-10, with the lead locomotive in throttle 5 and travelling at 38 mph, passed the north siding switch (Mile 243.3) at Waterfall Siding, crossed the Puska’s Road crossing (Mile 243.22), and entered a 3° right-hand curve. From 0506:45 to 0506:51 the throttle was moved from position 5 to position 8 and the train increased speed to 39 mph while travelling on a slight descending grade. At 0507:32, the lead locomotive was situated at Mile 242.71 travelling at 39 mph. At this time, the 12th car, DTTX 724638 was in the vicinity of Mile 243.10.
The train continued on the main track between the switches at Waterfall Siding, negotiating a series of 2 and 3° curves. By 0508:25, train speed had increased to 42 mph and the throttle was reduced to idle over the next 15 seconds. DB setup was initiated at 0509:06 as speed began to drop to 39 mph.
At 0509:16, with the head-end locomotive in DB 6 and the train at Mile 241.51, a train-initiated emergency brake application (UDE) occurred. The emergency signal was radioed concurrently to both the front-end locomotive and the tail-end locomotive, cutting out the trailing locomotive DB, initiating the application of the emergency air brake and the independent brakes. The locomotive independent brakes were not bailed-off.Footnote 3 At 0509:38, the lead locomotive came to rest at Mile 241.39, having travelled 623 feet after the emergency signal was received. The trailing locomotive came to rest 8 seconds later at Mile 243.57, north of the north siding switch (Figure 2).
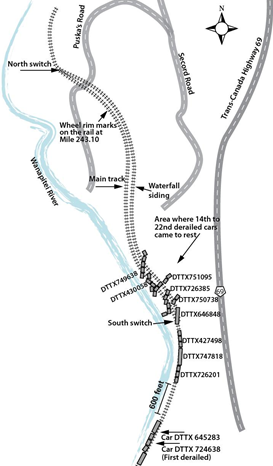
The crew then completed the required emergency broadcasts and determined that 11 intermodal rail cars, line 12 to 22, comprising 33 platforms loaded with 86 containers, had derailed and come to rest in the vicinity of the south siding switch (Mile 241.92). There were no injuries and no dangerous goods were released.
Site examination
The derailed cars came to rest in a 3° right-hand curve south of the switch, in the short tangent section containing the switch, and in the 3° left-hand curve approaching the south siding switch (Figure 2).
In the vicinity of the south switch, the 14th to 19th cars and the leading 2 platforms of the 20th car had jackknifed and piled up. The 20th to 22nd cars derailed along the main track in various orientations.
South of the south switch, cars DTTX 724638 (the 12th car) and DTTX 645283 (the 13th car) came to rest still coupled to the head end of the train, approximately 600 feet from the other derailed cars. DTTX 645283 was derailed completely to the inside of the curve (Photo 1a).
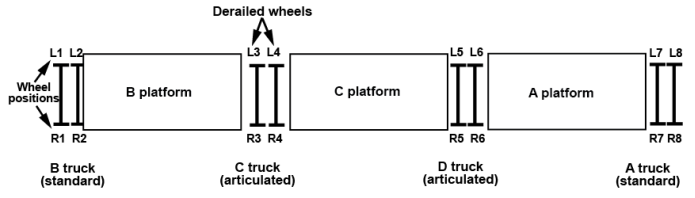
Car DTTX 724638, a 3-platform intermodal well car travelling with the B-end leading (Figure 3), derailed the trailing platform upright with the 5/6 and 7/8 wheel sets straddling the west rail. The leading truck was undamaged. The L3 and L4 wheels on the articulated C truck (Figure 3 and Photo 1b) came to rest damaged but not derailed. There were impact marks on the tread and severe abrasion and blueing on the face of the wheel rims. Freshly broken rail anchor fragments were present in the lead-end well of the C platform. The tread on the 5/6 and 7/8 wheels showed some surface roughness from the derailment, but not the severe damage observed on the L3/L4 wheels.


