Rupture
TransCanada Pipelines Limited (Nova Gas Transmission Ltd.)
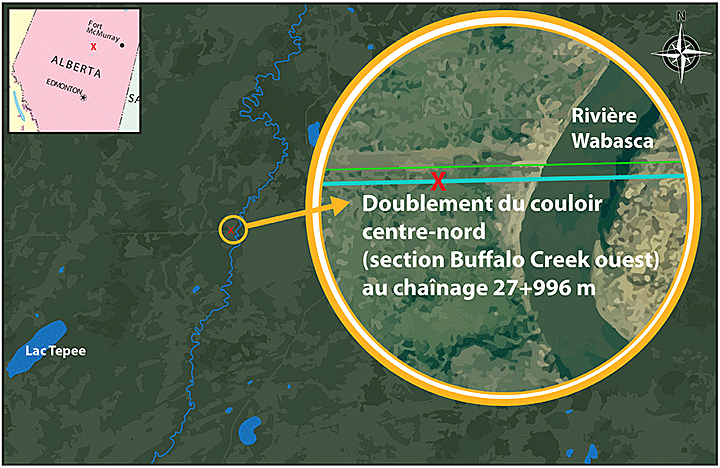
Doublement du couloir centre-nord (section Buffalo Creek ouest),
au chaînage 27+996 M
près de Fort McMurray (Alberta)
Le Bureau de la sécurité des transports du Canada (BST) a enquêté sur cet événement dans le but de promouvoir la sécurité des transports. Le Bureau n’est pas habilité à attribuer ni à déterminer les responsabilités civiles ou pénales. Le présent rapport n’est pas créé pour être utilisé dans le contexte d’une procédure judiciaire, disciplinaire ou autre. Voir Propriété et utilisation du contenu. Les pronoms et les titres de poste masculins peuvent être utilisés pour désigner tous les genres afin de respecter la Loi sur le Bureau canadien d’enquête sur les accidents de transport et de la sécurité des transports (L.C. 1989, ch. 3).
Résumé
Vers 2 h 35, heure normale des Rocheuses, le 17 octobre 2013, la canalisation de la section Buffalo Creek ouest du doublement de 914 mm (36 pouces) de diamètre du couloir centre-nord du gazoduc de TransCanada PipeLines Limited (NOVA Gas Transmission Ltd.), situé au sud-ouest de Fort McMurray (Alberta), s’est rompue. La rupture s’est produite dans un endroit isolé, à environ 150 m à l’ouest de la rivière Wabasca (au chaînage 27+996 m). Au moment où la rupture s’est produite, le gazoduc servait au transport de gaz naturel non corrosif. Un cratère a été créé et 5 fragments de conduite ont été projetés jusqu’à environ 130 m du point de rupture. Un volume estimatif de 16,5 millions de mètres cubes de gaz naturel a été rejeté dans l’atmosphère. La rupture n’a pas causé d’incendie. Personne n’a été blessé et aucune évacuation n’a été nécessaire.
Renseignements de base
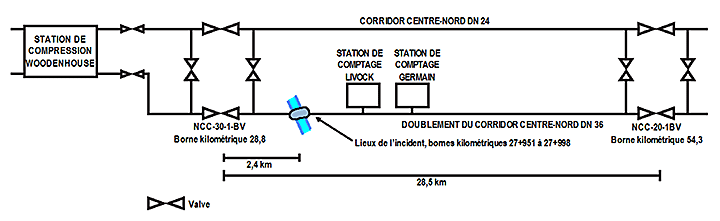
La rupture s'est produite sur la section Buffalo Creek ouest du doublement de 914 mm de diamètre (DNNote de bas de page 1 de 36 pouces) du couloir centre-nord (doublement du CCN) du gazoduc de TransCanada PipeLines Limited (NOVA Gas Transmission Ltd.Note de bas de page 2 ) (NGTL), entre les chaînages 27+951,6 m et 27+998,4 m (figure 1). Ce tronçon de conduite se trouve au sud-ouest de Fort McMurray (Alberta), entre les vannes de sectionnement NCC30-1-BV et NCC20-1-BV, et à environ 25 km de la station de compression Woodenhouse. La rupture était en amont (c.-à-d. à l'ouest) de la partie du franchissement par forage directionnel horizontal (FDH) de la canalisation sous la rivière Wabasca. L'endroit se trouve sur des terres publiques, à la description officielle de terrain SE-01-087-24 W4M. Il n'y avait pas de résidents permanents dans les environs immédiats, mais un camp saisonnier se trouvait à environ 250 m de l'emplacement de la rupture.
La section Buffalo Creek ouest du doublement du CCN et la conduite principale CCN 24 (CP du CCN) partagent un droit de passage. La pression dans la CP du CCN a chuté temporairement à 80 % au moment de la découverte en raison de la proximité de la rupture.
Aucun quartier résidentiel n'a subi de pénurie de gaz naturel. Cependant, 2 clients dans l'industrie des sables bitumineux ont dû prendre des dispositions temporaires pour se faire livrer du gaz ou du propane par camion.
Examen des lieux
Au cours de l'examen des lieux, on a observé les éléments suivants :
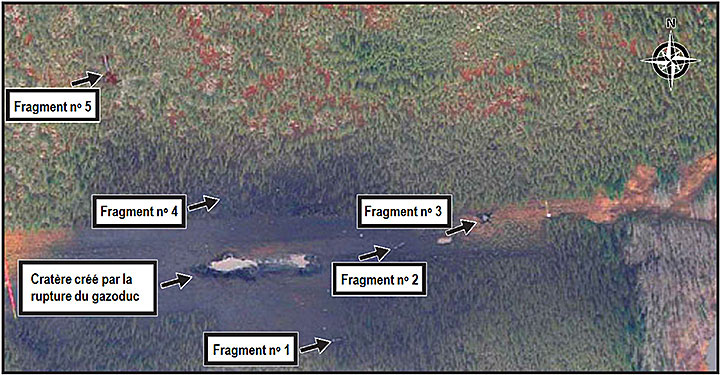
- La rupture du gazoduc avait créé un cratère d'environ 15 m de large, 50 m de long et 5 m de profondeur.
- 5 fragments de conduite ont été projetés durant la rupture jusqu'à environ 130 m des lieux de la rupture de la canalisation (figure 2).
- Le fragment no 3, situé à environ 30 m du bord des lieux de la rupture, consistait en un coude forgé 3D de 12 degrésNote de bas de page 3 avec un tube courtNote de bas de page 4 fixé à chaque extrémité (figure 3).
