Main-track derailment
Canadian National Railway
Freight train M-30711-02
Mile 123.5, Napadogan Subdivision
Juniper, New Brunswick
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
On 03 March 2007 at 1320 Atlantic standard time, westbound Canadian National freight train M-30711-02 experienced a train-initiated emergency brake application while slowing down in response to an alarm from a wayside inspection system at Mile 136.1. Subsequent inspection by the train crew revealed a derailment involving 18 cars, including 3 dangerous goods tank cars (residue, last contained liquefied petroleum gas, Class 2.1, UN 1075). The first marks on the rail were noted at Mile 123.5. There were no injuries and no dangerous goods were released.
Ce rapport est également disponible en français.
Factual information
The derailment
On 03 March 2007, Canadian National (CN) freight train M-30711-02 (the train) received a safety inspection and a number one air brake test by certified car inspectors at Moncton, New Brunswick, and proceeded westward on the Napadogan Subdivision destined for Toronto, Ontario (see Figure 1). The crew consisted of a locomotive engineer and a conductor. Both were qualified for their respective positions and met established fitness and rest standards. The train consisted of 3 locomotives and 100 cars (42 loads, 49 empties, and 9 residues), weighed approximately 7600 tons, and was about 6850 feet long.
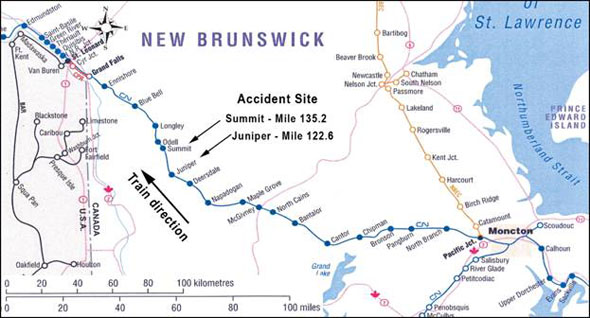
At Juniper, Mile 122.6, the train crew stopped and left 78 cars on the main track while picking up 23 additional cars (approximately 1675 tons and about 1375 feet). After re-coupling the entire consist, noting the proper increase in brake pipe pressure on the Sense and Brake Unit (SBU), and satisfying the other requirements of a number two brake test (as per the Transport Canada approved Railway Freight and Passenger Train Air Brake Rules, Appendix A), the train crew resumed its westward journey. The trip was without incident until 1320:44 Atlantic standard time (AST)Footnote 1. While descending an approximate one per cent grade at Summit, a wayside inspection system at Mile 136.1 alerted them (through a radio broadcast) of the presence of multiple alarms beginning at the 363rd axle on the train. As the locomotive engineer began to slow the train, a train-initiated emergency brake application occurred.
The analysis of the locomotive event recorder showed that, at that time, the train was travelling at 41 miles per hour (mph) with the throttle in idle position, the brake pipe fully charged (90 pounds per square inch (psi)), and the dynamic brakes set up. The analysis also showed that:
- between Moncton and Juniper, the locomotive engineer did not use the air brake system to slow the train;
- the train stop at Juniper was made using a brake pipe reduction of 17 psi; and
- the cars left on the main track at Juniper during the pick-up of additional cars had the brakes applied for 36 minutes before the train departed at 1237 AST.
At the time of the accident, snow covered the ground, there was a light cloud cover, and the temperature was approximately −2°C.
Site examination
The train crew followed emergency procedures, inspected the train and determined that 17 cars had derailed and one car was off-centre. The cars were positioned from 86 to 103 from the head end. The derailed equipment consisted of 12 empty covered hopper cars, 2 empty non-dangerous goods tank cars, and 3 tank cars which were residue-liquefied petroleum gas (LPG, Class 2.1, UN 1075). They had detached from the train and piled up on either side of the main track. Ten of the cars were destroyed. The three tank cars of LPG experienced some jacket damage but the shells remained intact and did not release any product.
Wheel sets were strewn about the derailment site. Four of them were determined to be from car CRDX 7735, the 87th car. Pieces of wheels were located on the field side of the south rail in the vicinity of the siding at Summit, Mile 135.2. Other wheel pieces were found under the snow in the ditches on the north side at Mile 137.