Examination of the track
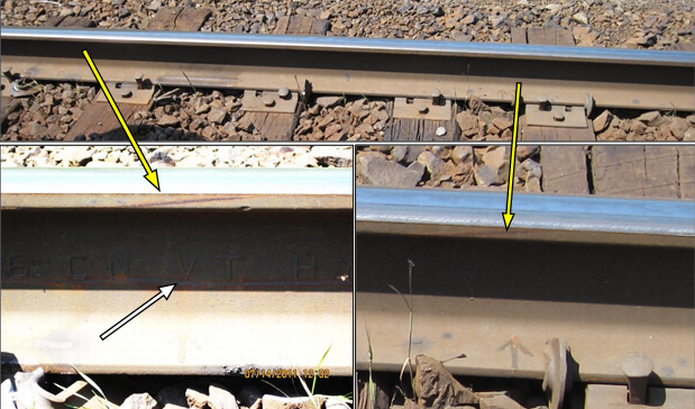
The first signs of derailment were located at Mile 243.10, south of the Puska's Road crossing in the body of a 3° right-hand curve with 4 inches of elevation. The balanced speedFootnote 4 for freight trains was 45 mph. Two 4 inch–long abrasion marks on the gauge face of the west (low) rail in the body of the curve marked the location where two wheels left the head of the rail. There was also a fresh wheel rim mark on the web of the low rail below the second abrasion mark (Photo 2).
There were signs of ongoing low-rail movement and canting, including shiny tie-plate rail seats, anchor wear against the tie and spike lift (Photo 3). There was also tie-plate movement and anchor cut of the tie plates. The matching high rail showed some gauge-side spike lift (</= 1 inch), and had been gauged recently. A number of gauge measurements and cross level readings were taken in the vicinity north of the POD. A 1-inch urgent tight gauge condition was identified 46.5 feet north of the POD.
From this location to the frog at the Waterfall south switch (Mile 241.92), where the cars came to rest, there was contiguous abrasion and impact marks to the gauge face and gauge side fastenings of the low or west rail.




Subdivision and track information
The CN Bala Subdivision is single main Class 4 track,Footnote 5 which extends from Toronto (Mile 0.0) northward to Capreol (Mile 276.1). Under the terms of a directional running agreement between CN and Canadian Pacific Railway (CP), southbound traffic from Sudbury to Parry Sound travels on the Bala Subdivision between Mile 146.2 and Mile 247.5. Movements on the Bala Subdivision are governed by the Centralized Traffic Control system (CTC), as authorized by the Canadian Rail Operating Rules (CROR) and supervised by a rail traffic controller (RTC) in Toronto. At the time of the occurrence, there was a 45 mph permanent slow order (PSO) in the vicinity of the derailment. Southward trains were further required to reduce speed to 40 mph by Mile 241.4, and then to 35 mph by Mile 240.10.
In the curve south of Puska's Road (Mile 242.84 to 243.15) the track was 136-pound rail installed in October 1997 on 14-inch double shoulder tie plates secured to a mix of hardwood and softwood ties. Ballast was crushed rock, with full cribs and shoulders. There were 4 spikes per tie plate on the low rail, and 6 or 7 spikes per tie plate on the high rail. The rails were box-anchored every second tie. Rail wear was within specifications; however, there was gauge corner wear. The rails in the curve were not lubricated. The nearest lubricatorFootnote 6 north of the POD was located on the east rail at Mile 248.9 – 5.8 miles north of the POD. lubricators are usually located in close proximity to the location where friction management is required.
According to a survey of Class 1 railways in the United States,Footnote 7 the tie service life on track with over 38 million gross tons (MGT) annually is less than 20 years. Ties that were installed at the time of the installation of the rail had been in service for 14 years. Traffic for the Bala Subdivision between Sudbury and Parry Sound in 2010 was 39.4 MGT. Between 2006 and 2011, the percentage of intermodal traffic on the Bala Subdivision increased from 51% to 55%.
Track maintenance and inspection
No defects were recorded during the 6 regular visual track inspections conducted between 30 June 2011 and 14 July 2011. There had been no rail breaks in the derailment curve in the 12 months prior to the occurrence. No rail welding or transposing was performed at this location in the 6 months preceding the derailment. Rail grinding on the main track between the switches occurred twice annually in 2009 and in 2010. Rail grinding had also been performed on 25 February 2011. On the Bala Subdivision, rail grinding was normally performed in the spring and in the fall, at approximately 20 MGT intervals.
In October 2009, the derailment curve had been gauged.Footnote 8 The high rail was brought in by approximately 1 inch, spike holes were glued, and the rail was secured with 6 to 7 spikes per tie plate. On the low rail, the tie plates had 6 holes but only 4 holes with spikes, and only 2 spikes positioned to hold the rail to the plate.
