Main-track derailment
Canadian National Railway
CN Train C 76551 20
Mile 58.83, Nechako Subdivision
Cariboo, British Columbia
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
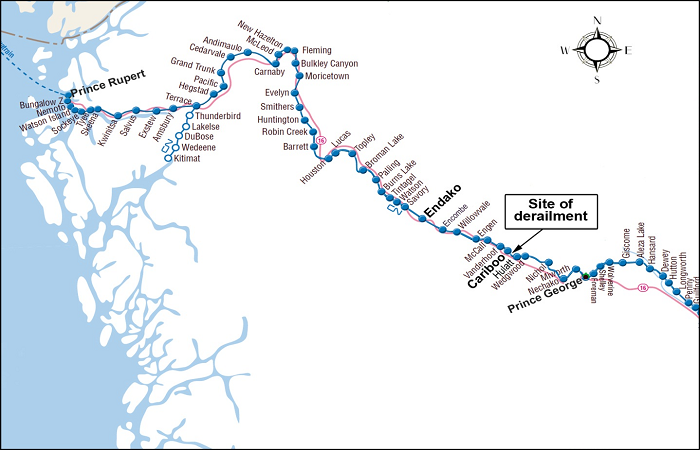
On 21 December 2011, at approximately 0610 Pacific Standard Time, CN Train C 76551-20, a unit coal train travelling westward on the Nechako Subdivision, experienced a train-initiated emergency brake application leading to the derailment of 19 loaded coal cars at Mile 58.83, near Cariboo, British Columbia. There were no injuries.
Ce rapport est également disponible en français.
Factual information
On 21 December 2011, at approximately 0610 Pacific Standard TimeFootnote 1, CN Train C 76551-20 (the train) travelling westward on the Nechako Subdivision at 29 miles per hour (mph) experienced a train-initiated emergency brake applicationFootnote 2 at Mile 58.7, near Cariboo, British Columbia (Figure 1). The train comprised 2 head-end locomotives and 103 loaded coal cars, weighed 14 161 tons and was 6184 feet in length. It was a unit coal train that travelled between Falls, British Columbia, where the cars are loaded, and Prince Rupert, British Columbia, where the cars are unloaded; a distance of approximately 632 miles. The train crew consisted of a locomotive engineer and a conductor. Both crew members were qualified for their respective positions, familiar with the territory, and had met established fitness and rest standards.
After the emergency brake application, it was determined that 19 loaded coal cars had derailed, beginning with the 39th car of the train, up to and including the 57th car.
Nechako subdivision
The Nechako Subdivision begins at Prince George (Mile 0) and extends westward ending at Endako (Mile 115.4). Train movements on this subdivision are governed by the Centralized Traffic Control (CTC) system as authorized by the Canadian Rail Operating Rules and supervised by a rail traffic controller (RTC) located in Edmonton, Alberta. In the vicinity of the derailment, the zone speed for freight trains was 35 mph.
Site examination
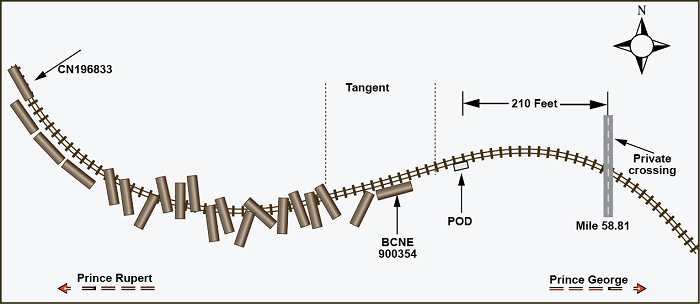
The point of derailment (POD) was determined to be Mile 58.83, approximately 210 feet west of a private crossing located at Mile 58.81. Leading up to the POD,i.e. from about 500 feet, there were small pieces of a wheel originating from the wheel tread area found along the railway right-of-way and scar marks on the rail head. At the POD, there were marks on the rail anchors on the gauge side of the south rail.
The L4 wheel on the 38th car, CN 196833 (the car), had broken and had derailed to the gauge side of the south rail. After derailing, the car travelled approximately 504 feet where the L4 wheel re-railed. Approximately 100 feet west of the POD, the rail had rolled over. During the derailment sequence, the 3 cars directly behind CN 196833 derailed in a stringline fashion and the 16 cars behind them derailed in an accordion-type fashion (Figure 2).