- Le sol sur les lieux de la rupture était composé d'un dépôt organique d'environ 0,5 m à 1,5 m d'épaisseur en surface recouvrant un dépôt d'argile.
- À environ 200 m à l'est des lieux de la rupture, le sol se composait de matières minérales sur les berges de la rivière Wabasca.
- À environ 350 m à l'ouest des lieux de la rupture, il y avait une zone humide.

Les 5 fragments de conduite ainsi que les extrémités où se termine la fracture ont été recueillis et expédiés au laboratoire Acuren, à Edmonton (Alberta), pour y être examinés en détail.
Renseignements sur le gazoduc
La section Buffalo Creek ouest du doublement du CCN est une conduite de classe 1Note de bas de page 5 , qui s'étend sur une distance de 54,3 km entre la station de compression Woodenhouse et la vanne NCC20-1-BV.
La canalisation a été approuvée à l'origine par l'Alberta Utilities Commission (AUC). Elle a été construite durant l'hiver 2008 et mise en service le 20 mars 2009, fonctionnant sous juridiction provinciale (AUC) jusqu'au 15 avril 2009, date à laquelle tous les gazoducs de NGTL (y compris le doublement du CCN) sont passés sous juridiction fédérale (Office national de l'énergie)Note de bas de page 6 .
La pression maximale de service (PMS) approuvée par l'Office national de l'énergie (ONE) était de 9930 kilopascals (kPa), à une LEMP (limite d'élasticité minimale prescrite) correspondante de 79,7 %. Le tableau 1 résume les autres caractéristiques de la conduite.
| Épaisseur de la paroi (mm) | Nuance (mégapascals [MPa]) |
% de LEMP | Type de revêtement | |
|---|---|---|---|---|
| Conduite du doublement | 11,8 | 483 | 80 | Époxyde thermofusible (système 1A) |
| Conduite du tronçon par FDH | 15,7 | 550 | 60 | Époxyde thermofusible (système 2B) |
| Coudes raccordés au tronçon par FDH | 15,7 | 550 | 60 | Résine époxyde liquide |
Le tube de canalisation consistait en un tube à joint longitudinal fabriqué selon le procédé UOENote de bas de page 7 par soudage à l'arc sous flux en poudre, double passe (DSAW). Le tube a été fabriqué en 2008 par EVRAZ, à Camrose (Alberta). Au cours de la fabrication, toutes les soudures ont été soumises à des essais non destructifs (END). Les joints circulaires qui ont été soudés durant la fabrication ont été inspectés par radiographie. Durant la construction du gazoduc, les joints circulaires ont été inspectés à l'aide d'essais aux ultrasons automatisés, en conformité avec les exigences de la norme CSA Z662 de l'Association canadienne de normalisation (CSA). Tous les joints circulaires avaient aussi été inspectés visuellement.
Le tube était enduit d'époxyde thermofusible appliquée sur les tronçons de 11,8 mm selon le système 1A de la norme CSA Z245.20 et selon le système 2B sur les tronçons de 15,7 mm. De plus, les coudes et les joints circulaires du tube étaient enduits d'époxyde liquide.
Détection et notification de la rupture
À 2 h 35 le 17 octobre 2013Note de bas de page 8 , le centre de commande d'acheminement du gaz de TransCanada PipeLines Limited (TransCanada) a constaté la rupture alors qu'il surveillait les tendances de la pression indiquées par le système d'acquisition et de contrôle des données (SCADA). Une diminution de la pression de refoulement de la station de compression Woodenhouse, de la pression d'aspiration de la station de compression Buffalo North, de la pression de refoulement de la station de comptage Germain et de la pression de refoulement de la station de comptage Livock a été observée. Au moment de la découverte de la rupture, la pression d'exploitation à la station de compression Woodenhouse était d'environ 9200 kPa.
Par la suite, un certain nombre de dispositifs de sectionnement en cas de chute de pression se sont déclenchés, ce que le centre de commande d'acheminement du gaz a relevé. La pression diminuait aussi dans la CP du CCN adjacente, car les 2 gazoducs fonctionnaient en commun au moment de la rupture.
Après avoir dépêché le technicien de garde de la région de Wildrose pour faire enquête, les avis suivants ont été émis ou reçus :
- À 3 h 8, une alarme SCADA de basse pression a retenti à la station de comptage Livock.
- À 3 h 15, le centre de commande d'acheminement du gaz a appelé le numéro d'urgence des ventes de Livock pour signaler le problème.
- À 3 h 24, le centre de commande d'acheminement du gaz a avisé le responsable des ventes de Germain de la situation.
- À 3 h 35, le centre de commande d'acheminement du gaz a avisé le gestionnaire de garde du système de gestion des urgences de TransCanada et activé le centre des opérations d'urgence (COU) de la compagnie.
- À 3 h 48, le contremaître de terrain de Livock a informé le centre de commande d'acheminement du gaz qu'on entendait une fuite de gaz dans la direction des gazoducs du CCN, à proximité de la rivière Wabasca.
- À 3 h 55, le COU de la région Wildrose a été activé.
Isolement du tronçon de conduite rompu
Pour isoler le tronçon de conduite rompu, un certain nombre de vannes immédiatement en amont et en aval de l'emplacement de la rupture (figure 4) ont été fermées. Trois vannes se sont fermées automatiquement : 1 vanne de sectionnement (NCC30-1-BV), 1 vanne de raccordement (NCC30-0-D2) et la vanne de la station de comptage Germain (GMN10-M-1MV1-NCC). À 7 h 54, le centre local de commande des vannes a déclenché manuellement la fermeture de la vanne de raccordement de la canalisation principale au doublement (NCC20-0-X1). Lorsque la fermeture de la vanne NCC20-0-X1 a été déclenchée, une autre vanne de sectionnement (NCC20-1-BV) s'est fermée automatiquement.
À 8 h 15, des techniciens de TransCanada ont été dépêchés par hélicoptère aux vannes de sectionnement en amont (NCC30-1-BV) et en aval (NCC20-1-BV) afin de vérifier qu'elles étaient fermées. À 15 h, ils confirmaient que les vannes de sectionnement du doublement et la vanne de raccordement en amont entre le doublement et la canalisation d'embranchement étaient fermées et scellées. On estime à 16,5 millions de mètres cubes le volume de gaz naturel qui s'est échappé dans l'atmosphère.