In 2010, the last tie inspection determined that approximately 30% of the ties in the vicinity were defective. A tie program through this area was scheduled for May 2012.
Track geometry testing had been conducted using CN's TEST car on 8 November 2010, 8 April 2011 and 28 April 2011. During the 8 November test, a near-urgent wide gauge conditionFootnote 9 of 57.5 inches (Track Safety Rules limit) was identified over 15 feet near Mile 243.105. It was determined that spike lift and tie cutting on the low rail field side had contributed to the wide gauge condition. The track was re-gauged on 16 November 2010.
During the geometry test conducted on 8 April 2011, 2 near-urgent wide-gauge conditions were identified between Mile 243.142 and 243.147. A visual inspection on 10 April 2011 identified a ⅞-inch wide gauge condition near the Puska's Road crossing in the north spiral. No urgent or near-urgent defects were recorded on the 28 April 2011 test, but the pen graph identified a number of non-actionableFootnote 10 gauge, alignment and surface anomalies, and cant measurements of 2° to 3°Footnote 11 close to the crossing. These anomalies had persisted in the same area since at least 2009.
Transport Canada (TC) monitored the Bala Subdivision with its hi-rail mounted track geometry test equipmentFootnote 12 on 18 and 19 May 2011. During these tests, no actionable track defects were identified in the vicinity of the POD. The track gauge at this location was determined to be approximately ⅛-inch less than the 56.5-inch standard gauge.
Track fastening systems
When track is subjected to wheel loading, the load is transferred from the rail into the subgrade through the fasteners, tie plates, ties, ballast and sub-ballast. The spike serves the dual role of positioning the rail in the tie plate and securing the tie plate to the tie to maintain gauge. Heavy axle traffic on curved track with conventional fastening systems can cause spikes to become loose over time and to work their way out of the tie. When this occurs, spike holes become enlarged, the tie interior is exposed to moisture and decay and wide gauge is created.
In contrast, cast or rolled plate fastening systems provide a separation of the fastener function. The rail is attached to the tie plate with an elastic fastener, an e-shaped round heat treated steel bar 20 mm in diameter. The tie plate is attached to the tie with lag screws or a combination of screws and spikes. The tie plate is cast ductile iron with wedge shaped lugs in the bottom that embed in the wood tie to add extra holding power. Rolled plates have smooth bottoms without lugs.
Elastic fastening systems provide a much stronger track structure that is more resistant to high lateral and longitudinal forces and to the development of wide gauge, rail cant and the resulting tie damage. The screw fasteners provide increased resistance to tie-plate movement resulting in increased gauge widening strength, rail hold-down strength and resistance to rail roll-over. When elastic fasteners are used, "spike kill" is reduced during rail changes as the fastener is simply removed and reapplied with no loss of hold-down strength.
A Transportation Technology Center Inc. (TTCI) report (TD-11-052, Root Cause of Rail Roll/Reverse Rail Cant)Footnote 13 presents the results of a TTCI/Norfolk Southern (NS) study which investigated the root causes of rail roll/reverse cant. The research determined that certain track maintenance tasks, such as gauging and tie renewal, can have the unintended effect of reducing the track structure's ability to resist gauge widening forces. It was observed that bringing only the high rail into a tight gauge (56-⅜ inches) condition and securing it with elastic fasteners accelerated the development of low rail cant and rail rollover. Lateral loading was observed to fluctuate from truck to truck, causing the low rail to cant back and forth in the plate, held upright only by the vertical load and rail torsion. Under adverse vehicle/wheel conditions, cut spikes do not provide sufficient and sustainable restraint against rail roll on curves. The observed loss of low rail gauge-constraint strength was corrected by the installation of matching plates and elastic fasteners on both rails.
During major-tie programs in the late 1990s on the Bala Subdivision, elastic fasteners were installed on both rails for curves greater than or equal to 6°. In 2001 and 2002, an effort was made to convert curves which were greater than or equal to 4° to the elastic fastener system. In some cases, elastic fasteners were installed on only 1 rail (either the high or low rail) as rail was replaced in the curve.