Approximately 200 feet west of the west switch at Juniper, the first impact marks were visible on the head of the south rail. Beyond that point, there were marks on both rails. About 600 feet west of the west switch, a coil spring from the spring nest of a rail car was noted on the south side of the track. Subsequent inspection revealed that there were more than 50 broken rails in the 14 miles between Juniper and the accident site. All of them were within the same track circuit block. Damaged infrastructure included the east and west switches at Summit, the hot box detector and its associated bungalow at Mile 136.1, a private crossing for a logging road, as well as 14 miles of track.
Track information
The Napadogan Subdivision is a Class 4 track according to the Transport Canada (TC) approved Railway Track Safety Rules (TSR) and consists of a single main track that extends from Pacific Junction, Mile 0.0, immediately west of Moncton, to Edmundston, Mile 219.4. Train movements are governed by the Centralized Traffic Control System in accordance with the Canadian Rail Operating Rules (CROR) and supervised by a rail traffic controller located in Montréal. In the derailment area, the maximum authorized speed for freight trains was 50 mph.
From the west switch at Juniper, Mile 123.4, to the east switch at Summit, Mile 134.52, the track had an ascending grade of approximately 0.6 per cent. The track was mostly curved, with 17 curves in total, ranging from one to five degrees. From Mile 135.41 to the accident site, the track had a descending grade of approximately one per cent. The track was in good condition and consisted of a mixture of 115, 132, and 136-pound continuous welded rail on 14-inch, double-shouldered tie plates laid on hardwood ties.
As prescribed by the TSR, the track was visually inspected twice weekly with at least two calendar days between inspections and inspected annually by a track geometry car. The last track inspection was performed by the assistant track supervisor in a hi-rail vehicle the day before the derailment. No exceptions had been noted in the derailment area. The last track geometry car inspection was carried out on 10 November 2006 and the rail was tested by a rail flaw detection vehicle on 28 February 2007; no defects were found in the vicinity of the derailment.
Wayside detector readings
In addition to inspections by employees, the condition of rolling stock is also checked using a network of wayside inspection systems (WISs Footnote 2) and wheel impact load detectors (WILDs) placed at strategic locations.
En route from Moncton to Juniper, the train passed eight WISs, with the last one located at Mile 20.4, approximately three miles east of the west switch at Juniper. There were no hot bearing or dragging equipment alarms for any cars at any of these locations.
Four of the eight WISs were equipped with hot wheel detectors. At the first WIS site west of Moncton, near Pacific Junction, the first car on the train was identified with warm wheels. The crew inspected and found a handbrake partially applied. After releasing the handbrake, the wheels provided readings in subsequent inspections similar to the other cars. The last hot wheel detector the train passed over was located at Mile 105.5. Other than the one car at the first site, wheel readings on all cars in the train during these four wheel heat inspections were normal.
At the ninth WIS located at Mile 136.1, the train crew received the radio broadcast alarms, coinciding with the 363rd axle on the train, which was the lead axle on car CRDX 7735.
The train passed over one WILD (located at Alward, Mile 29) and wheel impact readings for all cars were within normal values. Specifically for car CRDX 7735, the maximum value was 12.8 kips (1 kip = 1000 pounds), which is well below the 100-kip threshold established by CN.
Car CRDX 7735
CRDX 7735 was a 60-foot covered hopper car built in 1978 and owned by the Chicago Freight Car Leasing Company. It was equipped with standard draft gear and E-type couplers. The car had a tare weight of 59 900 pounds. The car's most recent single car air brake test was performed on 16 January 2006.
A review of the car's repair history did not indicate any unusual problems with its brake equipment or related running gear. The four damaged wheel sets from this car had large flat spots ranging from 12 to 16 inches in length and had sustained damage to the extent that the wheel plates and wheel rims were fractured (see Figure 2 and Appendix B for details). The wheel sets, broken fragments, brake control valves, handbrake, slack adjuster, and the retainer valve were sent to the TSB Engineering Laboratory for examination (Report LP 046/2007, Examination of Wheel and Brake Components. This report is available from the TSB upon request).




Engineering laboratory report
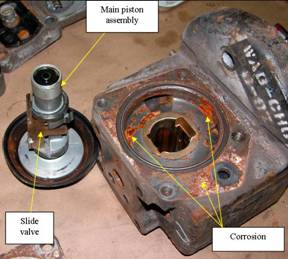
The examination of the wheels, handbrake, slack adjuster, and retainer valve did not reveal any pre-existing conditions that contributed to the accident. However, the brake control valves did not pass all bench tests. Testing of the service portion could not be completed because the slide valve was stuck. Localized corrosion was noted on some of the internal components from the emergency and service brake valve assemblies (see Figure 3). It was noted that lower air pressures could make a slide valve more prone to a sticking condition. The report stated that neither the repair history nor the examination of the individual brake components (which were at least 29 years old) indicated there was a chronic brake-related problem.

