Main track derailment
Canadian Pacific Railway
Freight train number 235-04
Mile 174.41, Belleville Subdivision
Oshawa, Ontario
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
At 1415, Eastern Daylight Time, on 05 June 2009, westward Canadian Pacific Railway freight train 235-04 derailed 4 head-end locomotives and 27 cars at Mile 174.41 of the Belleville Subdivision in Oshawa, Ontario. The derailed cars included a dangerous goods tank car loaded with hydrogen peroxide (UN 2015), which was not breached. Locomotive fuel tanks were punctured and about 3000 gallons of diesel fuel were released and ignited. Emergency responders extinguished the fire and contained the spilled diesel fuel. As a precaution, 105 nearby homes were evacuated. There were no injuries.
Factual information
The accident
In the early morning of 05 June 2009, Canadian Pacific Railway (CP) freight train 235-04 (the train) departed from Montréal, Quebec, destined for Toronto, Ontario. The train consisted of 7 head-end locomotives (the first 4 online and the trailing 3 isolated) and 111 cars; it was 8137 feet long and weighed 8649 tons. Prior to departure, the train had passed all required inspections and no defects had been noted. The initial portion of the trip to Smiths Falls, Ontario, was without incident.
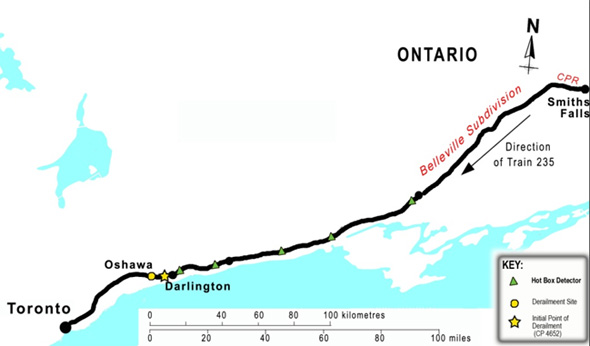
A new crew took control of the train at Smiths Falls (Mile 0.0) and at 0900 Footnote 1 departed for Toronto Agincourt Yard (Mile 197.0) on the Belleville Subdivision (see Figure 1). The operating crew included a locomotive engineer and a conductor, both of whom met fitness and rest standards, were qualified for their respective positions and were familiar with the territory.
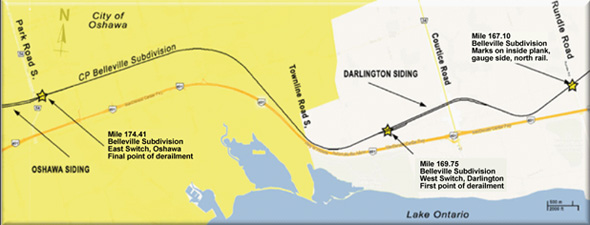
The trip was uneventful until the approach to Oshawa, Ontario. According to the locomotive event recorder (LER), between 1358:00 and 1402:00, with the train operating in throttle positions 5 to 8, the third locomotive, CP 4652 experienced continuous wheel slip (Mile 163.50 to 165.70). However, the wheel slip was not sufficient to trigger a warning alarm in the lead locomotive. At 1408:26, the train was travelling at 47 mph with the throttle in position 2 near Mile 169.76, in the vicinity of Courtice Road, approaching the west Darlington Siding switch (see Figure 2). The throttle was gradually advanced from position 2 to 8 as the train entered an ascending grade.
Meanwhile, a motorist driving on the road alongside the main track observed a large column of smoke originating from one of the locomotives. The motorist made a 911 call, stating that the leading wheels on the fourth locomotive were on fire, with flames reaching the height of the locomotive. The call was routed to the local fire department, which contacted CP Police. CP locomotive 4652 was fourth in the consist with its leading end approximately 200 feet from the cab of the leading unit.
At 1414:37, while the train was proceeding at about 40 mph, an in-cab audible traction motor ground fault alarm was activated. The throttle was moved from position 8 to 2 over the next 12 seconds and speed decreased to 35 mph. At 1414:55, a train-initiated emergency brake application occurred as the train was crossing the Oshawa east siding switch at Mile 174.41. The engineer bailed off the locomotive independent brake and the train came to rest at 1415:13 in Oshawa.
The crew immediately initiated an emergency radio broadcast and stated that the train was in emergency. At the same time, the rail traffic controller (RTC) was contacted by CP Police to report locomotive CP 4652 as being on fire. Emergency 911 operators also received calls from local residents reporting spot fires along the railway right-of-way from Bowmanville (Mile 163.58) to Oshawa (Mile 174.40).
It was determined that the last 4 locomotives and the following 27 cars had derailed. The derailed cars included 7 box cars (3 loaded), 5 covered hopper cars (3 loaded), 7 tank cars (6 loaded) and 8 empty multi-level, flat cars (see Photo 1). One of the derailed cars, dangerous goods (DG) tank car FMLX 17113, was loaded with hydrogen peroxide (UN 2015). The car remained intact and no product was released; however, about 3000 gallons of diesel fuel spilled from damaged locomotive fuel tanks into adjacent ditches and ignited. Emergency responders were dispatched, extinguished the fires and contained the spilled diesel fuel. As a precaution, 105 nearby homes were evacuated. The evacuation order remained in effect until noon the next day, when FMLX 17113 was secured and removed. There were no injuries.

The temperature at the time was 15°C with clear skies and light winds.
Site examination
The 4 derailed locomotives and the first derailed car remained upright along the right-of-way. The fourth and fifth locomotives had sustained fire damage. The fourth locomotive, CP 4652, was identified as the first to derail. Initial inspection revealed that traction motor (TM) combos (TM and wheel set assembly) Nos. 1 and 3 on CP 4652 exhibited discoloration consistent with heat and fire exposure. The leading No. 1 TM combo on CP 4652 had severely overheated and the axle had broken in the area of the bull gear side suspension bearing (see Photo 2). The fibreglass bull gear cover was burned and the pinion gear teeth were damaged and worn away. There were skid flats and burn marks on the wheels consistent with canting and sliding on the gauge corner of the rail. All 4 TM combos from CP 4652 were shipped to the TSB Laboratory for further examination.


