Main-track derailment
Canadian Pacific Railway
Freight train 220-24
Mile 105.1, MacTier Subdivision
Buckskin, Ontario
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
On 26 January 2011, at approximately 0310, Eastern Standard Time, as Canadian Pacific Railway (CP) freight train 220-24 was travelling southward at about 45 mph, one of its cars derailed at Mile 105.1 of the CP MacTier Subdivision, near Buckskin, Ontario. The train continued on to the Buckskin north siding switch at Mile 103.7 where an additional 20 cars, including dangerous goods tank car PROX 33743, loaded with non-odorized liquefied petroleum gas (UN 1075), derailed. Some of the derailed cars side-swiped northbound CP freight train 221-25, which was stationary in the Buckskin siding, derailing its lead locomotive, and damaging the second locomotive and the first 9 cars on train 221. As a precaution, 15 families from the nearby area were evacuated. There were no injuries and no loss of product.
Ce rapport est également disponible en français.
Factual information
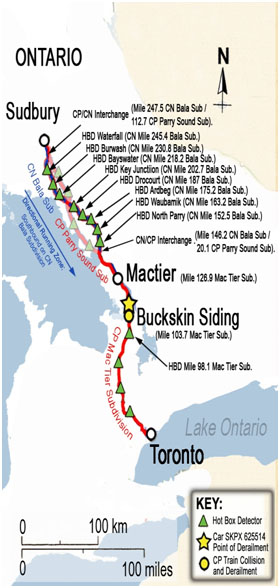
Canadian Pacific Railway (CP) and Canadian National (CN) operate parallel trans-continental rail routes throughout the area. Under a bidirectional running agreement, both railways operate primarily empty trains northbound on CP track between Mile 20.1 and Mile 112.7 of the Parry Sound Subdivision, and loaded southbound trains on CN track between Mile 146.2 and Mile 247.5 of the CN Bala Subdivision, respectively (see Figure 1).
On 26 January 2011, northbound CP freight train 221-25 (train 221) was en route from Toronto to Sudbury, Ontario. It comprised 2 head-end locomotives and 31 empty freight cars, weighed 1367 tons and was 2013 feet in length. The crew was familiar with the territory, met fitness and rest standards and were qualified for their positions. At about 0300,Footnote 1 train 221 pulled into the siding at Buckskin, Ontario and stopped (Mile 103.0 of the MacTier Subdivision) to clear the main track for the passage of southbound CP freight train 220-24 (train 220).
On 25 January 2011, at approximately 1715, CP freight train 220 departed Sudbury, destined for Toronto. Train 220 consisted of 3 locomotives, 43 loaded cars and 19 empty cars. It weighed 6482 tons and was 4382 feet in length. At Mile 112.7 of the Parry Sound Subdivision, train 220 transferred to Mile 247.5 of the CN Bala Subdivision. While proceeding on the Bala Subdivision, train 220 passed over 8 CN hot bearing detectors (HBD).Footnote 2
There were no alarm level thresholds recorded for any of the cars on train 220. HBD readings for the train are summarized below:
| Location | Mile | East Rail (mm) | Train East Rail Avg. (mm) | West Rail (mm) | Train West Rail Avg. (mm) | Low Level Alert | Alarm |
|---|---|---|---|---|---|---|---|
| Waterfall | 245.4 | 3.8 | 2.8 | 3.8 | 2.7 | no | no |
| Burwash | 230.8 | 5.4 | 3.7 | 7.4 | 3.6 | no | no |
| Bayswater | 218.2 | 5.5 | 3.8 | 6.2 | 3.6 | no | no |
| Key Junction | 202.7 | 4.9 | 3.6 | 8.7 | 3.9 | yes | no |
| Drocourt | 187.0 | 6.0 | 4.3 | 7.5 | 4.1 | no | no |
| Ardbeg | 175.2 | 6.1 | 4.1 | 8.7 | 3.9 | yes | no |
| Waubamik | 163.2 | 5.3 | 3.5 | 8.7 | 3.4 | yes | no |
| North Parry | 152.5 | 5.5 | 4.1 | 8.9 | 4.1 | yes | no |
For 4 of the last 5 CN HBDs that train 220 encountered on the Bala Subdivision, the L4 roller bearing on car SKPX 625514 recorded readings that initiated a low level alert. CN low level alerts are below HBD alarm threshold levels, and do not require any action. Although the HBD system records the low level alert, it does not always generate an automatic alarm message to the CN RTC Mechanical Technician ( RTCMech) in Edmonton, Alberta.
At 0156, the train crossed back on to CP trackage (Mile 20.1 of the CP Parry Sound Subdivision) at Mile 146.2 of the Bala Subdivision. The CN low level alerts were not communicated, nor required to be communicated, to either the train crew or CP. At about 0230, the train stopped for a crew change in MacTier, Ontario (Mile 0.0 of the Parry Sound Subdivision and Mile 126.9 of the MacTier Subdivision). The inbound crew conducted a pull-by inspection on train 220 with no exceptions noted. The outbound crew was familiar with the territory, met fitness and rest standards and were qualified for their positions. At about 0240, train 220 departed southward on the MacTier Subdivision. The next HBD that train 220 was scheduled to encounter was located at Mile 98.1 of the CP MacTier Subdivision.
At approximately 0315, train 220 approached the Buckskin siding at Mile 103.7 of the MacTier Subdivision. Train 221 was in the siding, clear of the main track when its crew observed that a car on train 220 was derailed. Train 221's crew immediately made an emergency radio broadcast and tried to exit the locomotive cab. However, both cab doors were in the path of the derailing train which prevented its crew from exiting. Train 221's crew took cover in the cab where they remained until train 220 came to a stop. Train 220's crew initiated an emergency brake application at 0315:32, while in throttle 2, travelling at a speed of >44 mph. The train came to a stop at 0316:36.
There were no injuries, and no loss of product. At the time of the derailment, there was light snow falling, a temperature of −40°C and light northerly winds.