Air brakes
Air brake requirements are contained in the previously mentioned, TC-approved Railway Freight and Passenger Train Air Brake Rules, as well as in the Association of American Railroad Rules and Railway Rules/Policies. The sections pertinent to this occurrence are contained in Appendix A.
Analysis
The condition of the track was not considered contributory to this accident. The sequence of events leading up to the derailment indicated a recognizable failure pattern. Considering the marks on the rail, the numerous rail breaks between Juniper and Summit, the missing and damaged wheel sets from CRDX 7735, as well as the wayside inspection system (WIS) alarms related to that same car, the analysis will focus on the operation of the train and the mechanical condition of car CRDX 7735, particularly the air brakes.
The derailment
Because the locomotive engineer did not use the air brakes en route, the first time the brakes were applied was during the train stop at Juniper. Because car CRDX 7735 was located in the portion of the train left on the main track, it remained stationary with the air brakes applied while the train crew made the pick-up of the additional 23 cars. The times recorded on the event recorder showed that the cars remained there with the brakes applied for a little longer than 30 minutes. Although the train crew performed the required brake tests, there was no requirement to perform an additional safety check by visually examining each car in the portion of the train left on the main track to ensure the brake system on each car functioned properly. The proper increase in brake pipe pressure on the sense and brake unit on the rear of the train indicated that there was continuity of the brake pipe throughout the train and the Train Air Brake Rules allowed such an indication to be sufficient for a train crew to proceed.
The marks on the rail beginning just west of the west switch at Juniper are an indication of slippage due to seized wheels. The wheel slippage resulted in lengthening of car CRDX 7735's flat spots as the train continued westward, as evidenced by the increasing damage to the car and the track. Truck parts such as springs were lost en route and there were an increasing number of broken rails. When the train arrived at the siding at Summit, the car damaged the east and west siding switches and then destroyed the WIS and the related signal bungalow. The path of destruction westward from Juniper to the main pile-up at Summit, a distance of about 14 miles, indicated that the train derailed due to the slid-flat wheel conditions on car CRDX 7735 after the train picked up the 22 rail cars, released the air brakes, and departed Juniper heading westward.
Air brakes
Slid-flat wheel conditions are normally associated with brake-related defects, particularly when there are four from the same car, similar in shape, and, in this case, of great size (ranging from approximately 12 to 16 inches in length). A malfunction of some part of a car's running gear can cause one or two wheels from the same truck (or car) to become jammed and not rotate properly, but the fact that all four wheels had large flat spots was a clear indication that the car experienced a brake-related problem. The absence of track damage between Moncton and Juniper and the lack of alarms on the four hot wheel detectors and one wheel impact load detector site indicate that the brakes were not stuck in the applied position when departing Moncton or en route.
The failure of the service portion to pass bench tests due to a stuck slide valve was a condition that could cause an air brake system to not properly release. Corrosion noted on some of the internal components indicated that there was moisture present within the valve's internal mechanisms for this corrosion to occur. As the train stop at Juniper was made using a moderate application of the brakes (brake pipe reduction of 17 pounds per square inch), it is also possible that any minor corrosion on the slide valve would have made it more prone to stick. Although the cause of the stuck slide valve could not be positively identified, the signs of large slid-flat defects on four wheels are indicative of a malfunctioning of the car's air brakes. The examination and testing of the air brake control valves indicated that the service portion's slide valve stuck, thus preventing the brakes from properly releasing on covered hopper car CRDX 735 during the train stop at Juniper.
The car's repair history suggests that the air brake system had been functioning normally until the time of the accident. If the service valve was sticking previously, it did not do so to the extent that it showed up in any repair records or railway operating reports. Considering the repair history on car CRDX 7735 and the minor amount of corrosion that was observed on the air brake service portion, the improper functioning of its slide valve was likely a unique condition.