The derailed cars were scattered on both sides of the Park Road South overpass. Most of the derailed cars, including DG tank car FMLX 17113, were west of the overpass. Further east, cars had jackknifed against the overpass support piers. East of the overpass, a block of empty 94-foot long tri-level auto carriers had jackknifed and came to rest in various positions along the right-of-way. Several cars came to rest in the backyards of adjacent dwellings. Twelve cars were extensively damaged and subsequently scrapped. The remaining 15 cars exhibited various forms of derailment damage; they were eventually repaired and returned to service.
About 1300 feet of track was damaged or destroyed. The most severe damage stretched from the Oshawa siding switch to where the locomotives came to rest. Extending eastward from the derailment site at Mile 174.41, impact damage was observed on the track infrastructure up to the Rundle Road grade crossing at Mile 167.10.
Track and Canadian Rail operating rules information
The Belleville Subdivision extends from Smiths Falls (Mile 0.0) to Toronto (Mile 211.50). In the area of the accident, the authorized time table speed is 50 mph. Train movements are controlled by the Centralized Traffic Control System, authorized by the Canadian Rail Operating Rules (CROR) and supervised by an RTC, located in Montréal. Traffic on the subdivision consists of approximately 10 freight trains per day.
The single main track consists of 136-pound continuous welded rail, manufactured and laid in 1985. The rail was laid on hardwood ties (60 ties/100 feet). The ballast was crushed rock and slag. The track was in good condition and was inspected in accordance with regulatory requirements.
Approaching Oshawa, the track runs roughly parallel and north of Highway 401. It makes 4 sweeping curves over 10 miles before cutting through an urban residential neighbourhood in the area of the derailment. At any point along these curves, crews can look back from the head-end and inspect the train as required by CROR Rule 111(c), which states, in part, that crews should "make frequent inspections of both sides [of their train] to ensure that it is in order"
. The Park Road South overpass crosses over the tracks just west of the east siding switch at Oshawa (Mile 174.41). The siding at Oshawa is 12 300 feet long. It runs parallel to and south of the main track between Mile 174.46 and Mile 177.0.
CP 4652 background and maintenance
CP 4652 (see Photo 3) is a 3000 horsepower, 4-axle GP40-2 locomotive built in 1977 by General Motors (GM) Electro-Motive Division. It is 1 of 665 locomotives in CP's fleet that operate with TMs equipped with plain friction-type brass and babbitt suspension bearings (suspension bearings). The 665 locomotives represent approximately 53% of CP's total locomotive fleet of 1250 units. On-board suspension bearing temperature monitoring systems are available for these locomotives; however, none of these CP locomotives are so equipped.

The last scheduled service for CP 4652 was performed at CP's Toronto Diesel Shop (TDS) on 03 May 2009. No major repairs were performed. The required wheel inspection form was partially completed with only the wheel tread thickness recorded.
CP 4652 returned for unscheduled service on 16 May 2009 for a thin flange on the No. 4 TM assembly wheel set, a burnt out headlight, missing weather stripping and a bouncy ride. The No. 4 TM wheel set had been replaced with a dummy wheel set for transit; the corresponding TM cut-out switch in the locomotive cab was locked out and tagged.
Repair work on CP 4652 began on 19 May 2009. During the repairs, several additional defects were identified and all 4 TM combos were scheduled for change out. Over the following 2 days, subsequent shifts removed and replaced the 4 combos. TM combos Nos. 1, 2 and 3 were replaced with combos built up at the TDS on 23 and 24 February 2009 and on 26 March 2009, respectively. The No. 4 TM combo was taken from another locomotive that was being serviced.
When a TM combo is changed out, a Traction Motor Removal and Application (TMRA) form must be filled out, signed and dated by the tradespersons and his or her supervisor. TMRAs for CP 4652 were not properly completed or signed by the appropriate staff.
On 21 May 2009, CP4652 was released from the shop. On 02 June 2009, it received a safety inspection and returned to service. It was marshalled online as the third locomotive on train CP 234-03 departing for Montréal. Though the No. 4 TM combo had been replaced and the locomotive inspected, the lock-out tag in the locomotive cab was not removed, so the No. 4 TM remained disabled. The journey to Montréal was uneventful.
Plain-Type Suspension Bearing Overheating and Axle Failure
TMs are suspended from locomotive axles on bearings located on each side of a TM (see Figure 3). The suspension bearings allow the free rotation of the axle while TM torque is applied to the locomotive wheel set through a pinion gear to a bull gear which is press mounted on the axle, inboard of a wheel. The gear side of the axle has historically proven to be more susceptible to failure primarily due to the torque focussed at that location.
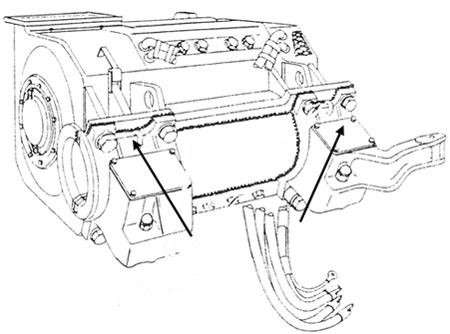
A thin film of oil provides lubrication between the finely machined surface of the locomotive axle journal and the inner surface of the suspension bearing. The inner surface of the brass suspension bearing is lined with babbitt metal. Babbitt metal is an anti-friction alloy lining for brass bearings; it is composed primarily of lead, with various amounts of tin, antimony and copper. The babbitt provides a load bearing surface and facilitates lubrication. While the train is in motion, oil is constantly applied to the axle journal surface through the capillary action of a wick that contacts the journal surface and extends down into the oil reservoir located in the axle cap.
There is a large quantity of accumulated research that identifies a failure mechanism, known as liquid metal embrittlement (LME), which can occur in axle steel when used with plain-type suspension bearings. LME occurs when the ductility of a solid metal is reduced by exposure of the surface to a liquid metal. The loss of ductility results in a reduction in the axle toughness. Toughness is the property that gives a material its resistance to crack initiation and propagation. The progression of LME usually occurs in the following sequence:
- The suspension bearing inner surface is heated by friction due to a breakdown in the lubrication system;
- The babbitt metal lining melts;
- The babbitt metal is displaced, possibly by mechanical action or melting;
- The brass backing is heated to its melting point and penetrates the axle, initiating multiple fractures; and
- The fractures form a front which advances from the surface towards the axle core compromising the integrity of the axle.