The wheel set from CN 196833 containing the broken wheel, as well as the 4 small fragments broken from the wheel tread, were sent to the TSB Laboratory for further examination.
Track information
The POD was situated at the west end of a 6° left-hand curve with a 0.2% ascending grade, in the direction of travel. Further west, there was a short tangent track section which led to another curve. The rail in the left-hand curve was 136-pound continuously welded rail (CWR). The rail was secured to hardwood ties by 14-inch forged tie plates and elastic fasteners,i.e., Pandrol E clips with 4 lag screws per plate. The ballast was crushed rock, approximately 12 inches deep with 14-inch shoulders. Where the curve transitioned to the short tangent track section, the track-fastening system changed to 14-inch tie plates with 5 spikes per plate.
In 2010, there had been some track maintenance west of the POD.i.e. spot gauging and some tie plates at the maintenance locations had been converted to 16-inch tie plates to address the cant and gauge conditions. In 2011, 18 ties were replaced approximately 400 feet east of the POD to address track-geometry conditions, i.e. cant and gauge.
The track is considered Class 3 track as defined in the Transport Canada-approved Track Safety Rules (TSR). For Class 3 track, track-geometry thresholds are specified as:
- for an urgent wide gauge defect,Footnote 3 the threshold is 1¼ inches;
- for a near-urgent wide gauge defect,Footnote 4 the threshold is 1⅛ inches; and
- for a priority wide gauge defectFootnote 5, the threshold is ¾ inch.
During site examination, gauge measurements in the vicinity of the derailment were taken at 15-foot intervals. At the POD, the gauge was measured to be 57 9/16 inches,Footnote 6 which corresponds to wide gauge of 1 1/16 inches,i.e. a priority wide gauge defect.
Track-fastening systems
Tracks components respond and interact with each other when subjected to train wheel loads. Train loads are transferred from the rail into the subgrade through the fasteners, tie plates, ties, ballast and sub-ballast.
Conventional-fastening systems use spikes to secure the track. Spikes serves the dual role of positioning the rail in the tie plate and securing the tie plate to the tie to maintain gauge. On curved track with conventional-fastening systems, heavy-axle traffic will cause spikes to become loose over time, allowing the spikes to work their way out of the tie. The enlarged spike holes will lead to wide gauge and will expose the interior of the tie to moisture and decay.
In comparison, elastic-fastening system which use cast or rolled plates provide a separation of the fastener function. The rail is attached to the tie plate with an elastic fastener, ""-shaped round heat-treated steel bar 20 mm in diameter, and the plate is attached to the tie with lag screws or a combination of screws and spikes. The tie plate is cast ductile iron with wedge shaped lugs in the bottom that embed in the wood tie to add extra holding power. Rolled plates have smooth bottoms without lugs.
Elastic-fastening systems provide a much stronger track structure that is more resistant to high lateral and longitudinal forces and to the development of wide gauge, rail cant and resulting tie damage. The screw fasteners provide increased resistance to tie-plate movement thereby increasing resistance to gauge widening and reducing spike kill when the fasteners are removed and reapplied. Elastic fasteners also provide increased rail hold-down strength and resistance to rail roll-over.
Certified car inspection for train 765
In the train service plan (TSP) for train 765, a certified car inspection (CCI) is normally scheduled in Prince George for the return, i.e., empty, portion of the trip cycle. Based on this schedule, the cars travel approximately 1265 miles between CCIs.
Before the derailment, the most recent CCI for train 765 had taken place on 19 December 2011.
Recorded information
The locomotive event recorder (LER) download was reviewed. It was determined that:
- the train was travelling at 29 mph at the time of the train-initiated emergency brake application;
- the train speed was being controlled using throttle modulation from about mile 50 to the derailment location; and
- throttle use varied from position 3 to position 8, i.e. maximum) in response to variations in track grade and curvature.
CN 196833 – first car to derail
CN 196833, the first car to derail, was an open top rotary coal gondola.Footnote 7 It measured 58 feet, 7 inches long and was 11 feet, 11 inches high and 10 feet, 8 inches wide. It had a maximum gross rail weight of 286 000 pounds. The tare weight, i.e. weight of the car empty was 57 700 pounds, giving it a load limit of 228 300 pounds. A review of the scale tickets indicated that the car had been loaded to 230 000 pounds for this trip.