Remise en état du gazoduc
On a remplacé le coude de 12 degrés qui a cédé par un coude de 12 degrés de nuance 483 et d'une épaisseur nominale de paroi de 19,7 mm. On a posé 2 vis d'ancrage à 25 m en amont du coude (espacées d'environ 1 m). Une autre vis d'ancrage a été mise en place à 45 m en amont du coude. Le coude de 12 degrés du côté est de la rivière Wabasca a été remplacé proactivement par un coude de 12 degrés de nuance 483 et d'une épaisseur nominale de paroi de 19,7 mm.
Conformément aux instructions contenues dans l'Ordre d'inspecteur KF-001-2013 de l'ONE, le gazoduc a été remis en service le 21 novembre 2013 aux conditions suivantes : la pression dans le tronçon entre les vannes NCC 30-1-BV et NCC 20-1-BV ne devait pas dépasser 7168 kPa et la température de refoulement devait être limitée à 35 °C à la station de compression Woodenhouse.
Historique de l'exploitation du gazoduc
Tout juste avant la rupture du gazoduc, la pression de refoulement maximale à la station de compression Woodenhouse avait été de 9212 kPa à une température de 51,5 °C. La valeur de consigne relative à la température de refoulement maximale à la station était de 55 °C. Au cours des 48 heures qui ont précédé la rupture, la pression a varié entre 7807 kPa et 8960 kPa, selon les mesures prises à la station de comptage Livock.
Environ 50 jours avant la rupture, la température de refoulement à la station de compression Woodenhouse a augmenté parce qu'il a fallu augmenter la puissance pour répondre à la demande des clients en aval.
Au cours de cette période, la température dans le gazoduc a donc été d'au moins 42 °C de façon soutenue à la station de compression Woodenhouse (figure 5). À cet endroit, la température dans le gazoduc n'avait jamais été aussi élevée pendant une période prolongée.
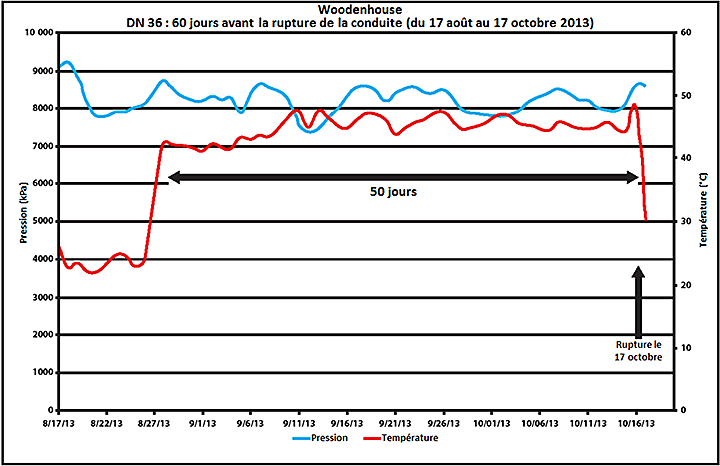
Au cours des 6 mois qui ont précédé la rupture, la pression à la station de comptage des ventes Livock, à 4,4 km en aval des lieux de la rupture, avait varié de 6921 kPa à 9273 kPa, pour une moyenne de 8501 kPa. La station de compression Paul Lake B avait été mise hors service 9 heures avant la rupture, ce qui avait fait augmenter la pression à la station de compression Woodenhouse. Le changement n'a pas été considéré comme une activité inhabituelle, car il n'a pas entraîné la mise en surpression du doublement du CCN.
Document d'avant-projet relatif à la section Buffalo Creek ouest du doublement du corridor centre-nord
Le document d'avant-projet relatif à la section Buffalo Creek ouest du doublement du CCN spécifiait une température de refoulement maximale de 58 °C à la station de compression Woodenhouse. Cependant, l'entrepreneur qui avait effectué l'analyse des contraintes pour le projet avait utilisé la valeur de 45 °C comme température de refoulement maximale. Il s'est avéré que l'on n'avait pas bien informé les membres de l'équipe du projet et les entrepreneurs de TransCanada de la température de refoulement maximale.
En outre, le profil de la température du gaz utilisé dans l'analyse des contraintes aux fins de conception s'est avéré plus tard être différent du profil réel associé à l'exploitation. Le modèle de décroissance de la température supposait que la température du gaz serait la même que la température du sol à environ 10 km de la sortie de la station de compression. Selon cette hypothèse, dans l'analyse des contraintes, on a utilisé un profil moins conservateur de température décroissant de façon linéaire.
Conception et acquisition des coudes du gazoduc
La section Buffalo Creek ouest du doublement du CCN comprenait 25 coudes, dont 2 étaient les coudes verticaux ascendants utilisés au franchissement par FDH de la rivière Wabasca. Les 23 autres coudes étaient des coudes horizontaux. Les coudes ont été fabriqués à l'aide d'un procédé de trempe et de revenuNote de bas de page 9 . Chaque coude a été fabriqué à partir de 2 plaques avec lesquelles on a créé 2 moitiés de coude par formage. Les 2 moitiés ont été soudées ensemble au moyen de soudures continues longitudinales situées à l'intrados (courbe intérieure) et à l'extrados (courbe extérieure) du coude. Des tubes courts ont ensuite été soudés à chaque extrémité des coudes à l'aide du procédé de soudage à l'arc sous flux en poudre (SAFP).
Vingt-six coudes avaient été commandés, y compris un coude de rechange, conformes à la norme de la CSA relative à la nuance 550. Comme la canalisation à laquelle ils étaient appariés était de nuance 483, aucune exigence technique n'obligeait à commander des coudes conformes à la nuance 550. Selon l'entente technique conclue avec le fabricant, l'exigence relative à la commande de pièces consistait à respecter les normes d'entreprise sur les raccords TES-FITG-LD de TransCanada, datées du 19 janvier 2007, et les exigences de la norme CSA Z245.11-05. Les normes d'entreprise de TransCanada sur les raccords comprenaient des exigences supplémentaires sur les essais mécaniques, la chimie, les dimensions et le traitement thermique.
Le fabricant a conçu les coudes en se basant sur la pression spécifiée par TransCanada. L'entente technique spécifiait que l'épaisseur de l'appendice de départ pour chaque coude 3D devait être de 1,1 fois l'épaisseur de la paroi de la conduite contigüe. Rien n'exigeait de tenir compte des contraintes thermiques et longitudinales en service dans la conception et la fabrication des coudes, car ces éléments étaient traités dans l'analyse des contraintes.