When properly assembled, the plain type suspension bearing is expected to last for the life of a wheel set. By policy, CP replaces bearings at wheel set change-outs and the average wheel set life for this service is 250 000 miles. However, an increase in friction due to inadequate surface finish or to a breakdown in the lubrication system will cause premature bearing wear and failure. At track speeds, increased friction can generate enough heat to melt the babbitt and bearing metal, initiating LME.
Traction motor combo build-up
Locomotive wheel set assemblies (wheel set) are received pre-built from a supplier. A locomotive wheel set is comprised of an axle, which has 2 wheels, a bull gear mounted inboard of one wheel, all of which are press fit onto the axle. To complete the wheel set, journal roller bearings are mounted outboard of the wheels. The axle suspension bearing areas are roller burnished to a very fine 7 micro-inch finish and then coated with corrosion resistant protection prior to shipping.
On arrival, the locomotive wheel sets are placed in storage and are to be monitored to ensure the coating is not compromised. When needed, a wheel set is removed from storage, brought into the work area and allowed to adjust to room temperature. A mild solvent is used to remove the protective coating and the wheel set is allowed to dry. Critical wheel set dimensions are taken to ensure it meets specifications and the axle suspension bearing surface is inspected for corrosion or impact damage. The locomotive wheel set is then installed into the upper halves of the TM suspension bearings. The lower halves of the suspension bearings, axle caps and lubricating wicks are then applied, after which the TM is set upright. Once the axle cap wells are filled with lubricating oil, the TM combo is ready for use.
TM combo build-up standards are governed by manufacturer specifications and railway company maintenance regulations. CP's Maintenance Regulation DL-012-01 General Rule 4 describes locomotive wheel set storage and handling procedures and states, in part:
4. Axle/wheelset handling and storage procedures
The surface finish protection of an axle is very critical, especially in the support bearing area. These high precision micro-finish surfaces allow a hydrodynamic layer of oil, between the axle and the bearings, for maximum load carrying capacity. Therefore, special care must be taken in order to ensure that the fine surface finish of the suspension bearing journals are maintained, during handling and storage of axles and wheelsets.
- Generally, and whenever permitted through wheel size matching, A FIFO (First in, first out) system must be implemented in the wheelset usage. In other words, serviceable wheelsets should be used in the same order as received, so that they do not become excessively rusted in storage.
- While at storage locations, axles must be inspected periodically for surface rust and absence of surface protectant. All uncovered areas must be re-coated, if no visible rust is detected.
- Very minor rust or scratch marks (not exceeding one square inch) may be repaired by hand with Emery cloth (medium roughness, 100 grit or finer), provided that the repaired area does not exceed 1/4 inch around marks. No buffing or polishing tools may be used. Repair is not permitted if scratch area extends more than one inch across the five inch band at the centre of the suspension bearing journals. No such marks or repairs are allowed in the one inch band at the exact centre of the suspension bearing journals.
GM Maintenance Instruction 3902 provides detailed TM combo build-up instructions that must be followed to prevent premature bearing failure. These instructions include requirements to apply sealant between key motor and bearing surfaces, including behind the suspension bearing flanges. The sealant reduces the possibility of water and dirt contamination in the bearing lubrication system. Axle surface finish in the suspension bearing area is limited to a maximum surface roughness of Ra 7 micro-inchesFootnote 2 and a wave index of 100 micro-inches per inch. Excessive roughness or waviness produces peaks (asperities) in the surface that can penetrate the lubricating film and generate friction and wear.
The TDS did not receive any locomotive wheel sets in 2007. Between January and October 2008, eight shipments totalling 71 wheel sets were received. There were no further shipments from October 2008 to June 2009.
Canadian Pacific Railway's Toronto diesel shop facility and shop practices
Up until the late 1990s, locomotive fleet maintenance facilities reported directly to the CP mechanical department. CP had a national quality assurance program for locomotive TM combos, with locally deployed quality assurance groups. In the late 1990s, the CP quality assurance groups were disbanded and locomotive maintenance facilities were placed under the management of the local service areas. Between 2000 and 2005, CP contracted out TDS operations to GM. GM managed the shop and work was performed by CP unionized employees in accordance with CP maintenance regulations and manufacturer specifications. The contract was not renewed in 2005 and since then, TDS has been under local CP management.
At the time of the derailment, TDS was the home shop for a fleet of 124 four-axle and six-axle locomotives equipped with plain-type suspension bearings. The facility conducts scheduled and unscheduled maintenance necessary to keep this fleet of locomotives in service and periodically handles unscheduled maintenance for other locomotives in CP's fleet. This includes the build-up of TM combos.
TM combos are built up on all shifts by experienced tradespeople with the assistance of apprentices or other experienced staff. The occurrence tradesman received on-the-job-training (OJT) from his predecessor 4 years earlier. There had not been any additional training since that time. Tradespeople are directly supervised by a process coordinator, who in turn reports directly to a process manager who has responsibility for the overview of daily shop operations.
An examination of the practices and procedures in place revealed the following:
- The shop tradespeople, process coordinator and process manager were unaware of the detailed procedures documented in GM Maintenance Instructions and CP Locomotive Maintenance Regulations. These documents were not readily available on the shop floor.
- Locomotive wheel sets were stored outside, in a dead end track adjacent to a main roadway that was ploughed and salted during winter operations. First-in, first-out practices were not being followed.
- The protective coating on the axles of stored wheel sets was not monitored or maintained. The coatings had deteriorated, and corrosion pitting had developed on the axle surfaces.
- Circumferential and multi-directional sanding with abrasive paper, which is a non-standard procedure, was used for removing surface corrosion from the axle surfaces. This practice compromised the roller-burnished surface finish of the axles' support bearing journal.
- Sealant was not applied between the bearing shells and the traction motor.
- Paperwork (inspection forms, TMRAs) was not systematically filled out and supervisors often did not sign off on completed work.
- There was no record of inspection and quality control of completed work by peers or supervisors; the supervisors were only accountable for ensuring that work was completed on schedule.
- CP neither monitored TDS shop maintenance records nor audited staff to ensure work was correctly completed.