The broken wheel
The L4 wheel (the wheel) of CN 196833 was manufactured in November 1993 by the Griffin Wheel Company in Winnipeg, Manitoba (Photo 1). The wheel was a two-wear, cast, wide flange contour, and heat treated wheel.

An examination of the broken wheel and the 4-wheel fragments was conducted at the TSB Laboratory (Report LP010/2012). It was determined that:
- The wheel set was measured from the outside of the tread of the broken wheel to the running face of the flange on the mate wheel. The measurement at the narrowest point was 57 6/16 inches.
- The broken wheel had fractured from a vertical split rim (VSR) from a single origin location.
- None of the recovered wheel fragments mated to the VSR fracture origin. All four wheel fragments had fractured from the wheel in overstress. These pieces likely fractured after the VSR origin area had separated from the wheel.
- The 2 larger wheel fragments had separated from a portion of the wheel where there was shelling on the wheel tread (approximately 26 inches from the VSR origin).
- The fractured wheel had 2 primary areas of shelling on the tread. One area of shelling covered approximately 40 inches of tread length and the other covered 6 inches of tread length. None of the shells were condemnable based on AAR and Transport Canada standards.
- The origin of the VSR was located approximately 0.5 inch below the wheel tread surface. Beach marks were visible on the fracture surface. There was a shell on the tread of the wheel approximately 1.5 inches from the VSR origin. This shell extended into a sub surface crack propagating approximately parallel to the tread surface (Photo 2).

- Due to damage on the tread face, it was not possible to determine how far the sub surface crack had propagated on the other side of the shell. The mating fracture surface at the VSR origin area was not recovered so it is not known if there was a shell directly above it on the wheel tread surface.
- Wheel hardness and chemical composition of the broken wheel were within the AAR limits for class C wheels. There were no metallurgical anomalies observed at the origin of the VSR which may have led to the wheel failure.
- The mate wheel had no observed damage and no areas of shelling were found.
- Both the broken wheel and the mate wheel showed an overheated band adjacent to the wheel tread which was caused by friction heat from heavy braking.
Rolling contact fatigue and shelling
Rolling contact fatigue (RCF) of railway wheels is caused by repeated contact stress between the wheel and the rail during rolling motion. There are 3 common RCF mechanismsFootnote 8:
- Surface-initiated fatigue - This process stems from the severe plastic deformation of the surface material. Once a crack initiates in the surface layer, it propagates at a shallow angle down into the wheel and back up to the tread such that it normally results in the detachment of a small piece of the tread material, referred to as a shell.
- Subsurface-initiated fatigue - This usually initiates approximately ¼inch below the tread surface. This process is caused by a combination of high vertical loading and locally low fatigue resistance of the material such as that resulting from microscopic manganese sulfide inclusions. Once a crack initiates in the subsurface layer, it initially grows parallel to the tread. There are usually no macroscopic inclusions or voids at the point of initiation.
- Fatigue initiated at deep material defects - This usually initiates approximately ½to 1 inch below the tread at macroscopic defects or voids about 1 mm in size and grows parallel to the tread. Final fracture results from branching of the circumferentially growing crack.
The first 2 RCF mechanisms can lead to shelling of the tread surface. This shelling can be further influenced by the reduction in material strength associated with elevated temperature due to braking.
Vertical split rim
Vertical split rim (VSR) continues to be studied by researchers and is not completely understood. VSR tends to initiate at the bottom of a rolling contact fatigue-initiated shell or spall.Footnote 9 VSR is one of the dominant railway wheel failure types.Footnote 10 Footnote 11
Wheel impact load detectors
Wheel impact load detectors (WILD) are wayside devices that measure the impact load of a wheel on the rail, usually through a strain-based system or accelerometer-based system. The unit of measure for wheel impacts is kip. One kip is equivalent to 1000 pounds of force. The strain-based system quantifies the force applied to the rail through a mathematical relationship between the applied load and the deflection at the base of the rail. The strain gauges are physically mounted on the web of rail, about halfway down from the top of the rail head.