Section 3.0 of CN's Engineering Track StandardsFootnote 14 specifies CN's recommended tie plate usage for lines carrying heavy axle loads. The CN standards indicate that elastic fasteners are to be used in Class 3 to Class 6 tracks on curves greater than 4° in which rail traffic is between 20 to 40 MGT annually. The standards indicate that 16-inch tie plates are to be used on curves greater than 2°. In addition, on curves greater than 2° with rail traffic greater than 40 MGT, 16-inch tie plates and elastic fasteners are to be used. CN's standards do not specifically address the installation of elastic fasteners on only 1 rail, or on only part of the curve.
Section 3.3 Footnote 15 specifies the use of 2 gauge spikes along with 1 field-side pin spike for curves between 2° and 4° on lines greater than 20 MGT. The additional gauge spike provides increased resistance to rail rotation and gauge-widening.
Car DTTX 724638
Car DTTX 724638 was a Gunderson-built (November 2002), 3-unit, 53-feet articulated well car. The trucks consisted of 125-ton Barber S2-HD split wedge articulated trucks and 70-ton S2-C split wedge end trucks. When compared to the original single wedge (834-C), the S2-HD split wedges (915-SW) significantly increase the warp restraint of the 3-piece S2-HD truck, particularly when it is in a worn condition. When measured in laboratory warp testing, 915-SW wedges typically exhibit an increased warp restraintFootnote 16 (that is, by a factor of 2) over the 834 C wedges. Constant contact side bearings on truck C of this car were Miner long travel, with IV size 4500LT spring elements. The articulated connectors were ASF type with the male portions towards the B-end.
Following the derailment, the car was moved to the siding at Burwash for inspection. Inspections of the C truck revealed that the friction wedge heights were worn past condemning limits and that 2 of the 4 side bearing set-up heights were low relative to the minimum recommended set-up heights established in the Association of American Railroads (AAR) Field Manual of Interchange Rules.Footnote 17
Post-derailment (on 18 July 2011), the nos. 5 and 6 wheel sets were changed out at Burwash and the car was bad ordered for further inspection and repair at Capreol. Following the repairs at Capreol, all removed wheel sets (nos. 3, 4, 5, 6, 7 and 8) were shipped to CN's maintenance facility in Chicago for further testing. During this testing, the L3/R3 wheels showed little tread wear. The other wheels exhibited non-condemnable hollow tread wear and flange wear, which was most pronounced on the L4/R4 wheels.
Car DTTX 724638 was allowed to return to revenue service. It proceeded to Vancouver under load and returned empty to Brampton, Ontario, at which point it was removed from service and routed to the Transportation Technology Center Inc. (TTCI) test facility at Pueblo, Colorado, for additional testing. It travelled without incident. Testing at TTCI determined that:
- The rail spread forces and truck warp angles were insufficient to generate rail rollover conditions in uncompromised track.
- The maximum rail spreading force recorded with the derailment truck was 16 kips. These rail spreading forces are considered very low, less than half AAR alarm levels (38 kips) for force-based wayside truck detectors and low compared to the vertical force of 59 kips carried by each side of the truck.
- The average angle of attackFootnote 18 of the lead wheelset was within expectations for conventional trucks. This angle generally includes the truck warp angle,Footnote 19 which was low during the curve tests. This likely kept the angle of attack low during testing despite the increased thrust lug spacing found in the truck teardown inspection.
CN conducted a train operations simulator (TOES) analysis to determine the in-train forces leading up to the derailment, including the forces acting on DTTX 724638. The analysis determined that the maximum draft force in the train was 40,000 pounds, the maximum buff force was 30,000 pounds, and the draft force on DTTX 724638 at the POD was approximately 25,000 pounds. These forces were consistent with normal train-handling.
Mechanical records for car DTTX 724638
The service and repair records for car DTTX 724638 were analyzed. Total wheel change outs for the Nos.3 and 4 wheelset locations were 15 pairs in 8 years. Twelve out of 15 were changed out for high-impact readings and 3 wheel sets had thin rim/high flange. In comparison to the other shared-truck locations, for the Nos. 5 and 6 wheelset locations, 9 pairs of wheel sets were changed out in 8 years – 5 of these change-outs were for high-wheel impacts. There were no records of wheel change out for AAR Cause Code 60 (i.e., thin flange which is consistent with a poorly-turning truck).