Canadian Pacific Railway traction motor teardown reports
CP's Incident Investigation and Analysis group conducts examinations and produces reports of failed locomotive axle and/or suspension bearing components in an effort to determine the cause and contributory factors for these failures. While the completed reports are forwarded to CP's Mechanical group and the results are communicated to the shops when the report indicates a breakdown in process and procedures, there is no formal process for follow-up to establish corrective action or to share best practices between locomotive shop facilities. Periodically, these reports are incorporated into a CP report that is forwarded to Transport Canada (TC). CP suspension bearing failures between 2005 and December 2009 are summarized in Appendix B.
Since March 2008, several of the TMs built up at TDS broke down. The surface roughness of the axles from the disassembled motors did not meet specifications.
Laboratory examination
TDS built up and installed TM combo No. 2 in locomotive CP 3024 near the same time as it built the TM combos from CP 4652. CP 3024 TM combo No. 2 subsequently failed on 30 October 2009. All 4 TM combos from CP 4652, the failed No. 2 TM combo from CP 3024 and 2 randomly-chosen locomotive wheel sets from the storage area at the TDS were shipped to the TSB Laboratory for further examination (TSB laboratory report LP161/09).
The TM combos Nos. 1 and 3 from CP 4652 were heavily damaged by the overheating and fire while the other motors did not show exterior damage. The drain plugs on both TM combos Nos. 1 and 3 were tight and all axle cap oil reservoirs contained some oil. Sealant, which was required to be applied behind the bearing flanges in order to prevent contaminant and moisture migration into the bearings, was not observed in either TM combo.
The axle from TM combo No. 1 fractured near the midpoint of the gear side suspension bearing area. The pinion gear had been stripped of its teeth and the mate bull gear was void of lubricant and exhibited minor teeth damage. The fractured stub end of the failed axle (bull gear side) showed extensive smearing damage consistent with continued operation after failure. Due to overheating, oil levels were lower on the gear side and the wick had completely disintegrated. However, the operation and alignment of the wick relative to the suspension bearing window appeared normal. On the side opposite the bull gear (commutator side), the wick was properly aligned and in good operating condition.
The axle from TM combo No. 3 was not fractured through. The bull gear cover was damaged and the bull gear teeth were shiny and dry. The gear-side bearing components were heat discoloured. The bull gear was devoid of lubricant and the gear case was damaged. The wicks appeared to be properly aligned.
Ultrasonic inspection revealed 3 secondary cracks inboard of and parallel to the primary fracture on the axle of combo No. 1. The axle from combo No. 3 had 1.5 inch deep radial cracks around its entire circumference at the approximate center of the gear side suspension bearing area (Photo 4).

The cracks in both axles showed dark colour and beach marks consistent with progressive cracking. There were no metallurgical anomalies in samples taken from the core of the axle. Brass and lead material was observed on the crack face. The lead and brass material was present to a finite depth, suggesting that subsequent crack growth was caused by the fatigue extension of the crack.
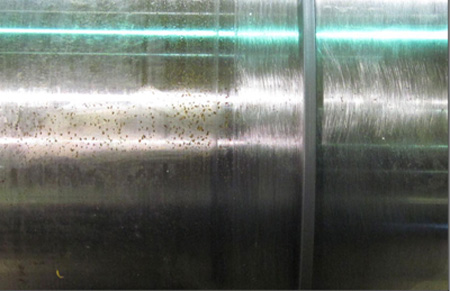
Surface roughness in the axle suspension bearing journal area on axles 1, 2 and 3 from CP 4652 ranged from 14 to 22 micro-inches. Each axle journal exhibited corrosion pits and a significant number of multi-directional scratches consistent with mechanical damage from the use of abrasive paper. The scratches varied in orientation and depth (see Photo 5). The axle from CP 3024 had similar surface features and roughness.
Detailed scanning electron microscope (SEM) examination and energy dispersive spectroscopy (EDS) analysis were performed on samples from the bearing journals of axles 2 and 4. Flattening of the edges of the scratches was observed on axle 2. Steel corrosion products as well as bearing material were observed in the corrosion pits and in many of the deeper scratches.
TM combo No. 4 was in good condition. The axle suspension bearing journal surface was not corroded and did not exhibit any signs of manual reworking; surface roughness measured 8 micro-inches. The scratches were much finer than on the other axles and were aligned in the circumferential direction. No flattening of scratches or bearing material transfer was observed.
The examination of the 2 randomly chosen wheel sets revealed that corrosion pitting had developed on 3 of the 4 axle suspension bearing journal surfaces beneath the protective coating during storage. The pitting significantly increased the surface roughness. After removing the protective coating, the average recorded surface roughness of the pitted axle surfaces ranged from 37 micro-inches to 144 micro-inches.
Railway Locomotive Inspection and Safety Rules
TC Railway Locomotive Inspection and Safety RulesFootnote 3 (RLISR) require federal railways to report in-service suspension bearing failures. Under Section 35.3, in Part IV, Locomotive Filing Requirements, a railway company must file "an annual report, or as otherwise requested from a railway safety inspector, information concerning locomotives set off from a train en route because of suspension bearing failure and/or other equipment failures identified by equipment fault detection devices located along a railway system."
Records provided to TC by major Class 1 railways from 2006 to 2009 are summarized in Appendix C.
In addition to reporting requirements, TC prescribes minimum safety standards for locomotives operated by federally-regulated railways. Section 23.2, in Part III, Locomotive Inspection Requirements, defines inspection requirements for traction motor support bearings. It states, in part, that:
a railway company shall not place or continue in service a locomotive with a traction motor support bearing that shows evidence of: (a) signs of overheating; (b) loose or missing bolts; (c) oil leaking from reservoir; or (d) missing or defective reservoir filler cup, or drain plug not properly secured.
Inspecting suspension bearings to ensure they are safe and reliable requires access to the underside of the locomotive.
From 2006 to 2009, freight railways in Canada have reported 9 broken axles, 18 failed suspension bearings and one overheated bearing to TC (Appendix C) for an average of 7 events per year. In all but one case, the service failure was identified after critical component failure. VIA Rail has reported nearly twice as many events in the same time period. However, 44 out of 54 events (81%) were identified before bearing failure. There was 1 broken axle and no derailments.