Le procédé de fabrication des coudes comportait un processus établi d'assurance de la qualité (AQ) et de contrôle de la qualité (CQ); ce dernier comprenait des procédures de vérification des bons de commande, de validation des normes de fabrication spécifiées, de planification de la production, de fabrication, de traitement thermique, d'usinage, de mise à l'essai, d'inspection et de certification. Dans le cadre du processus d'AQ et de CQ de TransCanada pour le projet, chacun des 26 coudes fabriqués pour la section Buffalo Creek ouest du doublement du CCN a été soumis à un essai hydrostatique. Les essais ont été effectués au multiple de 1,4 de la pression maximale d'exploitation. Durant les essais, 2 des coudes ont cédé – 1 coude a éclaté et 1 autre a bombé.
L'examen subséquent des coudes qui ont cédé a permis de déterminer que la limite d'élasticité était inférieure à la LEMP de 550 MPa. La plus basse limite d'élasticité mesurée (représentative du corps du coude)Note de bas de page 10 était de 459 MPa, dans le cas du coude bombé. On avait chauffé ce coude une seconde fois pour lui donner les bonnes dimensions. Durant la seconde procédure de chauffage, la température avait dépassé la température de revenu spécifiée de 593 ºC, ce qui peut avoir fait diminuer les propriétés mécaniques de la pièce.Note de bas de page 11
Le coude bombé, dont l'épaisseur de la paroi était de 10,3 mm, présentait une limite d'élasticité moyenne de 533 MPa. Ce coude avait cédé sous un essai hydrostatique préalable à la construction parce que l'épaisseur de la paroi ne respectait pas les exigences spécifiées et que la pression d'essai était supérieure à la pression maximale requise.
Les 24 autres coudes avaient réussi l'essai hydrostatique. Cependant, on avait retiré 2 autres coudes pour les soumettre à un examen plus poussé après qu'on ait déterminé que la paroi était mince dans l'un des cas et que la dureté était faible dans l'autre cas. Dans le cas des 22 autres coudes, on a procédé à l'évaluation de l'aptitude fonctionnelle de chaque coude, y compris une inspection visuelle, des mesures dimensionnelles de la circonférence externe de tous les coudes ainsi qu'un essai de dureté et la vérification de la microstructure.
Les 22 coudes se répartissaient en 2 groupes distincts relativement à leur dureté : le nombre de dureté Brinell d'un groupe de coudes était d'environ 230 en moyenne et celui de l'autre groupe de coudes était d'environ 175 en moyenne.
Dans le cas de 12 des 22 coudes, la dureté Brinell était inférieure à 200. TransCanada a déterminé que l'augmentation de l'épaisseur de la paroiNote de bas de page 12 compenserait la diminution de la limite d'élasticité.
Dans le cas des 12 coudes dont la dureté était faible, on a pris des mesures par ultrasons pour confirmer l'épaisseur de la paroi. Cependant, dans le cas de 2 de ces coudes, y compris celui de l'événement à l'étude qui s'est rompu en service, les mesures n'avaient pas été prisesNote de bas de page 13 . En lieu et place, on a supposé une valeur d'épaisseur de paroi erronée de 19,05 mm à partir de l'épaisseur de l'appendice de départ mentionnée sur les dessins de conception et de fabrication. La véritable épaisseur de l'appendice était de 15,88 mm, à peine supérieure à l'épaisseur de la paroi de la conduite appariée (15,7 mm). En supposant une nuance de 459 MPa et une épaisseur de paroi de 19,05 mm, on a calculé que la pression nominale du coude qui s'est brisé en service était de 11 480 kPa, ce qui dépasse la pression maximale d'exploitation du gazoduc, soit 9930 kPa.
Les 22 autres coudes et les 4 coudes de rechange ont tous été soumis à un essai hydrostatique une seconde fois, à une pression plus élevée (12 600 kPa). Leur utilisation dans la construction du gazoduc a été permise, car les essais hydrostatiques n'avaient révélé aucune défaillance, fuite ou réduction de l'aptitude fonctionnelle. À la suite de l'évaluation de l'aptitude fonctionnelle, on a pris la décision d'accepter les 22 coudes, y compris le groupe des 12 coudes dont la dureté était faible. On a jugé que ces coudes, qui avaient résisté à la pression plus élevée de l'essai hydrostatique, convenaient tout à fait au projet.
Processus d'assurance de la qualité de TransCanada relatif à l'achat et à l'acceptation des coudes
Chez TransCanada, les fabricants de coudes en acier au carbone de qualité supérieure et de grand diamètre (DN de 16 ou plus) doivent être préqualifiés. En 2008, lorsque la commande des coudes a été passée, le fabricant des pièces était un fabricant approuvé pour ce type de raccords.
TransCanada avait mis en œuvre un processus d'assurance de la qualité relatif à l'achat et à l'acceptation des coudes. Le processus relatif à l'acquisition des coudes du projet de doublement du CCN incluait ce qui suit :
- Le Groupe de la technique des nouveaux matériaux de TransCanada élaborait, avec le fabricant, une entente technique résumant les spécifications de ce dernier relatives au matériau de départ, aux procédures de soudage et aux critères de conception minimaux en ce qui a trait à l'épaisseur des appendices de départ.
- Le bon de commande, une fois qu'il avait été passé, contenait les renseignements techniques requis pour concevoir les coudes conformément à la norme CSA Z245.11-05 et les spécifications d'entreprise sur les raccords (TES-FITG-LD) de TransCanada.
- Lorsque les dessins des coudes étaient complétés, le fabricant fournissait les dessins au Groupe de la technique des nouveaux matériaux aux fins d'examen et d'approbation.
- TransCanada avait recours aux services d'inspection d'une tierce partieNote de bas de page 14 durant la fabrication.
- TransCanada exigeait que le fabricant lui fournisse les rapports d'essais des matériaux aux fins d'examen et de consignation.
Normes relatives aux raccords de conduite
Le gazoduc a été conçu et construit conformément aux exigences de la norme CSA Z662-07, qui renvoie à la norme CSA Z245.11-05 relative aux raccords de conduites.
Les clauses pertinentes de la norme CSA Z245.11-05 incluent :
- la clause 4.3.1, qui stipule que :
[traduction] la pression nominale des raccords doit être calculée conformément aux règles établies dans la norme ASME applicable (B31.1, B31.3, B31.4, B31.5, B31.8 ou B31.9) et dans les clauses applicables de la norme CAN/CSA Z-662.
La norme de l'American Society of Mechanical Engineers (ASME) applicable était la norme ASME B31.8, qui exige que la pression et la température nominales des coudes soient fonction des contraintes relatives à une conduite faite du même matériau ou d'un matériau équivalent.