Intermodal doublestack dynamics derailment task force
In the late 1990s, the doublestack dynamics task force (DDTF)Footnote 20, Footnote 21 was established to investigate 22 derailments that had involved 125 doublestack (intermodal) cars. All the derailments had occurred on wood tie/cut spike track with dry rail conditions, predominantly in arid regions of the US southwest. The derailments were characterized by a low rail rollover, moderate (3 to 7°) curvature, train speed under balance speed, male end of the articulated connector leading in the direction of motion, low drawbar force, and loaded cars (but most were loaded to less than the capacity of 100 ton cars).
The DDTF concluded that the derailments required the following 5 conditions:
- Loss of longitudinal steering moment on the high rail due to 2-point wheel/rail contact and excessive lubrication on the high rail combined with a dry low rail;
- High lateral creep force on the head of the low rail due to dry low rail conditions;
- High truck turning moments;
- Warping of side frame-bolster due to low truck warp restraint; and
- Insufficient low rail rollover resistance due to lack of adjacent truck on articulated car to provide vertical rail hold down force, inadequate fastening system or spike kill, and shifting of the vertical contact and contact geometry towards the field side of the rail (B/H factor).
The study proposed short and long term remediation strategies. Short-term actions included:
- the annual lubrication of centerplates and connectors;
- attention to proper side bearing clearance setup;
- avoiding two point contact rail grinding patterns;
- educating track and mechanical maintenance staff on proper maintenance procedures; and
- evaluating and using improved car side bearing designs.
Long-term prevention included:
- developing new warp-resistant truck designs;
- continuing to devise means to reduce adverse truck turning moments;
- improving rail rollover resistance in curves with wood tie/cut spikes by installing premium fasteners, concrete ties, or other means of restraint; and
- maintaining track on doublestack routes to ensure proper gauge restraint and lateral strength with equal emphasis on both high and low rail.
Marshalling of distributed power
Section H 2.8 of CN form 8960 contains the CN marshalling requirements for a single distributed power (DP) remote consist. The requirements specify that the maximum distance between the DP Lead and the DP remote locomotive is 10,500 feet, but this distance can be increased to 12,000 feet on trains consisting entirely of intermodal traffic. DP remote placement within a train varies depending on the operating environment, including such things as train type, length, weights and corridor of operation.
Following this occurrence, CN performed a comparison of the locomotive event recorder (LER) data for the 2 locomotives. It was confirmed that:
- The event recorder clock on both CN 2216 (lead locomotive) and CN 8856 (trailing/remote locomotive) were synchronized to GPS time.
- The remote locomotive, operating in DP synchronous mode, was not experiencing interruptions in DP radio communications and was responding immediately to DP train control commands.
Other related occurrences on the Bala Subdivision
Since 2004, there were 21 other main-track derailments on the Bala Subdivision. Five of these derailments (24%) involved Q-series intermodal trains,Footnote 22 resulting in the derailment of 94 car bodies. Track geometry was identified as the primary factor in 3 of the 5 occurrences. TSB investigators deployed to 2 of these occurrences. In both cases, the derailments involved low rail cant and wheel drop-in:
- R04T0161 (Burton) - On 25 July 2004, CN intermodal freight train Q-11131-25 derailed 45 car bodies at mile 185.50 of the Bala Subdivision near Burton, Ontario. Dynamic analysis determined that the train derailed when the 15th car, DTTX 750219, rolled the low rail at Mile 184.38 on the 5-degree portion of a right-hand compound curve. Five factors, including wheel/rail friction and contact, track fastening method, car cornering characteristics, and track alignment contributed to the derailment. Recent track gauging activities involved installing 16 inch plates and elastic fasteners on the high rail. Standard cut spikes and 14 inch plates were on the low rail.
- R06T0125 (South Parry) - On 6 June 2006, CN intermodal freight train Q10251-02 derailed at Mile 147.60 of the Bala Subdivision, at the north South Parry siding switch. A mix of recently installed elastic fasteners was used on the high rail and fair anchoring was used on the low rail. The 6th car, multi-platform car DTTX 57532, derailed when the low rail on a 6 degree left-hand curve canted. The L4 wheel (trailing wheel, low side) dropped in, and subsequent wheels followed.
TSB Laboratory report LP 138/2011 – Train dynamics analysis
The TSB Laboratory conducted a review of current research and accident site information to assess the observed pre-derailment wheel/track condition and to determine the most likely derailment scenario. The laboratory analysis determined that:
- The L3 and L4 wheels dropped into gauge in close proximity to each other but not simultaneously.