There are no regulatory requirements that deal directly with locomotive maintenance shop practices, although safety management regulations address the need for all aspects of railway operations to implement safety management practices that can monitor performance and address the need for corrective actions. Since 2001, TC has not conducted inspections or audits of TDS locomotive traction motor storage, assembly or inspection protocols.
Wayside hot bearing detection systems
Unlike passenger locomotives, freight locomotives are not equipped with a heat sensor system to monitor traction motor suspension bearings. Some locomotive crews believe that a wayside hotbox detector (HBD) will alert them if a TM suspension bearing is in distress; however, wayside HBDs are aimed at the journal roller bearings mounted on the exterior of the wheels. While they may capture some elevated heat generated by a TM suspension bearing in distress, the heat source is shielded by the wheel plate and is therefore unlikely to produce alarm-level readings. The HBDs at Mile 147.0 and 164.5 of the Belleville Subdivision recorded elevated heat for wheels R1 and R3 on CP 4652, but it was much lower than alarm level.
CP's HBDs work as standalone stations: they are not networked so data from consecutive detectors cannot be compared to identify developing anomalies. In contrast, CN's HBD system is networked. The data is collected at a central point and used to identify failing journal roller bearings at an early stage of distress.
Oil sampling
Other Canadian railways have put in place safeguards to identify problematic bearings. For instance, VIA Rail implemented a protocol for the weekly sampling and testing of suspension bearing lubricating oil. If sample lead (Pb) content is between 100 and 149 parts per million (ppm), the oil is changed and the wicks, replaced. If sample Pb content is greater than 150 ppm, the TM combo is changed out.
Previous locomotive axle failures
CN derailment near Oakville, Manitoba (TSB report R92W0300)
On 18 December 1992, CN eastward freight train No. 218 derailed near Oakville, Manitoba, resulting in a DG release and the evacuation of the town. The Board determined that the derailment was caused by a locomotive axle failure resulting from inadequate lubrication of a TM suspension bearing. In consideration of the consequences associated with any kind of locomotive axle failure, the Board recommended that:
The Department of Transport urge all Canadian railways to implement heat detection systems on locomotive suspension bearings to warn crew members of failing bearings.
Transportation Safety Recommendation R94-08
In response, TC studied locomotive plain-type suspension bearing failures from Canadian and American railways and determined that the risk of a suspension bearing failure was very low. TC concluded that modifying the existing locomotive fleet with a suspension bearing heat detection system was not justifiable. Moreover, the current locomotive fleet equipped with friction suspension bearings will be eventually replaced with locomotives equipped with the newer style of roller suspension bearings. To facilitate risk monitoring, TC required that all federally regulated railways report each occurrence of a suspension bearing found to be overheating or failing while in service.
The TSB reassessed the recommendation in April 2009. By this time, about 66% of the Canadian freight locomotive fleet was equipped with roller type suspension bearings. In addition, the entire VIA Rail passenger locomotive fleet is equipped with either suspension bearing heat detection systems or roller type suspension bearings. To date, there has been no failure of any locomotive axle due to a roller suspension bearing overheat. In light of this information, the risk of locomotive axle failure was considered to be significantly reduced. The Board reassessed the response to Recommendation R94-08 as Fully satisfactory.
VIA Rail Canada derailment near Biggar, Saskatchewan (TSB report R97H0009)
On 03 September 1997, VIA Rail Canada Inc. (VIA) Train No. 2, travelling eastward at 67 mph, derailed at Mile 7.5 of the CN Wainwright Subdivision, near Biggar, Saskatchewan. Thirteen of 19 cars and the 2 locomotives derailed. Seventy-nine of the 198 passengers and crew on board were injured, 1 fatally and 13 seriously. Approximately 600 feet of main track were destroyed.
The investigation determined that the derailment immediately followed the fracture of the lead axle on the trailing locomotive. The axle fractured as a result of an overheated TM suspension bearing that failed due to a lack of lubrication. An onboard hot bearing monitoring system detected the overheated bearing 29 hours before the derailment and sounded an alarm. Various operating and maintenance employees attempted to diagnose the warning, but inadequate knowledge and training, coupled with miscommunication, led to the erroneous conclusion that the failure was in the warning system, and the crew disconnected it.
CP derailment near Hawk Lake, Ontario (TSB occurrence R01W0213)
On 01 December 2001, eastward CP train 346-046 derailed at the Hawk Lake siding, Mile 122.71 of the Ignace Subdivision. CP determined that the No. 1 locomotive axle, from CP 5802, the second locomotive, had broken on the bull gear side (L-1 position) suspension bearing area. The No. 2 TM bull gear side suspension bearing had severely overheated and the suspension bearing lube oil in the No. 4 TM appeared contaminated.
Locomotive CP 5802 was maintained for CP by GM at the TDS facility under a work service agreement. All 6 of CP 5802's TM combos were applied at TDS on 23 and 24 November 2001; the locomotive had been released into service on 26 November 2001 and the No. 1 wheel set axle failed 4 days later. Subsequent examination determined that corrosion in the axle suspension bearing journal area was likely a factor in No. 1 failure and No. 2 overheat. In both instances, randomly dispersed zones of corrosion measuring up to 2 inches in width and score marks of varying sizes were observed. Tear down inspections of the 4 other CP 5802 TM combos revealed varying degrees of corrosion and scoring on the axle suspension bearing journal areas.
To address this issue, the TSB issued Rail Safety Advisory Letter 01/02 on 18 January 2002 and stated that "TC may wish to review the manner in which locomotive axles and wheel set assemblies are handled, stored, reworked and inspected prior to their installation into locomotive traction motor assemblies." In response, TC noted that railway companies are required to annually document and file information concerning locomotives set off from a train enroute because of suspension bearing failure. CP advised TC that its maintenance regulation DL-12-01 was reviewed with GM at TDS and locomotive wheel set handling practices were reviewed to ensure compliance. TC officials were satisfied with CP's action and planned to follow up with a comprehensive safety audit at TDS in spring 2002. TM combo build-up and DL-12-01 procedures were not part of any subsequent TC safety audit.
Analysis
Neither train handling nor track condition was considered to be contributory in this accident. The report will focus on TM maintenance procedures and practices and the effectiveness of suspension bearing inspection and monitoring.