Emergency response
CP's Field Manager of DG (FMDG) was called at about 0400 and responded to the occurrence from Montreal, Quebec. The FMDG then contacted and deployed CP's trained and qualified Emergency Response (ER) contractors and provided direction while enroute to the occurrence site.
Derailed car PROX 33743 (45th car on train 220), a loaded dangerous goods (DG) tank car containing non-odorized liquefied petroleum gas (UN 1075), sustained damage to its outer jacket. Frosting on the jacket was observed, which indicated that it may be leaking. The first contractor arrived on-scene at about 0830 and conducted a preliminary visual inspection of PROX 33743 which revealed that there was no leak. Upon the arrival of the second contractor, a second instrumented assessment of the car was conducted. This assessment also confirmed that there was no leak. This information was relayed to the enroute FMDG. As a precaution, the FMDG requested that the hot zone be maintained until his arrival. An 800 meter exclusion zone was then set up and 15 families were evacuated.
The site was declared safe about 9 hours after the derailment and residents were allowed to return home.
Site information
A total of 21 cars on train 220 (27th to 47th cars) had derailed. The lead truck of the lead locomotive on train 221 was also derailed. The 27th to 29th cars had remained coupled to the head-end of train 220 and had side swiped the locomotives and first 9 cars of train 221, which was stationary in the siding. The 30th to 47th cars on train 220 came to rest in various positions in the vicinity of the Buckskin North siding switch (Mile 103.75). Inspection revealed that the L4 roller bearing in the trailing truck of train 220's 27th car (freight car SKPX 625514), a covered hopper car with a 286 000 gross rail load (GRL) capacity loaded with grain, had failed. Subsequently, the L4 axle journal had burnt off (BOJ) and separated from the axle (see Photo 1).

Impact marks were observed on the track ties extending northward from the derailment area to a snowmobile crossing located at Mile 105.1. The severed axle journal stub was located at Mile 110.45. Between Mile 105.1 and Mile 110.45, various roller bearing components were strewn about the railway right of way.
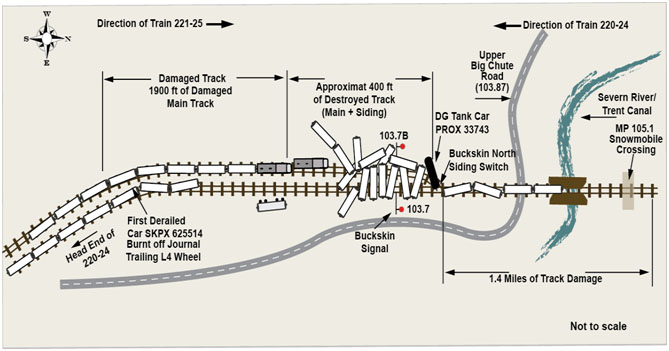
About 400 feet of track, including the Buckskin Siding north turnout and signal structures, were destroyed. Approximately 1900 feet of track in the area of the accident and 1.4 miles of the main track approaching the siding was damaged (see Figure 2).
The No. 3 and No. 4 wheel sets from SKPX 625514 were sent to CP's Test Department for a joint teardown inspection with Transporation Safety Board (TSB) personnel.
Subdivision and track information
The CP Parry Sound Subdivision consists of a single main track that extends southward from Romford, Ontario (Mile 121.7) to MacTier (Mile 0.0). The southernmost CP HBD on the Parry Sound Subdivision is located at Mile 26.0. The CP MacTier Subdivision consists of a single main track that extends southward from MacTier (Mile 126.9) to Osler, Ontario (Mile 0.0). For trains travelling southward from MacTier, the first CP HBD encountered is located at Mile 98.1. Train movements in the derailment area are governed by the Occupancy Control System as authorized by the Canadian Rail Operating Rules (CROR) and supervised by a Rail Traffic Controller (RTC) located in Montréal, Quebec. The track is Class 4 according to Transport Canada (TC) approved Railway Track Safety Rules (TSR). The maximum speed permitted is 50 mph for expedited intermodal freight trains. Rail traffic through this location consists of approximately 29 freight trains per day with an annual tonnage of about 30 million gross tons.
Throughout the derailment area, the track consists of 115 pounds. continuous welded rail. The rail was laid on 14 inch tie plates, secured to hardwood ties with 6 spikes per tie, with every second tie box–anchored. The ballast consisted of crushed rock and slag. The cribs were full and the shoulders extended from 12 to 24 inches beyond the end of the ties. Between Mile 105.1 and Mile 103.7, the track descends gradually in the southward direction.
Track inspections were performed regularly in accordance with the TSR. During the most recent inspections, no track anomalies had been observed at this location. The Buckskin siding is 7650 feet long and runs parallel to the west side of the main track between Mile 103.75 and Mile 102.15.
Wheel set and roller bearing assemblies
Wheel sets are assembled in compliance with the Association of American Railroads (AAR) Manual of Standards and Recommended Practices (MSRP), Section G, Part II. The MSRP sets forth the minimum manufacturing standards for practices related to wheel set manufacturing and reconditioning. Wheel set assemblies consist of 2 wheels, which are bored and pressed onto an axle wheel seat, and 2 roller bearing assemblies pressed onto the axle journals. Once the wheels are mounted, the wheel mount date and shop identifier are stamped on the outboard hub of one of the wheels. Then, roller bearing assemblies are mounted on the axle journals.
During wheel set assembly, new roller bearings are only matched with new roller bearings, while reconditioned roller bearings are matched with reconditioned roller bearings made by the same manufacturer. Reconditioned roller bearings account for the majority of roller bearings in service today.