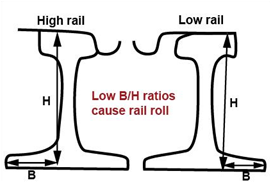
- The existing negative low-rail cant was likely increased by the non-conforming wheel-rail contactFootnote 23 towards the field side top of the low rail. As the rail cants, the downward vector of the vertical load tends to shift toward the field side effectively reducing the L/V (or B/H)Footnote 24 ratio required to produce rail rollover or a gauge-widening type derailment, increasing the potential for the rail to roll (Figure 4).
- The wheel/rail contact point moved across the rail top to the gauge corner and then dropped in, as the marks confirmed. If both L3 and L4 simultaneously crossed over the rail top, the canted rail would return to upright, the resistance B/HFootnote 25 would increase to ≥ 0.64 when the 2 wheels were back to the gauge side, and the wheels would not drop in.
- The preceding and following trucks were too far away to hold the rail canted for other wheels to drop in.
- Therefore, the most likely scenario is that the L3 wheel dropped in, followed by the L4 wheel. The 2 wheels actually helped each other. First, the 2 wheels worked together as the rail canted. Then, the L3 wheel moved cross the rail top to drop into gauge while wheel L4 kept the rail canted. Finally, the L3 wheel held the canted rail open to let the L4 cross the rail head to drop in.
- The 2 drop-in locations were very close on the rail. However, the rim mark on the web of the low rail where the second mark on the web of the rail is located indicates that the L3 wheel was already derailed when the L4 wheel left the head of the rail: the time difference between the 2 drop-ins was short, but not simultaneous.
- For drop-in to occur on the low rail, the R3 wheel would have to be pushing against the high rail while transiting the curve. On a right-hand curve, the high-rail wheel will seek a larger rolling radius (gauge corner/flange corner) to equalize the distance each wheel travels around the curve, producing a steering moment. The gauge corner wear and canting low rail would force the wheelset to hunt for the best conforming contact, and the more hollow worn profile on the trailing wheel sets would further promote wheel-rail contact migration towards the field side of the rail.
- A larger than normal angle of attack during curving would be expected for such a truck negotiating a curve with non-conforming wheel/rail contacts and a rapid change in gauge. It would promote warping in a worn truck, but could also, in the case of a stiffened truck design and gauge widening, still generate elevated truck hunting and lateral loading. The wheel rim marks on the head of the low rail and the rapid drop in sequence demonstrate a magnified angle of attack.
Analysis
The analysis of DP locomotive operation found no abnormal actions and low in-train forces at the time of the derailment. This indicates that these factors did not cause or contribute to the occurrence. The analysis will focus on the effect of track-geometry conditions and car behaviour on the derailment.
The accident
Two identical wheel rim marks on the inside of the low rail in the body of a 3° right-hand curve and abrasion on the wheel rim face of the L3 and L4 wheels on the C truck of DTTX 724638 identify these wheels as the first 2 wheels to derail. Both wheels dropped into gauge almost simultaneously as the truck negotiated the curve.
Wheel drop-in derailments are characterized by elevated lateral track loading, reduced rail rollover resistance or a combination of these factors. A 3°-curve with directional running, nearly 40 MGT of traffic, and more than 50% double stack intermodal traffic (a car type associated with elevated lateral track loading), and aging ties would be expected to show signs of elevated track loading. Signs would include gauging activities that date back to 2009 and the November 2010 reccurrence of a localized-near-urgent wide gauge in proximity of the POD. Physical inspection determined the most recent gauge defect was caused by tie plate cutting on the low rail, spike kill and rail cant.
Although the low rail was regauged to correct the wide-gauge defect, similar conditions were observed at the POD post derailment. Field side tie-plate cutting and rail seat wear on the low rail was consistent with a pre-existing negative rail cant condition. Spikes were raised and were loose, ties were worn, and anchors and plates abraded in a manner consistent with ongoing, significant localized low-rail canting under load. Furthermore, the low rail was fastened with only 1 pin spike on the gauge side and only 14-inch tie plates, contrary to CN standards for this degree of curvature and traffic. All these conditions would reduce low-rail rollover resistance. Therefore, as car DTTX 724638 on train Q10251-10 entered the body of the 3°- curve south of Puska's Road, the L3 and L4 wheels on the articulated C truck of DTTX 724638 dropped into gauge on a 3°-curve due to localized-lateral-track loading, low-rail negative cant and inadequate rail-rollover resistance.