The accident
Recorded wheel slip indications suggest that the No. 1 axle likely broke near Mile 163.0. Upon approaching Oshawa, CP 4652 was trailing smoke and flames and had been in distress for at least 11 miles. Impact marks observed on the track infrastructure show that the wheel set first derailed at the Rundle Road grade crossing (Mile 167.10). The train continued on until CP 4652's No. 1 wheel set displaced and came into contact with the east Oshawa siding switch at Mile 174.41, causing the derailment of 4 locomotives and 27 cars.
The locomotive CP 4652 was on its first return trip since the TM combos were replaced at CP's TDS. TM combos are expected to last 250 000 miles in service, but the No. 1 axle broke after travelling roughly 500 miles and failure of the No. 3 axle was imminent. While plain type journal suspension bearing failures can be caused by a number of factors, the low service mileage since installation strongly indicates a deficiency in shop procedures.Footnote 4
The components of CP 4652 TMs Nos. 1 and 3 were exposed to high temperature. The presence of brass and lead material observed on the axle crack faces suggests that friction caused overheating and melting of the bearing and babbitt material permitting contact with the suspension bearing journal surfaces of axles No. 1 and 3. The quantity of oil and oil residue observed in the support bearing wick boxes suggests that initial oil quantity was not a factor. The oil quality, wick performance and alignment were all within manufacturer specifications. Therefore, the lubrication system was likely assembled and functioned as designed and the source of the friction was surface roughness in the axle journals due to corrosion pitting and abrasion sanding.
The pitting alone would have been sufficient to cause friction and rapid bearing failure at main track speeds. Contrary to company regulations, efforts were made to remove the corrosion by sanding the axle suspension bearing journal surface. However, the sanding may not have removed the root of the corrosion pits, leaving them exposed to service loads. Even after sanding, the finished surface roughness still remained 2 to 3 times the allowable limit. As soon as CP 4652 was placed into road service, the asperities of the rough axle suspension bearing journal surface penetrated the lubricating layer of oil and friction began to wear and melt the suspension bearing babbitt metal. Once the babbitt and bearing material melted, liquid metal penetrated the axle suspension bearing journal surface, which initiated liquid metal embrittlement cracking in the axles Nos. 1 and 3, and resulted in the catastrophic failure of axle No. 1. While axle No. 3 was only cracked, its failure was imminent.
During the investigation, a number of shortcomings with respect to shop procedures and practices for locomotive axles were identified. CP 4652 TM combos Nos. 1, 2 and 3 were built up using locomotive wheel sets which were stored outdoors on a dead end track where first-in, first-out practices were not followed. Therefore, as the axle shipments were received between January 2008 and October 2008, some axles from the earlier shipments were exposed to a corrosive environment for an extended period of time before being installed in a TM combo. Contrary to GM Maintenance Instructions and CP Locomotive Maintenance Regulations, the protective coating on stored locomotive wheel set axles was not monitored or maintained, which accelerated corrosion pitting on the axle surfaces. Although excessive corrosion pitting had developed on the axle suspension bearing journal surface, the axles were not rejected and were further damaged when abrasive paper was used to refinish the journal surface.
Quality control and supervision at Canadian Pacific Railway Toronto diesel shop
The observed variance between the company regulations and manufacturer instructions and the actual shop practices in the TM combo build-up indicates that the employee's knowledge of the recommended company regulations and manufacturer procedures was inadequate. It also indicates that the only training he had received more than 4 years ago did not convey the knowledge of those procedures, which in turn suggests that this was a long-term problem that was neither identified nor addressed by the company. In fact, shop staff and management were unaware of the detailed procedures documented in GM Maintenance Instructions and CP Locomotive Maintenance Regulations and these documents were not readily available on the shop floor. There was no record of inspection and quality control of completed work by either peers, process coordinators or managers and completed paperwork was not systematically signed off.
The failure to properly assess the critical role of axle suspension bearing journal surface in the service life of a TM combo is indicative of shortcomings in the quality control process. The adequacy of, and compliance with, existing standards and procedures, sign-off of completed work, and documentation of activities are key components of a robust quality control program. When quality control is robust, it ensures that procedures have been undertaken and applied in a consistent manner. Where company quality control practices are not robust, regulatory auditing and inspection activities present a last line of defence. However, the Railway Locomotive Inspection and Safety Rules do not address shop storage, handling and assembly practices. Since CP's TDS operations had not been audited by TC , the regulator was also unaware of shortcomings in shop practices. In the absence of adequate shop supervision, company quality control processes and regulatory audit, company management and regulators were unaware of the shortcomings at the CP TDS facility. As a result, non-compliance with safety-critical procedures was not identified and rectified.
This was not the first time there were TM combo problems at TDS. A similar situation occurred in 2001 when locomotive CP 5802 had all 6 TM combos replaced at TDS at the end of November and the No. 1 wheel set axle failed 4 days later. Examination determined that corrosion in the axle suspension bearing journal area was likely a factor in the failure of the No.1 axle and the No. 2 overheat. Tear down inspections of the 4 other CP 5802 TM combos also revealed varying degrees of corrosion and scoring on the axle suspension bearing journal areas. Since about 66% of the Canadian freight locomotive fleet is equipped with roller type suspension bearings and the entire VIA Rail passenger locomotive fleet is equipped with either suspension bearing heat detection systems or roller type suspension bearings, the overall industry risk of locomotive axle failure as a result of suspension bearing overheat is considered to have been reduced since the early 1990s. However, when localized company shop practices and quality control activities are deficient, the risk of locomotive axle failure and derailment is increased.
Vigilance and CROR Rule 111 reliability
In the miles approaching Oshawa, CP 4652 was in obvious distress. CROR Rule 111(c) requires crews to "make frequent inspections of both sides" of their train "to ensure that it is in order". There were at least 4 instances in the last 10 miles when the crew had the opportunity to observe the back of their train in the sweeping left hand curves approaching Oshawa and detect the fire and smoke coming from the No. 1 and No. 3 TM. Even though the traction motors were on fire for more than 11 miles, the crew did not become aware that their train was in distress and did not take preventative action.