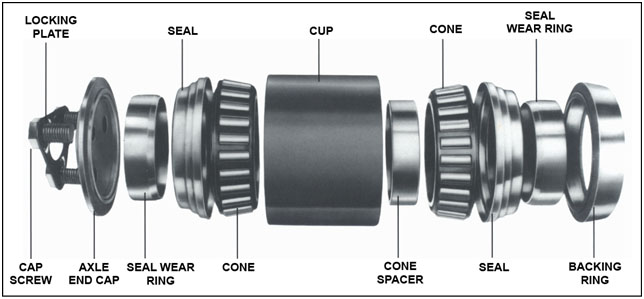
A roller bearing assembly consists of an outer cup which houses 2 tapered roller cone assemblies separated by a spacer. Each roller assembly consists of a raceway, rollers and a cage. Inboard and outboard seals, seal wear rings, a backing ring and an end cap complete the roller bearing assembly (see Figure 3). The cup, rollers and cones are case hardened with precision finishes for the closely matched mating surfaces.
The cage is essentially a spacer that retains the rollers in place within the cone assembly. In the case of the failed L4 roller bearing from SKPX 625514, the cage was punched (cold formed) from a sheet of low carbon malleable steel.
The entire assembly is pressed on an axle journal, seated against the axle journal fillet radius and it is retained by an end cap, secured to the end of the axle, with 3 cap screws fixed in place by a locking plate.
AAR MSRP, Section G, Part II, Rule 1.8.6.2 states (in part) that roller bearing locking plates shall be stamped or legibly etched with the following information:
- N = if new, and (mm/yy) indicating month and year of bearing manufacture (same as stamped on the outside of the cup) as well as company and shop identification marks of mounting shop.
- R = if reconditioned, and (mm/yy) indicating month and year of bearing reconditioning, as well as company and shop identification marks of reconditioning shop.
For wheel sets that have wheels and bearings mounted at the same time, in new or remount assemblies, the locking plate information closely matches the wheel press-on information. For wheel sets that have been reconditioned through a wheel shop and have had wheel treads re-profiled and/or roller bearings replaced, the locking plate information will not match the wheel mount information.
In some cases, AAR maintenance advisories and recalls require railways to inspect the roller bearing locking plates in order to identify potentially defective wheel set components and remove them from service.
Roller bearing reconditioning standards
Approximately one million new or reconditioned bearings are mounted each year by North American railways. Roller bearings are assembled in compliance with the AAR MSRP, Section H-II, Roller Bearing Manual, which sets forth the minimum standards for roller bearing manufacturing and reconditioning. Roller bearing reconditioning comprises the disassembly, cleaning, inspection, repair (if necessary), and reassembly of the roller bearing.
Roller bearings are designed to last the life of the wheel set without additional lubrication or maintenance. The AAR does not require roller bearings to be removed for any age or mileage criteria. However, when a wheel set is removed from service for any reason, the roller bearings must be removed, inspected and reconditioned in accordance with the AAR MSRP, Section H-II Manual.
For new roller bearings applied to the same wheel set, manufacturing dates generally match within a month or so of each other. For reconditioned roller bearings applied to the same wheel set, reconditioning dates are generally close.
Rule 1.8 states that:
- “When bearing failure occurs as a result of overheating, a roller bearing failure report (AAR Form MD-ll), which includes an assigned cause code, must be completed and forwarded to the AAR. The outer ring of overheated bearings must be properly identified. The complete roller bearing wheel assembly may be forwarded to a point designated by the railroad removing the assembly for inspection to determine the cause of overheating.”
Rule 1.15.5 describes limits for Fatigue Cracks, Fatigue spalling or flaking. It states (in part) that:
- Minute cracks in load-carrying surfaces that are a first indication of metal failure should be ground out to preclude spalling. Fatigue spalling or flaking originates as minute fatigue cracks, and eventually pieces of metal drop out. This occurs in the roller path of inner (cones) and outer (cups) rings and in the roller surface. The following are prohibited from entering service:
- Rollers with spalls or cracks.
- All unrepaired spalls on the inner and outer ring raceway.
- Repaired spalls greater than 3⁄8 inch on any side by 1⁄8 inch deep.
- More than 2 repaired spalls in a 2 inch circumferential section of the raceway.
- A bridge or separation less than 3⁄16 inch long between any 2 repaired spalls.
- Total number of repaired spalls exceeding six in any raceway.
Spalls on the cup and cone raceways are permitted to be repaired in accordance with approved methods, provided that the repaired spalls measure less than 3⁄8 inch on any side by 1⁄8 inch deep. Repaired spalls (old or new) must be marked with a suitable scribing tool in a location near the spall, but not on the raceway, by the approved shop performing the repair. For the cone, the repairs must be marked on the large diameter end face.
Rule 3.7.2.2 states (in part) that:
- For Class F roller bearings (6 1⁄2 X 12), the average cone bore diameter for cone assemblies applied to the inboard and outboard bearing location must not exceed 6.1870-6.1880 inch and 6.1870-6.1885 inch, respectively.
Roller bearing L10 fatigue and service life
According to the standard, roller bearing components can be used indefinitely, provided they meet reconditioning criteria. In practice, roller bearings and their components have a finite life, which is defined by fatigue. Predictions of roller bearing laboratory fatigue life, otherwise known as L10 life,Footnote 3 are extremely accurate and the cause of laboratory failure is always material fatigue. For a given population of identical bearings, 90% will meet or exceed their predicted life, and 10% will fail before reaching it.
L10 fatigue life is defined as a calculated life (amount of hours, miles, etc.) when a group of identical new roller bearings operating under controlled laboratory conditions will first show evidence of fatigue spalling. During testing, the development of a spall that measures about 0.01 square inches on a cup raceway, cone raceway or roller is defined as a laboratory failure.