- la clause 4.3.2, qui stipule que :
[traduction] après la pose, les raccords doivent pouvoir résister à l'essai de pression, au niveau de pression requis pour créer une contrainte circonférentielle égale à la limite d'élasticité minimale spécifiée pour une conduite de nuance et d'épaisseur de paroi équivalentes fixée au raccord, ou à un niveau de pression plus élevé spécifié dans le bon de commande, sans défaillance, fuite ou réduction de l'aptitude fonctionnelle ou des propriétés mécaniques.
De plus, les clauses pertinentes de la norme CSA Z662-07 incluent :
- la clause 4.3.12.1, qui stipule que les éléments doivent être conçus pour résister aux pressions d'exploitation et aux autres charges spécifiées;
- la clause 4.2.1.2, qui stipule que :
[traduction] l'effet des pressions et des charges externes sur la conduite durant la mise en place et l'exploitation doit être pris en compte selon la bonne pratique du génie. L'épaisseur choisie pour la paroi de la conduite doit procurer une résistance adéquate qui préviendra toute déformation excessive ou tout écrasement, compte tenu des propriétés mécaniques, des tolérances relatives à l'épaisseur de la paroi, de l'ovalisation, des contraintes de flexion et des réactions externes (voir les clauses 4.6 à 4.10).
- la clause 4.2.2.2, qui stipule que les effets de la dilatation ou de la contraction thermique doivent être prévus dans la conception selon les clauses 4.6 à 4.10.
Analyse en laboratoire de la conduite rompue
Les 5 fragments de conduite et les extrémités où se termine la fracture ont été analysés au laboratoire d'Acuren, à Edmonton (Alberta). La longueur de conduite récupérée mesurait en tout 46,7 m. Les fragments de conduite incluaient 4 morceaux essentiellement ronds et un tronçon fendu longitudinalement qui comprenait le coude de 12 degrés en cause.
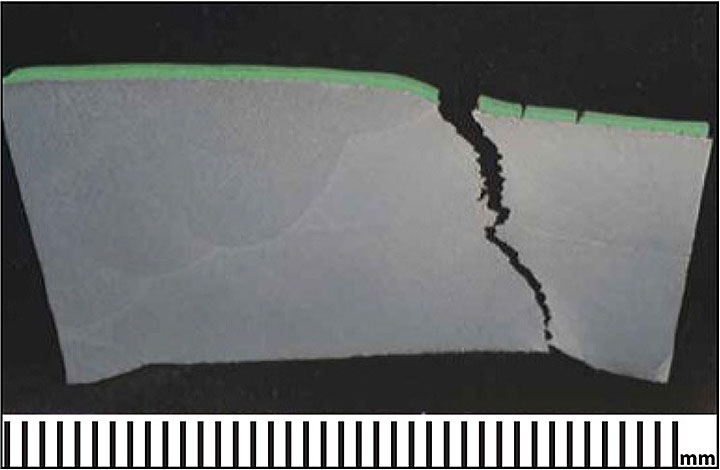
L'analyse en laboratoire a permis de déterminer que la fracture s'était amorcée dans le coude de 12 degrés. Avant la rupture, l'angle du coude était passé à environ 15,4 degrés et le raccord s'était étiré d'environ 5,9 %. L'amorce de la fracture se trouvait au milieu de la portée du coude et elle coïncidait avec la base de la soudure de finition de l'intrados. De l'amorce, la fracture s'était propagée à travers la paroi à un angle d'environ 45 degrés (photo 1). La fracture était de nature entièrement ductile, ce qui a généré des contraintes qui dépassaient la résistance du coude.
Les essais mécaniquesNote de bas de page 15 (limite d'élasticité, résistance à la traction et allongement en pourcentage) ont permis de déterminer que le coude n'était pas conforme aux exigences de la norme CSA Z245.11 relatives à la nuance 550. Les résultats des essais mécaniques étaient toutefois conformes aux exigences de la norme CSA Z245.11 relatives à la nuance 483, qui était la nuance spécifiée pour la conduite appariée. L'essai de résilience CharpyNote de bas de page 16 a permis de déterminer que le coude et les tubes courts de chaque côté du raccord étaient conformes aux exigences de la norme CSA Z245.11. Il n'y avait aucun indice de corrosion, de fissuration par corrosion sous contrainte, de dommage mécanique, ou de défaut de matériau ou de fabrication.
Analyse par éléments finis du coude
On a procédé à une analyse par éléments finis pour évaluer la plage des contraintes qui seraient nécessaires au niveau du coude pour causer une défaillance. D'après la température et la pression au moment de la rupture, le coude aurait subi au niveau de l'intrados de grandes contraintes plastiques traversant la paroi, à cause d'un mécanisme de fermeture du cintrage. La contrainte et la déformation causées par les conditions de température et de pression étaient suffisantes pour provoquer l'amorce de la fracture de la canalisation.
Exigences de la réglementation relatives à la gestion de l'intégrité des pipelines
En 2009, au moment où le doublement du CCN a été construit, l'article 40 du Règlement de l'Office national de l'énergie sur les pipelines terrestres (RPT 99) spécifiait qu'une compagnie doit élaborer un programme de gestion de l'intégrité du pipeline.
À l'époque, il n'y avait pas d'exigence réglementaire relative à un programme de gestion de l'intégrité permettant d'identifier les conditions susceptibles d'influer sur l'exploitation qui pourraient survenir durant la construction.
En 2013, l'article 40 du RPT 99 a été modifié de manière à spécifier ce qui suit :
La compagnie établit, met en œuvre et entretient un programme de gestion de l'intégrité qui permet de prévoir, de prévenir, de gérer et d'atténuer les conditions pouvant avoir une incidence négative sur la sécurité ou l'environnement dans le cadre de la conception, de la construction, de l'exploitation, de l'entretien ou de la cessation d'exploitation du pipeline.
Les compagnies soumises à la réglementation de l'ONE doivent faire preuve d'un engagement proactif envers l'amélioration de la sécurité. Ces compagnies de pipeline sont tenues d'incorporer un programme de gestion de l'intégrité (PGI) dans leurs activités de tous les jours. Selon les outils, la technologie et les mesures prises, le PGI permettra à la compagnie de prévoir et de prévenir les défaillances.