When a train enters a densely populated urban area, train crews tend to be more cautious upon approaching level crossings in urban areas and become more attentive to people entering the right-of-way. In addition, crews are required to identify and communicate each signal. Therefore, a crew's visual and mental attention may be focused on the track ahead of them, rather than behind. When people perform more than one task at the same time, the performance on at least one of the tasks often declines. If a number of the tasks make use of the same sense, then performance is further reduced. Therefore, when train crews perform multiple concurrent tasks while traversing a densely populated urban area, CROR Rule 111(c) may not always be performed consistently and therefore cannot be consistently relied upon to detect anomalies in the rear of a train consist.
Onboard and wayside bearing inspection and monitoring
The progressive failure of TM Nos. 1, 2 and 3 on CP 4652 began soon after the TMs were placed in road service. The overheating could not be detected because, unlike passenger locomotives, freight locomotives are not equipped with onboard suspension bearing heat sensors. The onus is therefore placed on the operating crews and wayside employees to identify defective bearings; however, they are seldom able to catch a bearing that is not already in an advanced stage of failure (i.e. grinding, on fire and smoking). In freight service, safety issues related to overheated suspension bearings are typically identified only after a bearing has overheated or an axle has failed.
Other railways have put in place safeguards to identify problematic bearings before catastrophic failure. For instance, VIA Rail has implemented onboard suspension bearing monitoring as well as a protocol for weekly sampling and testing of suspension bearing lubricating oil. CN has an integrated HBD system and collects data at a central point which can be used to perform real time trending and identify failing wheel journal bearings at an early stage. While wayside inspection systems are not currently designed to identify overheating suspension bearings, additional sensors could be incorporated into existing systems to perform this function. Other already installed locomotive systems such as wheel slip or pinion slip detection systems may also be calibrated to alert a crew to an advanced stage suspension bearing failure. Without wayside technology or onboard systems capable of detecting an overheated suspension bearing at an early stage of distress, locomotives that use plain-type suspension bearings have an increased risk of a catastrophic axle failure and derailment.
Canadian Pacific Railway traction motor overheat reports
CP's Incident Investigation and Analysis group determines the causes and contributory factors of failed axle or suspension bearing components and forwards reports to the respective operational group for furtherance. In this instance, even though multiple failures of TM combos built at CP's TDS were identified and reported on, at the time of the occurrence there were no directives issued by CP head office, no monitoring of shop maintenance records nor audit of the staff to ensure follow-up with corrective action. Without a suitable process to ensure follow up with corrective action, valuable investigation findings are not used and best practices are not shared between locomotive shop facilities to mitigate the risk of accidents.
VIA Rail oil sampling
From 2006 to 2009, freight railways in Canada have reported 9 broken axles, 18 failed suspension bearings and 1 overheated bearing to TC , for an average of 7 events per year. In all but 1 case, the service failure was identified after critical component failure. In contrast, VIA Rail has reported nearly twice as many events in the same time period. However, because of its weekly protocol of sampling and testing suspension bearing lubricating oil, 44 out of 54 events (81%) of the events were identified before bearing failure. Therefore, it appears that VIA Rail's oil sampling protocol reduces the potential of plain type suspension bearing overheat and the commensurate potential for catastrophic axle failure.
Findings
Findings as to causes and contributing factors
- The No. 1 axle on locomotive CP 4652 likely broke near Mile 163.0. The train continued on until Canadian Pacific Railway 4652's No. 1 wheel set displaced and came into contact with the east Oshawa siding switch at Mile 174.41 causing the derailment of 4 locomotives and 27 cars.
- Due to non-conforming asperities on axle surfaces, the lubrication system broke down and the resulting friction produced heat sufficient to cause bearing breakdown and meltdown.
- Once the babbitt and bearing material melted, liquid metal penetrated the axle suspension bearing journal surface, which initiated liquid metal embrittlement cracking in the axles Nos. 1 and 3, and resulted in the catastrophic failure of axle No. 1.
- Canadian Pacific Railway 4652 TM combos Nos. 1, 2 and 3 were built up using locomotive wheel set assemblies that were stored outdoors on a dead end track where first-in, first-out practices were not followed. As a result, some wheelsets were exposed to a corrosive environment for an extended period of time.
- The protective coating on stored locomotive wheel set axles was not monitored or maintained, which accelerated corrosion pitting on the axle surfaces.
- Although excessive corrosion pitting had developed on the axle suspension bearing journal surface, the axles were not rejected and were further damaged when abrasive paper was used to refinish the journal surface.
- In the absence of adequate shop supervision, company quality control processes and regulatory audit, company management and regulators were unaware of the shortcomings at the Toronto Diesel Shop facility. As a result, non-compliance with safety-critical procedures was not identified and rectified.
- Even though CP 4652 traction motors No. 1 and No. 3 were on fire for more than 11 miles, the crew did not become aware that their train was in distress and did not take preventative action.
Finding as to risk
- When local company shop practices and quality control activities are deficient, the risk of locomotive axle failure and derailment is increased.
- When train crews perform multiple concurrent tasks while traversing a densely populated urban area, CROR Rule 111(c) may not always be performed consistently and, therefore, cannot be consistently relied upon to detect anomalies in the rear of a train consist.
- Without wayside technology or onboard systems capable of detecting an overheated suspension bearing at an early stage, locomotives that use plain-type suspension bearings run an increased risk of a catastrophic axle failure and derailment.
- When no suitable process to ensure follow-up with corrective action is in place, valuable investigation findings are not used and best practices are not shared between locomotive shop facilities to mitigate the risk of accidents.
Other findings
- While axle No. 3 was only cracked, its failure was imminent.
- Wayside inspection systems are currently not designed to identify overheating suspension bearings.
- VIA Rail's oil sampling protocol reduces the potential of plain type suspension bearing overheat and the commensurate potential for catastrophic axle failure.
Safety action
Action taken
In November 2010, the TSB issued a Rail Safety Advisory Letter (RSA) 05/10 to Transport Canada (TC ) and Canadian Pacific Railway (CP) concerning locomotive maintenance and quality assurance practices at the Toronto Diesel Shop. The RSA documented a total of 10 suspension bearing overheat/broken axle events involving traction motors (TM) built up at the Toronto Diesel Shop.