In the field, other factors are known to negatively affect service life, and roller bearing failure itself is not limited to fatigue spalling. For example, cone rotation on the axle journal is one of a number of recognized causes of roller bearing failure. AAR overheated roller bearing data for 2008 – 2010 identified that the following defects account for over 90% of confirmed overheated roller bearing failures:
| Percent of confirmed roller bearing failures |
Cause |
|---|---|
| 31.9 | Fatigue spalling |
| 25.8 | Water etching |
| 14.6 | Mechanical damage |
| 10.9 | Loose bearing |
| 4.6 | Adapter defect |
| 3.7 | Wheel defect |
There is a difference between the small fatigue spall that defines bearing Ll0 life in laboratory testing and the spalling that determines the end of bearing life in railway service. For this reason, the AAR reconditioning standards allows the repair of spalls on raceways within certain limits. However, a small fatigue spall that requires repair during reconditioning is still an indicator that the bearing is beginning to fail in fatigue. In addition, a repaired spall on a raceway significantly increases the contact stress in the vicinity of the repair and also introduces a stress riser at the edge of the repair. When the roller is directly over a repaired spall, there is less raceway surface supporting the load.
It is recognized in the industry that repaired spalls have a negative effect on bearing life when compared to raceways with no repaired spalls. For example, a raceway with one 3⁄8 inch repaired spall has a calculated life of only 36.5% of a new or undamaged raceway. While the calculated life would be greater for repaired spalls of a smaller dimension, there is no defined L10 predictive life for reconditioned roller bearings.
Teardown Examination of SKPX 625514 No. 3 and No. 4 Wheel sets
On 10 March 2011, a joint teardown inspection was performed on the no.3 and no. 4 wheel sets from car SKPX 625514 at CP's Test Department. Wheel set data and markings were recorded (see Appendix A). The following observations were made.
Failed No.4 wheel set
The 36" wheels were manufactured by Griffin Wheel in May 1994 (L-4) and March 1994 (R-4), respectively. The wheels were mounted on the axle by CP at its wheel shop located in Winnipeg, Manitoba (CPW) in May 1994. The CP wheel shop has since been subcontracted to Progress Rail (PRWW). Both wheel treads were in good condition with no defects noted. Both roller bearings were originally manufactured by Brenco.
The locking plates for both the L-4 and R-4 bearings were stamped 00 11 PRWW, which indicates that the roller bearings were reconditioned by Progress Rail in 2011. However, a review of historical Progress Rail wheel set data revealed that the locking plate was stamped incorrectly. In fact, the wheels were turned and the 6 ½ x 12 roller bearings were reconditioned and mounted in November 2000.
The L-4 axle journal had burnt off the axle approximately 4 inches from the axle journal fillet radius. The remaining axle journal profile was typically conical in shape tapering down to a 4 inch diameter at the point of separation. All remaining L-4 bearing components were severely heat discoloured, smeared, and plastically deformed (see Photo 2). Heavy spalling was observed on the inboard cup raceway. The corresponding cage, rollers and all seals lips were destroyed (see Photo 3). The outboard cone assembly, spacer and both seal casings remained fused to the cup through the load zone.


The mate bearing's (R-4) cup raceways were indented and the inboard cup raceway exhibited 3 minor spalls and 7 brinells, none of which were condemnable. A 4 inch long by ½ inch wide section of the inboard cup flange was broken and several additional cracks were observed. The cup flange fracture and cracks were consistent with some form of impact and considered to be post derailment damage. The inboard seal lips were worn past condemning limits.
No. 3 wheel set
The 36" wheels were manufactured by Griffin Wheel, in September 2010, and mounted by PRWW in November 2010. Both wheel treads were in good condition with no defects noted. Both 6 ½ x 12 inches roller bearings were originally manufactured by Timken. Both roller bearing locking plates were stamped 10 10 PRWW, which indicates that they were reconditioned by Progress Rail in October 2010.
Slight indentations were observed on the L-3 cup raceways, rollers and inboard cone raceway. The outboard cup flange was broken and cracked, consistent with some form of impact and considered to be post derailment damage. The inboard cone raceway exhibited 1 repaired spall. Both cone bores were slightly oversized (6.189 inches) and the axle journal was slightly undersized (6.190 inches). Both seals were in good condition.
The mate bearing's (R-3) cup raceways, rollers and cone raceways were indented. Minor etching was observed on the outboard rollers. The inboard cone raceway displayed 4 repaired spalls. Both cone bores were slightly oversized (6.189 inches). The seals were in good condition.
Wayside inspection and hotbox detector systems
Railway freight cars are visually inspected in accordance with TC's approved Railway Freight Car Inspection and Safety Rules. Visual pre-departure and en route inspections were conducted for train 220 with no exceptions noted for car SKPX 625514. To supplement freight car visual inspections, railways have equipped the rail network with electronic wayside inspection systems (WISs) to assess the condition of rolling stock equipment while en route.
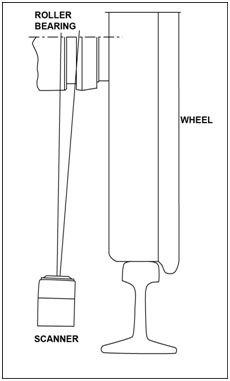
WISs are typically spaced 15 to 30 miles apart along main-line track. Each WIS normally includes a hot bearing detector, otherwise known as a hotbox detector (HBD), a hot wheel detector, and a dragging equipment detector. An HBD scans each roller bearing for heat as the train passes over an infrared sensor (see Figure 4). The sensors measure and record bearing temperature in millimetres (mm) with each mm of heat equating to 12° Fahrenheit (F) above ambient temperature. Because there are no regulatory requirements for HBDs, each railway establishes and maintains its own system and alarm thresholds for overheated roller bearings.
CP hotbox detector system
CP HBDs are stand-alone units spaced about 20 to 30 miles apart. The HBDs are equipped with finite memory and operate independently with no network connections to each other or to the RTC. The bearing temperature data is stored locally at each HBD. The data is only retained for a few days before being overwritten. CP HBDs utilize a “talker” system of automated voice messages. When an alarm occurs, a one-second alert tone is immediately transmitted from the HBD to the train crew on the radio standby channel designated for the Subdivision. After the entire train has passed over the detector, an automated voice message identifying the defect type and location is transmitted in the same manner. This message sequentially lists all defects from the head end of the train. When no alarms occur, a “no alarm” voice message is broadcast.