Programme de gestion de l'intégrité des pipelines de TransCanada
Le PGI de TransCanada relatif aux gazoducs est intitulé « programme de gestion de l'intégrité des canalisations de gaz au Canada » (PGI des gazoducs). Dans le PGI des gazoducs, on a évalué 9 catégories de menaces. Elles ont été réparties en 3 groupes, de la façon suivante :
- Menaces temporelles (c.-à-d., la corrosion externe, la corrosion interne et la fissuration par corrosion sous contrainte).
- Menaces statiques ou internes (c.-à-d., les défauts liés à la production, au soudage ou à la fabrication, et la défaillance de l'équipement).
- Menaces intemporelles (c.-à-d., les forces liées aux conditions météorologiques et les forces extérieures, les dommages mécaniques et la mauvaise exploitation).
Pour ce qui est des défauts de production, le PGI de TransCanada indiquait que des spécifications de production incorporant des mesures destinées à assurer la qualité et l'uniformité des matériaux, et le respect des normes, devaient être mises en œuvre.
Audit du programme de gestion de l'intégrité de TransCanada par l'Office national de l'énergie
Les compagnies de pipeline réglementées sont tenues par l'ONE de prévenir et gérer les dangers et les risques associés à l'exploitation. L'ONE utilise une démarche fondée sur la connaissance du risque pour repérer les compagnies de pipeline qui doivent être assujetties à un régime réglementaire de surveillance. Au moyen d'une approche proactive, l'ONE procède à des vérifications de la conformité, notamment en effectuant des inspections et des audits, pour cerner les problèmes potentiels dans le programme de gestion de l'intégrité d'une compagnie de pipeline. Au cours d'un audit, la compagnie de pipeline doit démontrer le caractère adéquat et l'efficacité de son PGI ainsi que la conformité de ce dernier avec les exigences de l'ONE, au moyen d'entrevues avec son personnel et de la fourniture de documents justificatifs. À la suite de l'audit, la compagnie doit présenter et mettre en œuvre un plan de mesures correctives destiné à corriger les situations de non-conformité constatées. Les résultats des audits sont utilisés dans le cadre de la démarche de cycle de vie fondée sur la connaissance du risque relative au processus d'assurance de la conformité.
Le plus récent audit par l'ONE du programme de gestion de l'intégrité de TransCanada avait débuté en novembre 2012 et il incluait 9 sous-éléments du système de gestion :
- Détermination des dangers et évaluation et maîtrise des risques
- Structure organisationnelle, rôles et responsabilités
- Formation, compétence et évaluation
- Contrôle opérationnel – exploitation courante
- Contrôle opérationnel – perturbations ou conditions anormales
- Inspection, mesure et surveillance
- Mesures correctives et préventives
- Vérification interne
- Revue de la direction
Ces sous-éléments ont été choisis à l'aide de la démarche fondée sur la connaissance du risque avec une attention spéciale portée aux domaines de l'industrie des pipelines qui présentent les plus hauts taux de non-conformité. De plus, les activités de vérification de TransCanada avaient été modifiées pour qu'il soit possible d'évaluer les allégationsNote de bas de page 17 de non-conformité possible qui avaient été portées à l'attention de l'ONE par un plaignant. Le protocole d'audit modifié incluait 4 évaluations supplémentaires :
- les pratiques de TransCanada relatives à l'inspection et à l'examen non destructif des soudures, lorsque ceux-ci sont effectués par des experts tiers accrédités faisant rapport directement à la compagnie et indépendants des entrepreneurs exécutant les travaux;
- les conseils de TransCanada sur les pratiques internes d'ingénierie;
- le programme de formation des inspecteurs internes sur les nouvelles procédures d'examen non destructif;
- le rôle et les responsabilités du gestionnaire du contrôle ou de l'assurance de la qualité.
L'ONE a rendu public son rapport de vérification final en février 2014. Celui-ci indiquait que les processus en place chez TransCanada permettaient de déterminer la majorité des dangers et des risques (et les plus importants) auxquels la compagnie est confrontée. TransCanada était aussi entièrement conforme dans le cas de 5 sous-éléments de l'audit, notamment : la structure organisationnelle, les rôles et les responsabilités; la formation, la compétence et l'évaluation; le contrôle opérationnel – exploitation courante; les mesures correctives ou préventives; la vérification interne.
TransCanada était toutefois non conformeNote de bas de page 18 à certaines parties de 4 sous-éléments de l'audit, notamment : la détermination des dangers, l'évaluation et la maîtrise des risques; le contrôle opérationnel – perturbations ou conditions anormales; l'inspection, la mesure et la surveillance; la revue de la direction (annexe).
De plus, la vérification et l'enquête internes de TransCanada sur sa conformité aux normes et aux procédures techniques avaient confirmé plusieurs des allégations de non-conformité avec la réglementation mentionnées par le plaignant. TransCanada a alors élaboré et mis en œuvre des mesures destinées à corriger la situation et à prévenir des occurrences semblables de non-conformités confirmées. TransCanada a pris ces mesures correctives avant l'enquête de l'ONE sur les allégations du plaignant.
Vérification interne du programme de gestion de l'intégrité de TransCanada
TransCanada a effectué la vérification interne de la non-conformité potentielle de son PGI en mai 2012 et a effectué un certain nombre d'évaluations, de déterminations et de modifications.
Conjointement avec la vérification interne, TransCanada a mis en œuvre l'examen des exigences techniques de sa norme sur les pratiques d'ingénierie. Cette norme comprenait des conseils sur les exigences relatives aux activités techniques internes ou d'un tiers. Elle donnait un aperçu des exigences en matière d'authentification des documents techniques produits par TransCanada ou pour elle. En 2012, TransCanada a mis en œuvre une formation obligatoire sur ses pratiques d'ingénierie. Elle a depuis mis en œuvre le Système de gestion des projets d'investissement (SGPI) pour rendre obligatoire la revue technique interne des données de conception de tout nouveau pipeline. Le système donne aussi un aperçu des exigences en matière de points de contrôle pour les examens à différents stades de la phase de conception, par exemple lorsque cette dernière est achevée à 30 %, à 60 % et à 90 %.
La vérification interne a permis de déterminer qu'il existait un processus officiel de vérification et d'enquête chez TransCanada, mais il y avait des possibilités d'amélioration continue.