Recent research by TTCI and Norfolk Southern has demonstrated that tie-replacement and track-gauging activities can lead to localized, increased dynamic gauge widening if equal attention is not given to the securement of both rails. When gauging was performed in 2009, the high rail in the curve south of Puska's Road was brought in, spike holes glued and track secured using 6 or 7 spikes per tie plate. However, the low rail continued to be secured to the tie plate using only 4 spikes per plate – 2 to hold the plate to the tie – and a single gauge-side and single field-side pin spike fixing the rail to the plate. With this spike pattern, the low rail's resistance to rail rotation and gauge widening was less than CN track standards and significantly less than the high-rail securement.
Track monitoring by TC before the derailment and track measurements after the derailment indicated a tight gauge condition just in advance of the POD. Tight gauge in combination with substandard low-rail securement would elevate lateral forces, promote non-conformable wheel/rail contact further to the field side of the rail reducing rail rollover resistance. Rail cant generated in an area of narrow gauge would be carried forward in the direction of train movement (to the south towards the POD).
During post-derailment equipment teardown, worn truck components were identified. These conditions would not have been identified during normal in-service certified car inspections. In combination with variances in track alignment and gauge corner wear related to inadequate wheel/rail friction management,Footnote 26 the worn truck condition would normally make a truck more susceptible to warping. Elevated cornering forces are also attributed to this style of doublestack, multi-platform intermodal car. However, testing of the truck post derailments suggests that the stiffened split-wedge truck design used in DTTX 724638 has an improved resistance to truck warping. Gauge corner rail wear and the canting low rail would compromise stable, conformable wheel rail contact with the low conicity No. 3 wheelset and the hollow (but non-condemnable) worn wheel contours on the No. 4 wheelset of DTTX 724638. Elevated lateral loading on the track structure could also develop with a stiffer truck as the wheels hunt for a stable wheel/rail contact between non-conforming surfaces. Taken in combination, non-conformable wheel/rail profiles, track alignment variations and worn truck components, none requiring urgent in-service attention, produced increased lateral curving forces and a higher angle of attack on both the leading and trailing wheel sets at the point of derailment. At the same time, insufficient low rail fastening and wheel contact further to the field side of the low rail reduced the low-rail resistance to rollover. The low rail canted out allowing the L3, and then the L4 wheels to follow each other across the rail head and drop into gauge almost simultaneously.
Track condition between the initial POD and the derailment pile-up location indicates that initially only the L3 and L4 wheels derailed. Subsequent cars were able to navigate through the POD to the south switch without derailing. Immediately beyond the POD, the rail was within TSR limits and had sufficient torsional strength to support the initial 2 derailed wheels and to prevent rolling or tipping the rail laterally to the field side.
Despite the exhaustive testing and inspection of the car at 3 different test facilities, test results were not conclusive. DTTX 724638 was able to travel many thousands of miles without derailing until it traversed the curve at Waterfall. Dynamic testing of the articulated C-truck demonstrated that it did not generate elevated lateral forces on the TTCI test track. However, detailed examination determined that there were several car components out of specification, but the condition of these components did not warrant condemning the car while in service.
When considering the track-geometry variations and the car component conditions, neither factor alone was considered sufficient to cause the derailment conditions. These conditions had likely resulted from the combined effects of the weakened track structure, truck component condition and known doublestack car-cornering behaviour.
Track inspection and maintenance procedures
On the Bala Subdivision each year, frequent track-geometry tests are conducted using the TEST car. During each test, urgent, near-urgent and priority defects are identified and acted upon as required. For each test, a pengraph is produced which can help in the planning of the track maintenance and repair work. Using the pengraph, it is possible to identify sections of track that are deteriorating, but not yet to the point of being recorded as a defect.
In this occurrence, non-actionable wide gauge, alignment, surface conditions and loss of cant on both rails near the Puska crossing had been recorded by the TEST car since at least 2009. Although the geometry anomalies were within the Track Safety Rules limits for Class 4 track and no corrective action was required, the combined effects of these anomalies (that is, cant, gauge and rail wear) contributed to increased dynamic wide gauge and poor vehicle cornering behaviour. When non-actionable, recurring track-geometry anomalies are not closely monitored and addressed in a timely manner, there is an increased risk that these non-urgent defects, in conjunction with other track or equipment anomalies, may lead to a derailment.