CP has established the following HBD alarm thresholds (above ambient temperature) for roller bearings:
- Hot Box Alarm = 18 mm or 216°F.
- Hot Differential end to end = 10 mm or 120°F.
When a CP train crew is alerted to an HBD alarm, the train is brought to a controlled stop for inspection. If a hot roller bearing is confirmed, the car is set out immediately at the next available location. If no hot bearing is identified, the train can proceed. However, if the same bearing triggers a second consecutive alarm at the next HBD, the car is set out immediately.
CN Hotbox Detector System
CN HBDs are spaced about 15 to 25 miles apart and are interconnected to a network that allows it to access roller bearing temperature data through a centralized control centre that is staffed 24 hours a day by RTCs and RTC Mechanical Technicians (RTCMechs). Roller bearing temperature readings that produce a “Hot” bearing alarm activate a field talker to notify the train crew. In these situations, the RTCs and RTCMechs receive pop-up alarms on their computers.
The RTC confirms the receipt of the alarm with the train crew and the train is brought to a controlled stop for inspection. The crew reports back to the RTC with inspection results and the RTC communicates the inspection results to the RTCMech. The RTCMech records the inspection results and updates the car history. “Hot” alarms over 2 consecutive HBDs results in automatic setout of the suspect wheel set, regardless of crew inspection results. CN has established the following “Hot”alarm thresholds for roller bearings:
- Hot Box Alarm = 15 mm or 174°F.
- Hot Differential end to end = 8 mm or 104°F.
CN bearing data can be trended and stored in perpetuity. In addition to monitoring HBD field alarms, the system conducts real time trending of HBD data which allows the RTCMechs to monitor roller bearings that are heating up. Based on trending data, CN has established the following “Warm” alarm thresholds for roller bearings:
- Warm Box = 12 mm or 135°F.
- Warm Differential end to end = 6 mm or 78°F.
Roller bearing temperature readings that produce a “Warm” bearing alarm require the RTCMech to monitor the bearing temperature over subsequent HBDs. The RTCMech may check previous HBD charts and/or car history for previous elevated bearing temperatures.
The RTCMech may also stop the train and instruct the crew to inspect a suspected warm bearing before it reaches an alarm level. When a “Warm” bearing alarm occurs at the last detector prior to a terminal, the RTCMech may arrange to have the car inspected upon arrival. For 2010, wheel sets removed for the maintenance level “Warm” bearing alarms accounted for 43.9% of all CN HBD occurrences.
CN has also developed a number of low level alerts which are below CN “Hot” and “Warm” HBD alarm thresholds. The alerts do not necessarily require any action from the RTCMech but do provide an additional level of defence against overheated roller bearings. The alerts themselves are not indicative of a finite heat value but are representative of several different methods of comparing recorded roller bearing information. Some CN low level alerts can be generated by:
- comparing higher than average roller bearing heat with the average of other roller bearings on the same side of the train.
- comparing higher than average roller bearing heat with the average of other roller bearings on the same side of the car or locomotive.
Low level alerts can be used:
- to check previous readings for roller bearings producing “Hot” or “Warm” alarms.
- for trending purposes. Cars with extended history of trended elevated (low level) roller bearing temperatures are identified for maintenance-level wheel change in order to remove suspect bearings from service at scheduled inspections.
The HBD system records low level alerts and displays them as a yellow bar on a tape. All tapes are generated electronically, and can be viewed again if there is a reason to go back and check on the the past history of the car.
Overheated roller bearing and burnt off axle journal statistics
CN and CP overheated roller bearing statistics (Canadian operations) are summarized below:
| Company | 2006 | 2007 | 2008 | 2009 | 2010 |
|---|---|---|---|---|---|
| CN | 299 | 283 | 260 | 254 | 335 |
| CP | 114 | 157 | N/A | N/A | N/A |
Both CN and CP have subcontracted roller bearing companies Brenco (Amsted) and Timken to perform roller bearing teardowns. An AAR MD-11 inspection report is completed for all reported overheated roller bearings. For the 2008 to 2010 period, CP data was incomplete and it was unable to provide any overheated roller bearing data.
CN and CP BOJ statistics (Canadian operations) are summarized below:
| Company | 2006 | 2007 | 2008 | 2009 | 2010 | 2011 |
|---|---|---|---|---|---|---|
| CN | 2 | 6 | 6 | 2 | 1 | N/A |
| CP | 4 | 0 | 1 | 1 | 1 | 3 |
No relevant data related to the cause of failure could be derived from the CN BOJ inspection reports because only 1 of 17 BOJs had a cause assigned to it by the subcontractor. Only 1 of the reported CN BOJs was identified as having been installed as a new roller bearing.
In contrast, CP produces an internal report for every roller bearing failure that results in a BOJ. A summary of CP BOJ teardown results (see Appendix B). The following observations were made:
- A total of 10 BOJs had occurred on CP between 2006 and 2011, and 9 of the 10 were reconditioned.
- Of the 10 BOJs, 4 were destroyed and the severity of the damage made it impossible to determine the precise cause of failure.
- Of the remaining 6 BOJs, the cause of the bearing failure for 5 of the 6 (83%) was attributed to spalled cup paths. In each of the 5 cases, the roller bearings were reconditioned.
Other related occurrences
On 31 January 2006, southward CP freight train 230-30 derailed one car at Mile 114.65 of the MacTier Subdivision (R06T0022. The train continued for more than 10 miles at 45 mph to the Buckskin Siding north turnout, where it experienced an undesired emergency train brake application, and 11 additional cars derailed. The derailment was caused by a loose wheel that progressively moved inboard on the axle until it fell into gauge.