Analyse
L'événement
Le gazoduc s'est rompu en amont (à l'ouest) de la partie par forage directionnel horizontal de la canalisation qui traverse la rivière Wabasca. La fracture de la canalisation s'était formée au niveau d'un coude vertical ascendant fabriqué. Depuis l'amorce (au milieu de la portée du coude et coïncidant avec le bord de la soudure de finition de l'intrados), la fracture s'est propagée à travers la paroi à un angle d'environ 45 degrés, ce qui a causé la rupture en service. À cause de la pression à l'intérieur de la conduite, 5 fragments de conduite, y compris le coude, ont été projetés durant la rupture et ils se trouvaient à l'intérieur de 130 m des lieux du bris de la canalisation. Le gaz naturel qui s'est échappé de la conduite rompue en service ne s'est pas enflammé.
Durant l'exploitation normale, il y avait eu dans le gazoduc une dilatation thermique qui exerçait une force sur le coude, faisant ainsi augmenter la contrainte au niveau de l'intrados du coude. Au cours des 50 jours qui ont précédé la rupture, le gazoduc avait été exploité à une température soutenue variant entre 42 °C et 48 °C et à une pression maximale de l'ordre de 9200 kPa.
Le constructeur avait conçu et fabriqué le coude du gazoduc en conformité avec les exigences de la norme CSA Z245.11-05 de l'Association canadienne de normalisation (CSA), en fonction des paramètres de la conduite appariée et des autres exigences techniques spécifiées par TransCanada PipeLines Limited (TransCanada). Cependant, lorsque le gazoduc a été conçu, on avait utilisé dans l'analyse des contraintes une température maximale d'exploitation plus basse à la station de compression Woodenhouse (c.-à-d., 45 °C au lieu de 58 °C) et un modèle de décroissance de la température non conservateur. Les membres de l'équipe du projet et les entrepreneurs n'avaient pas bien été informés de la température de refoulement maximale possible au stade de la conception, si bien qu'on a utilisé une température plus basse durant le processus de conception. En conséquence, on n'a pas pris en compte toute l'enveloppe d'exploitation (pression et température) potentielle dans la conception du gazoduc et on n'a pas bien tenu compte de la menace que constituait la dilatation thermique.
Le constructeur avait été préqualifié par TransCanada. De plus, la compagnie avait mis en œuvre un processus d'assurance de la qualité (AQ) pour l'achat et l'acceptation des coudes du gazoduc. Cependant, l'utilisation du paramètre de conception inexact et le modèle de décroissance de la température non conservateur n'ont pas été repérés par le processus d'assurance de la qualité de TransCanada. Si l'analyse des contraintes effectuée durant la conception d'un pipeline ne prend pas en compte toute l'enveloppe d'exploitation (c.-à-d., la pression et la température) potentielle, il se peut que le pipeline ou ses composants ne soient pas assez robustes, ce qui augmente le risque d'une rupture en service.
Processus d'assurance de la qualité des raccords de conduite
Dans le cadre du processus d'assurance de la qualité et de contrôle de la qualité (CQ) relatif au projet, tous les coudes ont été soumis à un essai hydrostatique avant d'être envoyés sur le terrain. Durant les essais hydrostatiques effectués en atelier avant la construction de la section Buffalo Creek ouest, 2 coudes ont cédé : l'un d'eux a éclaté et l'autre a bombé. Les propriétés mécaniques du coude bombé avaient diminué, tandis que l'épaisseur de la paroi du coude éclaté ne respectait pas les exigences spécifiées; en outre, les propriétés mécaniques du raccord avaient faibli.
Le processus d'assurance de la qualité du constructeur des coudes n'incluait pas d'exigences spécifiques sur la vérification de la pression de l'essai hydrostatique, des propriétés du matériau et de l'épaisseur de la paroi de chaque raccord produit. Si le processus d'assurance de la qualité et de contrôle de la qualité n'exige pas de prendre en compte toutes les normes régissant les raccords de conduite et les spécifications de conception, il se peut que le raccord d'un pipeline ne convienne pas à son enveloppe d'exploitation (c.-à-d., la pression et la température) complète, ce qui augmente le risque d'une défaillance en service.
Évaluation de l'aptitude fonctionnelle des coudes de gazoducs
À la suite de l'examen des 2 coudes qui avaient cédé, on a procédé à l'évaluation de l'aptitude fonctionnelle des autres coudes. L'évaluation incluait une inspection visuelle, des mesures dimensionnelles ainsi que la vérification de la dureté et de la microstructure, et un essai hydrostatique. Des 26 coudes d'origine, 22 ont été acceptés pour le projet. Pour ce qui est du coude qui s'est rompu lors de l'événement à l'étude, l'épaisseur de la paroi n'a pas été mesurée directement, mais elle a plutôt été déterminée à partir de l'information tirée des dessins de fabrication de production, ce qui a mené à en surévaluer la valeur de 3,17 mm. En conséquence, le résultat du calcul de la pression interne nominale du coude était aussi surévalué.
Les coudes de gazoduc posés sur la section Buffalo Creek ont été jugés entièrement convenables après l'évaluation de leur aptitude fonctionnelle, qui incluait un essai hydrostatique postérieur à la construction effectué à une pression de 12 600 kPa sans qu'il y ait défaillance, fuite ou diminution de l'aptitude fonctionnelle. La pression d'essai était supérieure à la pression d'exploitation admissible maximale pour le gazoduc, qui est de 9930 kPa.
Programme de gestion de l'intégrité des pipelines
Dans la catégorie des dangers statiques ou internes, le programme de gestion de l'intégrité (PGI) de TransCanada prend en considération les menaces suivantes : les défauts liés à la production, les défauts liés au soudage ou à la fabrication, et les défaillances de l'équipement. Pour chaque type de menace, le PGI de TransCanada incluait un certain nombre de stratégies d'atténuation. Par exemple, les menaces dues aux défauts liés à la production étaient atténuées par l'incorporation de mesures destinées à garantir la qualité et l'uniformité du matériau, et le respect des normes.
Les coudes posés dans le gazoduc n'avaient cependant pas été fabriqués conformément aux spécifications requises, mais leur mise en place a été acceptée à partir d'une évaluation de leur aptitude fonctionnelle. Toutefois, un paramètre et un modèle de décroissement de la température inexacts ont été utilisés dans la conception du gazoduc, ce qui constitue un type de menace qui n'était pas expressément pris en considération dans le PGI de TransCanadNote de bas de page 19 . Si le programme de gestion de l'intégrité de la compagnie de pipeline ne mentionne ni n'atténue la menace que représente une mauvaise conception, il y a un risque accru de rupture de pipeline lorsque les paramètres d'exploitation sont proches des limites supérieures.