Train handling rules – Air brakes
Although there is a requirement in the Train Brake Rules for a locomotive engineer to make a running brake test of a passenger train to ensure the brakes are operating, such a requirement does not exist when operating a freight train. Canadian National had a locomotive engineer train-handling policy requiring the person controlling the train to “make periodic use of the air brakes at sufficient intervals to keep the braking surfaces free of ice and snow and the brake equipment conditioned for service”. However, the benefits of periodically using the air brakes to remove dirt and moisture on internal parts of the brake valves and to keep them ready for service were not specifically mentioned. Because the train was safely controlled by throttle modulation between Moncton and Juniper, a distance of over 100 miles, there were no brake service applications to help remove any dirt or moisture that might have been present in the system.
Findings
Findings as to causes and contributing factors
- The train derailed following the fracture of a wheel with a slid-flat wheel condition on car CRDX 7735.
- The cause of the slid-flat wheel condition was the improper functioning of the car's air brakes due to a stuck slide valve on the service portion.
Other findings
- The absence of track damage between Moncton and Juniper and the lack of alarms on the four hot wheel detectors and one wheel impact load detector site indicated that the brakes were not stuck in the applied position when departing Moncton or en route.
- Considering the repair history showing no previous brake-related problems on car CRDX 7735 and the amount of corrosion that was observed on the air brake service portion, the improper functioning of its slide valve was likely a unique condition.
- Because the train was safely controlled by throttle modulation between Moncton and Juniper, a distance of over 100 miles, there were no brake service applications to help remove any dirt or moisture that might have been present in the system.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on .
Appendices
Appendix A - Train air brake rules
From the Transport Canada-approved Railway Freight and Passenger Train Air Brake Rules:
Definitions
- 3.19 - "running brake test" means a test of brakes made on a moving passenger train to ascertain that the brakes are operating;
- 7. Operating Requirements
- 7.7 - A running brake test of passenger train brakes shall be made after leaving any location where the crew is changed.
- 13. No. 2 Brake Test
- 13.1 - A No. 2 brake test shall verify:
- the integrity and continuity of the brake pipe; and
- the application and release of each car added to the train.
- 13.2 - A No. 2 brake test shall be performed by qualified persons when:
- cars which have not been previously tested at that location are added to a train; or
- the locomotive engineer has been changed.
Canadian National Railway Locomotive Engineer Operating Manual, Form 8960:
Section G: TRAIN HANDLING
G1: Train Handling Policy
…
- 4. Throttle manipulation must be utilized as the primary means of controlling the train.
- 5. Dynamic brake must be fully utilized as the initial braking force.
- …
- 11. During winter conditions, the member of the operating crew controlling the train must make periodic use of the air brakes at sufficient intervals to keep the braking surfaces free of ice and snow and the brake equipment conditioned for service.
Association of American Railroads (AAR)
There are numerous rules which pertain to railway maintenance and interchange requirements, (for example: wear limits, cause for attention, correct repair practices, and billing for repairs). These rules are mostly found in the AAR Field and Office Manuals, which are issued yearly, and the AAR Manual of Standards and Recommended Practices (numerous volumes).
Appendix B – Data of four recovered wheel sets – CRDX 7735
Note: Alpha-numeric identifiers shown below were applied at time of examination at the Transportation Safety Board Engineering Laboratory to denote pairings from the same axle. They do not relate to actual car positions.
A1
- The wheel was marked CJ36 89276 0100 GC C. CJ36 is the wheel design, 89276 is the serial number, 0100 is the month and year of manufacture (January 2000), GC is Griffin Wheel Company (the manufacturer), and C is the class of heat treatment.
- The wheel tread had a localized area where the material was worn away (a flat spot). The flat spot was approximately 12 inches long, 3.5 inches wide, and 1 inch deep. The outer edge of the flat spot aligned with the outer edge of the wheel (the flat portion of the rim face).
- Deposits of re-solidified wheel material were noted along the tread in line with the flat spot.
- The wheel rim thickness was measured at 32/16 inch.
- The bearing was free to rotate by hand. A portion of outer race had separated.
A2
- The wheel was marked CJ36 90750 0100 GC C.
- The wheel tread had a flat spot 12 inches long, 3.5 inches wide, and 1.5 inches deep. The inner edge of the flat spot had cut into the flange and the outer edge of the flat spot was about 1 inch from the outer edge of the wheel.
- Deposits of re-solidified wheel material were noted along the tread in line with the flat spot.
- The wheel rim thickness was measured at 32/16 inch.
- The bearing was free to rotate by hand.
B1
- The wheel was marked CH36 23528 0990 GK C.