The wheels were mounted by CN's Transcona Shop (CNPU) and were one of over 40 000 suspect CNPU wheel sets manufactured wheel between April 1998 and February 2001 that were identified as having the potential for a loose wheel failure. Several years prior to the accident, a number of AAR advisories were issued to the rail industry instructing railways to identify suspect CNPU wheel sets by the company and date stamp on the roller bearing locking plate.
On 17 March 2011, the TSB issued a Rail Safety Advisory (RSA) Letter 03/11 regarding the detection of overheated journal roller bearings on VIA passenger cars. The RSA provided information for 2 VIA roller bearing failures. In both occurrences, the failed bearings had heat readings recorded by an HBD that were below the established CN HBD alarm thresholds, but were at least twice as high as the average heat reading for the train. (TSB Occurrences R11T0034 and R11D0026).
Analysis
The train was operated and the track was maintained in compliance with railway and regulatory requirements. There were no operating or track conditions observed that could be considered causal. The analysis will therefore focus on roller bearing failure, reconditioning standards and HBD systems.
The accident
Inspection of the track leading up to Buckskin revealed that the L-4 roller bearing from car SKPX 625514 on train 220 had overheated, seized and failed causing the axle journal stub to burn off and sever from the axle (BOJ) at Mile 110.45. The car remained on the rails until the No. 4 wheel set derailed at a snowmobile crossing at Mile 105.1. The car continued southward with one wheel set derailed until the wheel set contacted the Buckskin north siding switch at Mile 103.7 and became dislodged, thus causing the following 20 cars to derail. A few of the derailed cars struck train 221, which was stationary in the siding, derailing its lead locomotive. Three derailed cars (27th to 29th) remained coupled to the head end of train 220 and subsequently side-swiped train 221's locomotives and its first 9 cars, before coming to a stop.
Hotbox detection systems
CN typically spaces its HBDs about every 15 miles while CP spaces its HBDs about 25 miles apart. In most cases, the spacing provides adequate protection against BOJs. However, in this instance, for trains on CP lines only, CP HBDs are located at Mile 26.0 on the Parry Sound Subdivision and Mile 98.1 on the MacTier Subdivision. For trains operating under the directional running arrangement, HBDs are located at Mile 98.1 on the CP MacTier Subdivision and Mile 152.2 of the CN Bala Subdivision. In both cases, this resulted in an HBD spacing of over 54 miles.
The L4 roller bearing on car SKPX 625514 was already heating up at the last CN HBD detector it passed, 6.3 miles before it crossed back over on to CP track. It travelled another 43.3 miles on CP track before the accident occurred without passing another HBD. The absence of an HBD within the 43.3 miles of CP track, limited the opportunities to detect the overheated roller bearing prior to failure.
In this instance, 4 of the last 5 CN HBDs that train 220 encountered on the Bala Subdivision recorded temperature readings that initiated a low level alert for the L4 roller bearing on car SKPX 625514. Since each of the readings was below CN's Warm Box alarm threshold of 12 mm (135°F), the alerts were not communicated to CP or to train 220's crew, nor were they required to be.
The lack of review of low level alert information and a lack of communication between CN and CP may permit roller bearings that are heating up to remain in service without subsequent inspection, increasing the risk of component failure.
CN is recognized as a leader in HBD technology within the rail industry with its integrated system and its ability to trend HBD data. In addition to Hot Box and Differential alarms (15 mm and 8 mm) utilized by most railways, CN's Warm Box and Differential trending alarms (12 mm and 6 mm) identify roller bearings in distress before they fail and account for over 40% of all CN HBD removals.
In contrast, CP's stand-alone HBD system limits its ability to perform real-time monitoring of roller bearing performance or trend analyses of HBD data. When HBD information is not used to its full potential, the effectiveness of the HBD is reduced, thus increasing the risk that overheated roller bearings will remain in service with a potential for catastrophic failure.
Despite recording temperatures below the CN Warm Box alarm level, the failed roller bearing temperature was over 2 times higher than the average roller bearing temperature on train 220. This was also consistent with HBD data reviewed for 2 recent overheated roller bearings on VIA passenger cars. While the sample size is small, this suggests that an HBD recorded roller bearing temperature that is 2 times higher than the train average roller bearing temperature may identify a risk of pending roller bearing failure.
Roller bearing failure and reconditioning
Roller bearing cups, rollers and cones are case hardened while cone assembly cages are generally cold formed from low carbon malleable steel. Once any of the case hardened components begin to spall, small pieces of very hard steel begin to circulate with the grease as the roller bearing rotates. The softer cage material is worn away as it comes into contact with the hardened steel pieces.
Eventually, the cage fails, the rollers are no longer held in place and the roller bearing geometry is compromised. This ultimately results in bearing failure, seizure and, if undetected, a BOJ. In this occurrence, severe spalling on the inboard cup raceway of the SKPX 625514 L-4 roller bearing generated an inboard cage failure which resulted in bearing seizure and the subsequent BOJ.
The first appearance of fatigue spalling on a cup raceway, cone raceway or roller defines roller bearing L10 life. The development of a 0.01 square inch spall on a cup raceway, cone raceway or roller constitutes laboratory failure. In the laboratory, this spall development is considered to be the end of useful service life. In service, the development of a spall of this size in any of these components would require repair in accordance with AAR standards. This is, in itself, an indication that the component is beginning to fail due to fatigue. When reconditioning, spalling observed on a roller is cause for rejection.
In contrast, the railway industry has made provisions for reconditioning spalled cup and cone raceways in order to extend their use. Under current reconditioning standards, bearing cup and cone raceways are commonly returned to service containing repaired spalls up to 3⁄8 x 3⁄8 x 1⁄8 inches deep (0.14 square inches), or 14 times larger than a spall that defines laboratory failure.