CN has implemented one of North America's largest networks of WILDs, i.e. 39 detectors at 34 sites. Using this network of WILDs, between 25 000 to 30 000 wheels, with impacts in the range of 90 to 139 kips, are identified and removed from service each year.
In addition to CN's WILD policy (Appendix A), the following guidelines are also considered:
- Cars with impacts between 90 kips and 140 kips are considered maintenance level wheel impacts and may or may not be flagged for subsequent inspection by qualified staff at the next available terminal.
- These wheels are automatically flagged with a special bad order code WM for removal at the next CCI maintenance and inspection location for that train.
- Wheels identified with maintenance level wheel impacts are changed out at the earliest opportunity to prevent 140-kip wheels from damaging rail and delaying trains.
Other related occurrence
In the TSB investigation into the derailment of a CN unit coal train which occurred near Fort Fraser, British Columbia on 12 February 2011 (R11V0039), the Board concluded that:
- Canadian National's wheel impact load detector policy and the AAR's allowable limit for removal of a wheel due to impacts may not provide adequate guidance to identify emerging wheel defects, increasing the risk that emerging wheel defects will not be identified before progressing to failure.
- As shells or spalls become more numerous on the wheel tread, there is an increased risk of a crack suddenly propagating down into the wheel, producing a vertical split rim wheel failure and resulting in a derailment.
Also, Transport Canada-approved Railway Freight Car Inspection and Safety Rules do not have any provisions for condemning in service wheels due to high wheel impact loads. In response to a safety advisory letter (RSA-11/11) titled Broken Wheels with Previous AAR condemnable WILD Readings, TC indicated that it would be creating a joint TC/industry forum to undertake a comprehensive review of the wayside inspection systems (WIS) and WILD criteria. From this review, TC will create appropriate tools for WIS and WILD, such as guidelines, standards or rules.
CN's bad order policy
CN's Bad Order Policy (Appendix B) specifies the handling of cars which require:
- Priority repairs (Defect codes AA – VZ),
- Preventive maintenance repairs (Defect Codes WA – WZ).
When a car records a WILD reading of between 90 – 139 kips, the bad order code WM is assigned. For this code, CN policy indicates that:
- Cars with a code of WM must have the wheels changed at the next CCI location for that car (whether the car is loaded or empty).
Although the bad order system sets a base threshold of 90 kips, there are a number of factors that can influence how quickly the car is handled, i.e. how quickly the preventive maintenance repairs can be scheduled. These factors include:
- time of year, i.e. during the winter season, there are about 5 times more wheel-shelling incidences as compared to the summer season. With greatly increased shelling, there likely will be an increased number of 90+ kip readings.);
- the ability of line points to handle repairs; and
- system fluidity.
WILD readings and wheel failures
In a study conducted by the Transportation Technology Center Inc. (TTCI)Footnote 12 involving 24 wheel sets with broken wheels, it was determined that:
- the dominant failure mode (71%) was VSR; and
- In 6 of the 12 broken wheels for which historical WILD data was available, there had been impact loads exceeding 90 kips before failure.
In this occurrence, about 6 hours before the derailment, the L4 wheel on the 38th car (CN 196833) recorded a WILD reading of 83.8 kips. Less than 2 hours before the derailment, the WILD reading recorded for the L4 wheel was 54 Kips, while the train was travelling at 28 mph. All prior WILD readings for this wheel had been less than 70 kips. Table 1 provides a summary of WILD reading measurements (greater than 90 kips) for recent TSB-reportable broken wheel derailments.
| TSB Occurrence | No. of WILD readings greater than 90 kips before wheel failure |
|---|---|
| R11T0072 (Coport) | 8 |
| R11T0079 (Makwa) | 0 |
| R11V0039 (Fort Fraser) | 1 |
| R11V0254 (Cariboo) | 0 |
TSB Laboratory reports were completed for the broken wheel derailments listed in Table 1:
- LP037/2011 (R11T0072 - Coport)
- LP040/2011 (R11T0079 - Makwa)
- LP022/2011 (R11V0039 – Fort Fraser)
- LP010/2012 (R11V0254 – Cariboo)
Analysis
Train handling was not considered causal in this derailment. The analysis will focus on the broken wheel, track-fastening systems and CN's Bad Order Policy as it relates to wheel impacts between 90 – 139 kips.