Reduced rail rollover resistance for articulated intermodal cars
Risks regarding the cornering behaviour of intermodal railway equipment are well known. Multi-platform cars with shared couplers where the male end is leading generate elevated lateral forces during curving that if high enough may roll the rail over. It is also known that articulated trucks result in reduced resistance to rail rollover as platforms share a truck instead of each having their own. To minimize the effect of reduced rail-rollover resistance for articulated intermodal cars, the Doublestack Dynamics Task Force identified a number of risk mitigation strategies, including the use of premium fasteners on curves and ensuring that track gauge / lateral strength is maintained with equal emphasis on the high and low rail.
Impact of gauging and tie replacement activities on curves
The Bala Subdivision is a high-traffic intermodal route. In recent years, the TSB has deployed to 3 derailments (i.e., Burton, South Parry and this occurrence) involving low rail cant/rail rollover. In all 3 occurrences, the derailment was preceded by track-gauging activities where efforts were made to improve rail-rollover resistance. However, the gauging activities did not equally upgrade the gauge restraint and lateral strength on both the high rail and the low rail.
Prior to the Burton and South Parry derailments, elastic fasteners and 16-inch cast iron tie plates had been applied only to the high rail. For this occurrence, the high rail was re-secured with 6 to 7 spikes per tie plate while the low rail remained secured with only 4 spikes per tie plate. In each case, resistance to dynamic wide gauge lateral forces was improved on the high rail. However, without a similar improvement on the low rail, lateral forces from passing trains would act on the relatively weaker low rail, resulting in increased fastener deterioration and rail displacement or cant. Therefore, when gauging and tie replacement activities are conducted on curves without upgrading the resistance of both the high and low rail to dynamic gauge-widening forces, the risk of derailments involving low rail cant/rail rollover and wide gauge wheel drop-in is increased.
Findings
Findings as to causes and contributing factors
- Car DTTX 724638 on Train Q10251-10 derailed when the L3 and L4 wheels on the articulated C truck of DTTX 724638 dropped into gauge on a 3°-curve due to elevated track loading, localized low rail negative cant and inadequate rail-rollover resistance.
- A combination of non-conforming wheel/rail contacts, track-alignment variations and worn truck components, none requiring urgent in-service attention, produced increased lateral curving forces and a higher angle of attack on both the lead and trailing wheel sets at the point of derailment.
- At the same time, insufficient low rail fastening, low rail negative cant and wheel contact further to the field side of the low rail reduced the low rail resistance to rollover. The low rail canted out enabling the L3, and then the L4 wheels to follow each other across the rail head and drop into gauge almost simultaneously.
- The 2 derailed wheels continued southward without tipping the rail laterally. At the Waterfall south siding switch, the derailed wheels struck the switch frog and re-railed, but the following 14th to 22nd cars derailed and jackknifed.
- The derailment conditions had resulted from the combined effects of the weakened track structure, worn truck component condition and the cornering behaviour of the doublestack car.
Findings as to risk
- When non-actionable, recurring track-geometry anomalies are not closely monitored and addressed in a timely manner, there is an increased risk that these non-urgent defects, in conjunction with other track or equipment anomalies, may lead to a derailment.
- When gauging and tie replacement activities are conducted on curves without upgrading the resistance of both the high and low rail to dynamic gauge-widening forces, the risk of derailments involving low rail cant/rail rollover and wide gauge wheel drop in is increased.
Other findings
- When considering the track-geometry variations and the car component conditions, neither factor alone was considered sufficient to cause the derailment conditions.
- To minimize the effect of reduced rail-rollover resistance for articulated intermodal cars, the Doublestack Dynamics Task Force identified a number of risk mitigation strategies, including the use of premium fasteners on curves and ensuring that track gauge / lateral strength is maintained with equal emphasis on the high and low rail.
Safety action
TC discussed the concern related to spiking patterns on the CN Bala Subdivision with CN. CN confirmed that the entire low rail of the curve in question now has a sufficient quantity of spikes, in proper location, to meet or exceed CN's Track Safety Standards 3.3, Rail Fastening Standard. CN will continue to conduct focussed inspections on the Bala Subdivision to detect and address any other locations of possible concern.
TC has a scheduled follow-up safety inspection on the Bala Subdivision during the month of October 2012 to monitor this location for risks associated with near-urgent defects.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on . The report was officially released on 11 October 2012.