CP BOJ data identified spalled cup paths as the primary cause of roller bearing failure in 83% of BOJ inspections whenever a cause could be determined. Due to the severity of the damage in the failed bearings, it could not be determined if any reworked spalls were present. However, given that each of these roller bearings was reconditioned, there is likely a link between reconditioned roller bearings and catastrophic roller bearing failure. Considering that a cup or cone raceway with a 3⁄8 inch repaired spall has a calculated life of only 36.5% that of a new or undamaged raceway and given that reconditioned cup and cone raceways may contain a number of repaired spalls, reconditioned roller bearings containing repaired raceway spalls have an increased risk of premature failure when returned to service.
The L-4 and R-4 bearings were stamped incorrectly. Initially, it was believed that the roller bearings were reconditioned by Progress Rail in 2011. However, historical wheel set data determined that the wheels were turned and the 6 ½ x 12 inches roller bearings were reconditioned and mounted in November 2000. In some cases, such as the recall for CNPU wheel sets, AAR Maintenance Advisories and recalls require railways to inspect the roller bearing locking plates, to identify the company that mounted or reconditioned the bearing and the date that it was mounted or reconditioned. This information can be used to identify potentially defective wheel sets in the field.
Teardown of the roller bearings from the SKPX 625514 No.3 wheel set determined that they were reconditioned by Progress Rail in Winnipeg in October 2010. AAR reconditioning standards require that, for a 6 ½ x 12 roller bearing, the average cone bore diameter for cone assemblies applied to the inboard and outboard bearing location must not exceed 6.1870 to 6.1880 inches and 6.1870 to 6.1885 inches respectively.
In this case, the cone bores of the cone assemblies in both roller bearings measured an average of 6.189 inches. In addition, the L-3 axle journal was slightly undersized (6.190 inches). Cone rotation on the axle journal is a recognized cause of roller bearing failure in the industry. The combination of oversized cone bores mounted on an undersized axle journal increases the risk of cone rotation on the journal which can initiate roller bearing failure.
Findings
Findings as to causes and contributing factors
- The derailment occurred when the L-4 roller bearing from car SKPX 625514 on train 220 overheated, seized and failed due to severe spalling on the inboard cup path which ultimately resulted in the burnt-off axle journal.
- The absence of an HBD within the 43.3 miles of CP track, limited the opportunities to detect the overheated roller bearing prior to failure.
Findings as to risk
- The lack of review of low level alert information and the non communication of this information between CN and CP may permit roller bearings that are heating up to remain in service without subsequent inspection, increasing the risk of component failure.
- When HBD information is not used to its full potential, the effectiveness of the HBD is reduced, thus increasing the risk that overheated roller bearings will remain in service with a potential for catastrophic failure.
- An HBD recorded roller bearing temperature that is 2 times higher than the train average roller bearing temperature may identify a risk of pending roller bearing failure.
- Considering that a cup or cone raceway with a 3⁄8 inch repaired spall has a calculated life of only 36.5% that of a new or undamaged raceway and that reconditioned cup and cone raceways may contain a number of repaired spalls, reconditioned roller bearings which contain repaired raceway spalls have an increased risk of premature failure when returned to service.
- Incorrect roller bearing locking plate stamping presents a risk that potentially defective wheel sets may not be correctly identified in the field and removed before component failure.
- The combination of oversized cone bores mounted on an undersized axle journal increases the risk of cone rotation on the journal which can initiate roller bearing failure.
Safety action taken
TSB Rail Safety Advisory
On 08 February 2011, the TSB issued Rail Safety Information Letter (RSIs) 04/11. The RSI indicated that 2 derailments had taken place at the Buckskin siding since 2006 and that both derailments resulted from progressive equipment failure which WISs are designed to detect. While travelling on CN track, both derailment trains passed a WIS installation every 15 miles or less. Once on CP track, the trains did not pass a WIS installation prior to derailment. CP principal main line WIS spacing is generally less than 25 miles, but in the vicinity of the derailment WIS spacing is 54 miles. The 2 major derailments call into question whether CP's current wayside system design and spacing in this area provide an adequate level of safety.
Transport Canada Response
On 23 March 2011, TC responded that CP has recognized the WIS spacing issue raised in the TSB RSI and is taking steps to address the concern. On 26 October 2011, TC indicated that CP has undertaken the installation of a new hot box detector (HBD) at Mile 4.7 of the Parry Sound Subdivision. Likewise, there is a similar situation where a significant distance (42.9 Miles) exists between the last HBD on the Cartier Subdivision and the first HBD on the Nemegos Subdivision. An HBD is also being installed at Mile 3.3 of the Nemegos Subdivision.
In addition, under the direction of the AAR, the North American railway industry is making progress on developing a Comprehensive Equipment Performance Monitoring program (CEPM) to monitor and track the fabrication, installation and performance of specific components. Through a staged implementation program, the industry expects the full reporting of individual freight car wheel sets to be in place in 2013.
Canadian Pacific Railway
Subsequent to this derailment, CP undertook a network review of WIS spacing, which revealed that spacing between detection sites at some locations was not optimal. Plans were initiated to close the gaps by installing additional WISs and and by upgrading the entire system. The objective is to implement an integrated wayside detector strategy that will improve rail safety.
All WISs will communicate field readings into a back office computer application, driven by trending business rules that will identify at-risk component behavior and enable proactive set-off and repair.
With the installation and upgrading of 77 WIS sites, spacing issues on the main corridors will be eliminated, and about 20% of the detector network will be modernized. This work includes a new HBD located at mile 4.7 of the Parry Sound subdivision which was brought online and began operating in November 2011.
Accordingly, CP is investing considerable time and capital to implement a fully networked system that employs advanced trending utilizing the existing WIS sites spaced at 25 mile intervals on its main corridors. CP will review and update its analysis following the implementation and evaluation of the new system. CP plans to upgrade all of its remaining WIS sites in the next 2 to 4 years. The computer systems and business rules required to operate the modernized network will be developed during the same period.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on .