The accident
On 21 December 2011, westward CN train C 76551-20 derailed 19 cars at Mile 58.83 of the Nechako Subdivision. The derailment occurred when the fractured L4 wheel on car CN 196833 experienced a wheel fall-in event on the gauge side of the south rail.
Before the wheel fall-in event, the wheel had experienced a vertical split rim (VSR) failure which resulted in the narrowing of the wheel tread running area. At its narrowest point, the wheel set gauge measurement was 57 6/16 inches. The track gauge measurement at the POD was found to be 57 9/16 inches. The broken L4 wheel fell into gauge when the narrowed wheel tread aligned with the priority wide gauge defect, i.e. 1 1/16 inches wide) at the POD.
Track-fastening systems
The track-fastening system used to secure the rail in the area of the POD consisted of lag screws and Pandrol clips, i.e. elastic fasteners. Where the curve transitioned into a short piece of tangent track, the track-fastening system changed to spikes. The restraining threshold of elastic fasteners combined with lag screws provide increased rail hold-down strength and resistance to rail roll-over, when compared to a fastening system using spikes.
In this occurrence, once the derailed wheel entered the spiked section of track, the track fastening system was overcome by the lateral force of the derailed wheel, resulting in the rail rolling over and the derailment of the 19 trailing cars.
The broken wheel
Hardness and chemical composition of the broken wheel were within the AAR limits for class C wheels. There were no metallurgical anomalies observed at the origin of the VSR that may have led to the wheel failure. The failed wheel had experienced a VSR failure which had originated approximately 0.5 inch below the tread surface. There was a non-condemnable shell,per TC regulations and AAR rules, on the wheel tread approximately 1.5 inches away from the origin of the VSR. However, since the mating fracture surface was not recovered, it could not be determined if the VSR initiated from the shell.
CN Bad order policy
The CN Bad Order policy related to wheels with impact levels between 90 – 139 kips allows for flexibility for determining when the required car/wheel maintenance is scheduled. Factors such as the time of year, i.e. season, the capacity of line points to make repairs and system fluidity are considered. As the incidence of shelling is up to 5 times greater in the winter months, the wheel impact levels for determining when a wheel will be removed from service will tend to increase. Although this is understandable from an operational point of view, when car maintenance policies allow for increased flexibility for maintenance level wheel impacts, i.e. between 90 and 139 kips, there is an increased risk of in-service wheel failures, especially during winter months when wheel shelling is more pervasive and can contribute to VSR failures.
Wheel impact load detector systems
From TTCI's study of broken wheel derailments and a review of recent TSB-reportable broken wheel derailments, there is no correlation between wheel failure and maintenance level wheel impacts, i.e., number of WILD readings greater than 90 kips before wheel failure. Although WILD systems can be used to identify wheels that are trending to high wheel impacts, this technology has limitations in identifying wheels that are trending to failure, e.g. VSR, within the maintenance level wheel impact range.
Findings
Findings as to causes and contributing factors
- The derailment occurred when the fractured L4 wheel on car CN 196833 experienced a wheel fall-in event on the gauge side of the south rail.
- The wheel had experienced a VSR failure which resulted in the narrowing of the wheel tread running area.
- The broken L4 wheel fell into gauge when the narrowed wheel tread aligned with the priority wide gauge defect, i.e., 1 1/16 inches wide) at the POD.
- Once the derailed wheel entered the spiked section of track, the track-fastening system was overcome by the lateral force of the derailed wheel resulting in the rail rolling over and the derailment of the 19 trailing cars.
Finding as to risk
- When car maintenance policies allow for increased flexibility for maintenance level wheel impacts, i.e. between 90 and 139 kips, there is an increased risk of in-service wheel failures, especially during winter months when wheel shelling is more pervasive and can contribute to VSR failures.
Other findings
- There was a non-condemnable shell, per TC regulations and AAR rules on the wheel tread approximately 1.5 inches away from the origin of the VSR. However, since the mating fracture surface was not recovered, it could not be determined if the VSR initiated from the shell.
- Although WILD systems can be used to identify wheels that are trending to high wheel impacts, this technology has limitations in identifying wheels that are trending to failure, e.g., VSR, below or within the maintenance level wheel impact range.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on . It was officially released on 22 January 2013.