Action Taken by Transport Canada
TC responded that in January and February 2010, CP conducted a comprehensive review of the TM combo build-up procedures. As a result of the review:
- Locomotive wheel sets are now stored inside at all CP locomotive facilities.
- A comprehensive job aid and training document outlining all the activities associated with the build-up of a traction motor and wheel set assembly is expected to be developed and rolled out in 2011.
- TC will continue to follow up with CP on these and other corrective measures.
TC rail safety inspectors will monitor CP traction motor and wheel set build-up processes over the short term when on site to conduct normal inspections.
Action taken by Canadian Pacific
Since this incident, CP Toronto Diesel Shop staff have been re-familiarized with applicable maintenance instructions on TM combo build-up.
CP is also undertaking improvements in training documentation specific to TM combo building. A draft job aid and training document has been completed; the final package will be rolled out to the field in the near future.
In 2010, CP re-aligned its operations organization to improve accountability and functional alignment. During this process, a general manager, Locomotive Reliability Centres, position was established at the head office level. This position has specific accountability for the operation of 5 Canadian locomotive maintenance facilities (Calgary, Moose Jaw, Winnipeg, Toronto and Montréal). In addition to production and productivity-related accountability, the general manager is also responsible for ensuring compliance with applicable standards, practices and regulations that govern CP's locomotive maintenance activities.
In January 2011, CP hired a continuous improvement specialist. The duties of this specialist include auditing shop practices and following up on system directives and corrective actions.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on .
Appendices
Appendix A – Glossary
- AAR
- Association of American Railroads
- AC
- alternating current
- °C
- Celsius
- cm
- centimetre(s)
- CN
- Canadian National
- CP
- Canadian Pacific Railway
- CROR
- Canadian Rail Operating Rules
- CTC
- Centralized Traffic Control System
- DC
- direct current
- ERP
- Emergency Response Procedures
- F
- Fahrenheit
- GM
- General Motors
- HEP
- Head-End Power
- kg
- kilogram(s)
- km
- kilometre(s)
- LME
- liquid metal embrittlement
- m
- metre(s)
- mm
- millimetre(s)
- mph
- mile(s) per hour
- psi
- pound(s) per square inch
- RAC
- Railway Association of Canada
- RTC
- rail traffic controller
- TC
- Transport Canada
- TDS
- Toronto Diesel Shop
- TSB
- Transportation Safety Board of Canada
- UTC
- Coordinated Universal Time
- VIA Rail
- VIA Rail Canada Inc.
- °
- degrees
Appendix B – Suspension bearing failures 2005-2009
| Locomotive | Date applied | Date failed | Days since applied | Build location | Failed motor # | Derailed? |
|---|---|---|---|---|---|---|
| CP5664 | 12 Apr 2005 | 4 May 2005 | 22 | Toronto (TDS) | 3 | Yes |
| CP3108 | Jun 2001 | 5 Jan 2005 | ~1300 | Moose Jaw | 1 | Yes |
| CP5749 | 28 Jun 2005 | 3 Jul 2005 | 5 | St Luc | 2 | Yes |
| CP5920 | 18 Mar 2005 | 27 Jul 2005 | 131 | WDRF | 2 | |
| CP6015 | 7 Aug 2005 | 30 Sep 2005 | 54 | WDRF | 2 | |
| CP9021 | 24 Oct 2005 | 29 Jun 2006 | ~180 | WDRF | 1 | |
| CP6028 | 19 Sep 2006 | Unknown | WDRF | 4 | Yes | |
| CP6043 | 18 Oct 2006 | 23 Oct 2006 | 5 | Moose Jaw | 4 | Yes |
| CP9013 | 3 Mar 2005 | 4 Apr 2005 | 33 | Alstom | 5 | Yes |
| CP5962 | ? | 10 Jan 2007 | Unknown | Unknown | 4 | |
| CP4107 | 23 Jan 2007 | 11 Feb 2007 | 19 | Alstom | 3 | |
| CP5801 | 5 Apr 2007 | 21 Apr 2007 | 16 | WDRF | 6 | |
| CP5830 | ? | 26 Sep 2007 | Unknown | Unknown | 2 | |
| CP9018 | 21 Dec 2007 | 23 Dec 2007 | 2 | WDRF | 2 | Yes |
| CP4657 | 18 Feb 2008 | 7 Mar 2008 | 17 | TDS | 3 | |
| CP6041 | 24 Jul 2008 | 28 Jul 2008 | 4 | WDRF | 3 | |
| CP4652 | 19 May 2009 | 5 Jun 2009 | 17 | TDS | 1,3 | Yes |
| CP5749 | 27 Feb 2009 | 28 Aug 2009 | ~180 | TDS | 1 | |
| CP6604 | ? | 28 Sep 2009 | Unknown | Unknown | 6 | |
| CP5932 | 29 Jun 2009 | 10 Oct 2009 | ~104 | TDS | 5 | |
| CP3024 | June 2009 | 30 Oct 2009 | ~120 | TDS | 2 | |
| CP3070 | ? | 2 Dec 2009 | Unknown | Unknown | 2 |
Source: Canadian Pacific Railway
Appendix C – TC Reported Failures 2006-2009
Failures reported according to Railway Locomotive Safety and Inspection Rule 35.3.
Year |
Railway |
Broken Axle |
|||
2006 |
CN |
2 |
1 |
0 |
0 |
2007 |
CN |
1 |
1 |
0 |
0 |
2008 |
CN |
1 |
1 |
0 |
0 |
2009 |
CN |
0 |
1 |
0 |
0 |
2006-09 |
CN Total |
4 |
4 |
0 |
0 |
2006 |
CP |
2 |
2 |
0 |
0 |
2007 |
CP |
1 |
4 |
0 |
0 |
2008 |
CP |
1 |
1 |
0 |
0 |
2009 |
CP |
1 |
6 |
1 |
0 |
2005-09 |
CP Total |
5 |
13 |
1 |
0 |
2006 |
VIA |
0 |
3 |
1 |
5 |
2007 |
VIA |
0 |
4 |
4 |
15 |
2008 |
VIA |
0 |
1 |
1 |
10 |
2009 |
VIA |
1 |
1 |
2 |
6 |
2006-09 |
VIA Total |
1 |
9 |
8 |
36 |