- The wheel had broken into multiple pieces. One piece remained attached to the axle and had moved inward about 6.5 inches. There was no indication that this piece had rotated on the axle. Three pieces were recovered separately and a portion of the wheel rim, about 6 inches long, was not recovered.
- The wheel pieces were identified as B1 #1, #1A, and #2.
- Piece #1 was from the wheel rim and was 22 inches long and 10 inches wide. This piece had a flat spot 4.5 inches long, 3 inches wide, and 0.5 inches deep. The outer edge of the flat spot was about 1 inch from the outer edge of the wheel. Deposits of re-solidified wheel material were noted along the tread in line with the flat spot. Piece #1A was from the inner portion of the wheel and was 12 inches long and 7.5 inches wide.
- Piece #2 was from the wheel rim and was 20 inches long and 7 inches wide. This piece had a flat spot 6 inches long, 3.5 inches wide, and 1 inch deep. The outer edge of the flat spot was about 1 inch from the outer edge of the wheel.
- The wheel rim thickness could not be accurately measured on the two recovered pieces.
- The bearing could not be rotated by hand. The outer lip of the inner race was dented and the cap was fractured.
B2
- The wheel was marked CH36 23536 0990 GK C.
- The wheel had fractured from the outer lip to the inner hub at the axle and the fracture ran through the flat spot.
- The wheel tread had a flat spot 14 inches long, 3.5 inches wide, and 1 inch deep. The outer edge of the flat spot was adjacent to the outer edge of the wheel and the inner edge of the flat spot was about 1 inch from the flange.
- There was material build-up on the wheel outer radius in line with the flat spot and an area of scoring about 14 inches from the flat spot.
- The wheel rim thickness was measured at 19/16 inch.
- The bearing could not be rotated by hand; portions were missing from the outer race.
C1
- The wheel was marked CH36 08050 0883 GK U.
- The outer portion of the wheel had separated and was recovered separately. The inner portion of the wheel remained attached to the axle. The fractured surfaces had localized smooth areas.
- The outer portion of the wheel was found in two pieces; a large piece was reported to have been located at Mile 137.4 (N) and a small piece at Mile 136.95.
- The fracture surfaces at the hub were smoothed over.
- The fracture surfaces at the sides (radial fractures) were rough.
- The wheel had fractured through the flat spot. The flat spot was 16 inches long, 3.5 inches wide, and 1 inch deep. The outer edge of the flat spot was about 1 inch from the outer edge of the wheel.
- The wheel had localized gouging in the hub area, adjacent to the bearing.
- The wheel rim thickness was measured at 19/16 inch.
- The bearing could not be rotated by hand. The outer and inner edges of the bearing were torn and crushed.
C2
- The wheel was marked CH36 12856 0683 GK U.
- The wheel tread had a flat spot 16 inches long, 3 inches wide, and 0.5 inches deep. The inner edge of the flat spot was about 1 inch from the flange.
- Deposits of re-solidified wheel material were noted along the tread in line with the flat spot.
- There were localized fractures at the outer edge of the wheel.
- The wheel flange had a localized area where the material was worn away as well as localized impact spots.
- The wheel rim thickness was measured at 18/16 inch.
- The bearing could not be rotated by hand. The inner edge of the bearing was fractured and dented, adjacent to the axle.
D1
- The wheel was marked CH36 71338 1094 GT C.
- The wheel tread had a single flat spot 14.5 inches long, 3 inches wide, and 1.5 inches deep. The outer edge of the flat spot aligned with the outer edge of the wheel and the inner edge of flat spot was about 1 inch from the flange.
- Portions of the outer edge of the wheel were missing. There were multiple fractures in the wheel, perpendicular to the flat spot.
- Deposits of re-solidified wheel material were noted along the tread in line with the flat spot.
- The wheel rim thickness was measured at 17/16 inch.
- The bearing could not be rotated by hand. Localized portions were missing from the end cap.
D2
- The wheel was marked CH36 71517 1094 GT C.
- The wheel tread had a single flat spot 13.5 inches long, 4 inches wide, and 1 inch deep. The inner edge of the flat spot extended into the flange and the outer edge of flat spot was about 1 inch from the outer edge of the wheel.
- The wheel had multiple fractures in the area of the flat spot.
- Approximately 7 inches of the wheel inner radius was missing.
- The wheel rim thickness was measured at 18/16 inch.
- The bearing was free to rotate by hand. The outer race had portions missing from its inboard side.