Appendices
Appendix A - CN's wheel impact load detector (WILD) Policy
1) For cars with single impacts over 160 kips measured or 200 kips speed corrected:
- RTCC must immediately restrict speed of car to 25 mph.
- If impact measured on inbound train, car must be set out at the terminal.
- If impact is measured on outbound train, car must be set out at first designated siding.
- Car will be bad ordered with code WI by the RTC Mech, who will advise responsible repair personnel.
- Subject wheel must be replaced before the car is placed back into service.
2) For cars with single impacts between 150–159 kips measured:
- RTCC must immediately restrict speed of car to 10 mph less than the speed at the detector.
- RTCC will decide whether car should be set out at inbound terminal (if inbound) or the first designated set-out location (if outbound).
- If the above set-off is not practical under the circumstances; car can be moved to another convenient location for set-off. In this scenario, the car should never move beyond the location where it will receive a CCI.
- Car will be bad ordered with code WI by the RTC Mech, who will advise responsible repair personnel. Subject wheel must be replaced before the car is placed back into service.
3) For cars with single impacts between 140–149 kips measured:
- RTCC must immediately restrict speed of car to 5mph less than the speed at the detector If the temperature at the detector is –25C (-13F) or colder, the speed reduction must be 10mph less than the detector speed.
- RTCC will decide whether car should be set out at inbound terminal (if inbound) or the first designated set-out location (if outbound).
- If the above set-off is not practical under the circumstances, car can be moved to another convenient location for set-off. In this scenario, the car should never move beyond the location where it will receive a CCI.
- Car will be bad ordered with code WI by the RTC Mech, who will advise responsible repair personnel.
- Subject wheel must be replaced before car is put back into service.
Additional measures governing set offs/speed reductions may be implemented as conditions warrant.
Cars with impacts between 90 kips and 140 kips are considered maintenance level wheel impacts and may or may not be flagged for subsequent inspection by qualified staff at the next available terminal. Wheels identified with maintenance level wheel impacts are changed out at the earliest opportunity to prevent 140-kips wheels from damaging rail and delaying trains.
Appendix B - CN's BAD ORDER POLICY
1. CARS REQUIRING PRIORITY REPAIRS (DEFECT CODES AA – VZ)
- Defect codes covers the following categories: Safety Appliances, Brakes, Couplers, Draft Gears, Car Body/Underframe, Trucks.
- Cars with the above-noted defect codes MUST NOT leave a repair location until the defect has been repaired
- Repair location is defined as any location that employs carmen
- Cars found on-line/en-route with the above-noted defect codes will be inspected to ensure they are safe to travel. Once they are deemed safe to travel, they will then travel to the next repair location. The cars will carry the appropriate defect code as well as a Mechanical Code of RR to allow it to be put onto a train in SRS. The RR code designates the car as safe to travel to the next repair location but not beyond.
- The RR Mechanical Code will only be input by HQ Mechanical personnel.
2. CARS REQUIRING PREVENTIVE MAINTENANCE REPAIRS (DEFECT CODES WA – WZ)
- Defect codes cover items identified by wayside detectors, two-strike impacts, AEI tags, application of treadguard shoes, customer rejects
- Cars with the above-noted defect codes will be allowed to travel to the planned repair location (e.g. Cars with defect code of WS will have treadguard shoes applied at the next CCI location).
- Cars will carry the appropriate defect code as well as a Mechanical Code of PM to allow it to be put on a train in SRS. The PM code designates the car as safe to travel.
- Cars with a code of WM must have the wheels changed at the next CCI location for that car (whether the car is loaded or empty).
- The PM Mechanical Code will only be input by HQ Mechanical and designated representatives within each region.
3. CARS REQUIRING HEAVY REPAIRS (DEFECT CODES XA – ZZ)
- Defect codes cover cars moving to CN shops for a heavy repair program, dismantlers, as well as cars destined to home shop or contract shops for repairs
- Cars with the above-noted defect codes will be made safe to travel and will be free of any FRA safety defects. Cars will be allowed to travel to the planned repair/dismantling location.
- Cars will carry the appropriate defect code as well as a Mechanical Code of PM to allow it to be put on a train in SRS. The PM code designates the car as safe to travel.
- The PM Mechanical Code will only be input by HQ Mechanical and designated representatives within each region.