Appendices
Appendix A – SKPX 625514 component markings and data
| Date of failure | Jan. 26, 2011 | |||
|---|---|---|---|---|
| Date of receipt | Feb. 11, 2011 | |||
| Why made code | 36 – 95 | |||
| Truck type | Barber S-2-HD | |||
| Truck size | 6 ½ x 12 | |||
| Bolster info | CSF 6-81 22317-BD RB AAR-B-2259 CPWX | |||
| L Side frame info | CSF 6-81 F794 AAR-B-5089 22116-N CPWX PATD 1962-1966 3 Buttons | |||
| R Side frame Info | CSF 6-81 G21 AAR-B-5089 22116-N CPWX PATD 1962-1966 2 Buttons | |||
| Wheel position | L 4 (B/O) | R 4 | L 3 | R 3 |
| Manufacturer | GT | |||
| Date made | 5-94 | 3-94 | 9-10 | 9-10 |
| Serial # | 85447 | 56552 | 40414 | 39996 |
| Class | C | |||
| Design | CJ36 | |||
| Wheel mounting | 5 CP 94 W | 11 PR 10 WW | ||
| Tread thickness | 1 3/16″ | 1 5/16″ | 2″ | 2″ |
| Flange Wear | WF 7 | WF 4 | WF 2 | WF 2 |
| Flange Height | 1 5/16″ | 1 1/4″ | 1 1/16″ | 1 1/16″ |
| Locking plate | 00 11 (*) PRWWR * Note: The numbers are reversed (i.e.: should be 11 00). Confirmed by Progress. | 10 10 PRWWR | ||
| Bearing | Brenco | Timken | ||
| Date made | N/A | 12-89 | 10-91 | 1-76 |
| Serial # | N/A | 77805 | 225813 | 303480 |
| Cup lateral | N/A | 0.0005″ | 0.001″ | 0.001″ |
| Torque removal | 100 - 220 - 240 | 140 - 140 - 160 | N/A | 110 - 500 - 660 |
| Grease weight | NIL | 24.6 ozs. | 22.1 ozs. | 24.6 ozs. |
| Internal cup info | N/A | 1-95 RBXM D 11-00 PRWW1977 | 12-95 RBXO 9-05 6-07 QBSN 10-10 PRWW1935 | 9-89 RBXL 10-10 PRWW1935 |
| Cone Mfg./Made | N/A | Brenco B-92 E-91 | Timken 3-78 11-97 | Timken 11-74 5-76 |
| Inboard rework | N/A | ABDE | P RBXK 7-10 CGH 7-10-4 | P RBXK 9-95 9-95-2 |
| Outboard rework | N/A | ABDE 02 | NIL | NIL |
| Inboard bore | N/A | 6.189-6.189-6.189 | 6.189-6.189-6.189 | 6.189-6.189-6.189 |
| Outboard bore | N/A | 6.189-6.189-6.189 | 6.189-6.189-6.189 | 6.189-6.189-6.189 |
| End cap | Brenco | Timken | ||
| Shrouded / Non | S | N | ||
| NFL / FL | N | N | ||
| Seal manufacturer | N/A | Brenco | Brenco | |
| Seal type | N/A | DDL | DDL | |
| Date made | N/A | 5 - 00 | 9 – 10 | |
| Backing ring | N/A | Timken | Brenco | |
| Shrouded / Non | N/A | N | N | |
| Fitted / Non | N/A | F | F | |
| Axle Info | SPT 12 1979 A6594A F T M | SMI 2-75 4897 TZC JIC F T M HQ 4-89 1178 7104 V12CAXW | ||
| Journal diameter | N/A | 6.191-6.191-6.1905 | 6.190-6.190-6.190 | 6.1905-6.190-6.1905 |
Appendix B – Summary of Canadian Pacific Railway roller bearing burn off reports
| Car Number | Position | Fail Date | Location | Subdivision | RB Recon | Cup Mfgr & Date | Last Recon Company & Date | Cause Code |
|---|---|---|---|---|---|---|---|---|
| CGLX 3152 | L-4 | Mar. 3, 2011 | Cymric, SK | Lanigan | No | Timken N/A |
No |
|
| CP 607003 | L-2 | Feb. 19, 2011 | Lowther, ON | Keewatin | Yes | Timken N/A |
PRWW Sep. 2005 (R-2) |
|
| SKPX 625514 | L-4 | Jan. 26, 2011 | Buckskin, ON | MacTier | Yes | Brenco N/A |
PRWW Nov. 2000 (R-4) |
|
| CP 963548 | R-3 | Feb. 13, 2010 | mp 119.4 | Windermere | Yes | Timken Apr. 1989 |
PRWW May 2007 (L-3) |
|
| DTTX 53056 | R-2 | Jan. 17, 2009 | Spruce Wood, ON | Nipigon | Yes | N/A N/A |
RBXS Dec. 2002 (L-2) |
|
| TTGX 851718 | N/A | Feb. 13, 2008 | mp 58.2 | MacTier | Yes | N/A N/A |
BIXK Nov. 2004 (Mate) |
|
| NAHX 550444 | L-1 | Dec. 31, 2006 | Hurkett, ON | Nipigon | Yes | N/A N/A |
PRWW Apr. 2000 (R-1) |
|
| GATX 69395 | L-3 | Dec.31, 2006 | mp 48.9 | Moyie | Yes | Brenco Aug. 1977 |
AT Jan. 1986 (R-3) |
|
| DTTX 27211 | L-9 | Mar. 8, 2006 | Choate, BC | Cascade | Yes | Timken Mar. 1969 |
RBXK Oct. 2001 (R-9) |
|
| CPWX 605884 | L-1 | Jan. 16, 2006 | Selim, ON | Nipigon | Yes | N/A N/A |
CPW Mar. 1996 |
|
Roller bearing failure codes
UN1 – Undetermined but hot
BE1 – Bearing Destroyed
CU2 – Cup Raceway Spalled
WHL – Wheel Impact resulting in roller bearing failure