Audit du programme de gestion de l'intégrité des pipelines de TransCanada
L'ONE a procédé à l'audit du PGI de TransCanada en novembre 2012, en mettant l'accent sur les systèmes de gestion de la compagnie. Dans le cadre de l'audit, l'ONE a aussi examiné des éléments des pratiques de gestion de l'intégrité des pipelines de TransCanada, notamment les directives en matière d'ingénierie ainsi que l'assurance et le contrôle de la qualité. Bien que l'ONE ait cerné certains cas de non-conformité des systèmes de gestion de TransCanada, l'audit a permis d'établir que les processus en vigueur à la compagnie permettaient de déterminer la majorité des dangers et des risques (et les plus importants) auxquels elle est confrontée.
Faits établis
Faits établis quant aux causes et aux facteurs contributifs
- La fracture du gazoduc s'est formée au niveau d'un coude vertical ascendant fabriqué, à l'extrémité ouest du tronçon par forage directionnel horizontal sous la rivière Wabasca.
- Depuis l'amorce (au milieu de la portée du coude et coïncidant avec le bord de la soudure de finition de l'intrados), la fracture s'est propagée à travers la paroi à un angle d'environ 45 degrés, ce qui a causé la rupture du gazoduc.
- Il y avait eu dans le gazoduc une dilatation thermique qui exerçait une force sur le coude, faisant ainsi augmenter l'effort de compression au niveau de l'intrados du coude. L'augmentation de l'effort s'était produite au cours de 50 jours durant lesquels le gazoduc avait été exploité à une température soutenue variant entre 42 °C et 48 °C et à une pression maximale de l'ordre de 9200 kPa.
- La pression interne nominale du coude était surévaluée, car on avait utilisé dans le calcul une épaisseur de paroi fondée sur de l'information tirée des dessins de conception de production plutôt qu'une mesure directe.
- Lors de la conception du gazoduc, on avait utilisé pour l'analyse des contraintes une température d'exploitation maximale plus basse à la station de compression Woodenhouse et un modèle de décroissement de la température non conservateur, ce qui a donné un devis de gazoduc qui ne tenait pas compte de toute l'enveloppe d'exploitation (c.-à-d., la pression et la température) potentielle.
- L'utilisation du paramètre de conception inexact et le modèle de décroissement de la température non conservateur n'ont pas été repérés par le processus d'assurance de la qualité de TransCanada PipeLines Limited.
Faits établis quant aux risques
- Si l'analyse des contraintes effectuée durant la conception d'un pipeline ne prend pas en compte toute l'enveloppe d'exploitation (c.-à-d., la pression et la température) potentielle, il se peut que le pipeline ou ses composants ne soient pas assez robustes, ce qui augmente le risque d'une rupture en service.
- Si le processus d'assurance de la qualité et de contrôle de la qualité n'exige pas de prendre en compte toutes les normes régissant les raccords de conduite et les spécifications de conception, il se peut que le raccord d'un pipeline ne convienne pas à son enveloppe d'exploitation (c.-à-d., la pression et la température) complète, ce qui augmente le risque d'une défaillance en service.
- Si le programme de gestion de l'intégrité de la compagnie de pipeline ne mentionne ni n'atténue la menace que représente une mauvaise conception, il y a un risque accru de rupture de pipeline lorsque les paramètres d'exploitation sont proches des limites supérieures.
Autres faits établis
- Les membres de l'équipe du projet et les entrepreneurs n'avaient pas bien été informés au stade de la conception de la température de refoulement maximale possible à la station de compression Woodenhouse, si bien qu'on a utilisé une température plus basse durant le processus de conception.
- Le processus d'assurance de la qualité du constructeur des coudes n'incluait pas d'exigences spécifiques sur la vérification de la pression de l'essai hydrostatique, des propriétés du matériau et de l'épaisseur de la paroi de chaque raccord produit.
- Les coudes de gazoduc posés sur la section Buffalo Creek ouest ont été jugés entièrement convenables après l'évaluation de leur aptitude fonctionnelle, qui incluait un essai hydrostatique postérieur à la construction effectué à une pression de 12 600 kPa sans qu'il y ait défaillance, fuite ou diminution de l'aptitude fonctionnelle.
- Bien que l'Office national de l'énergie ait cerné certains cas de non-conformité des systèmes de gestion de TransCanada PipeLines Limited, l'audit a permis d'établir que les processus en vigueur à la compagnie permettaient de déterminer la majorité des dangers et des risques (et les plus importants) auxquels elle est confrontée.
Mesures de sécurité
Mesures de sécurité prises
L'Office national de l'énergie (ONE) a pris les mesures de sécurité suivantes :
- À la suite de l'événement, l'ONE a entrepris une enquête dans le but de vérifier la conformité avec sa réglementation.
- En novembre 2013, l'ONE a publié l'Ordre d'inspecteur KF-001-2013 qui limitait à 7168 kPa la pression dans le tronçon entre les vannes NCC30-1-BV et NCC20-1-BV, et à 35 °C la température de refoulement à la station de compression Woodenhouse.
- En octobre 2014, à la suite de l'examen d'une évaluation technique présentée par TransCanada PipeLines Limited (TransCanada), l'ONE a publié l'Ordre d'inspecteur KF-001-2014, qui permet d'exploiter le gazoduc à la pression maximale de 7750 kPa tout en maintenant à 35 °C la température de refoulement à la station de compression Woodenhouse.
- L'ONE envisage aussi de publier des avis de sécurité concernant la prise en compte des paramètres et des hypothèses de conception, des contraintes causées par un phénomène thermique et des raccords à faible résistance.
TransCanada a mis en œuvre les mesures de sécurité suivantes :
- La compagnie a fait mettre à découvert 16 coudes de la section Buffalo Creek ouest du doublement du CCN pour permettre la pose d'enduit composite Armor Plate®. Ces coudes comprenaient les 10 coudes dont il avait été déterminé que la dureté moyenne était inférieure à 200 (nombre de dureté Brinell). Il a été estimé que l'ajout d'enduit composite Armor Plate® au coude ajoutait environ 95 MPa à la limite d'élasticité effective.
- La géométrie (le diamètre et l'écart par rapport à la circularité, et l'angle) de 13 des 16 coudes mis à découvert a été mesurée à l'aide d'un laser à longue portée. Il a été confirmé qu'il n'y avait pas de déformation évidente des coudes à ces endroits.
- TransCanada a commencé à élaborer un modèle paramétrique qui servira à examiner la menace que constitue la dilatation thermique. Le modèle servira à évaluer l'exposition potentielle des pipelines (y compris les coudes) de TransCanada aux charges dues à la dilatation thermique. Les endroits susceptibles d'être sensibles aux effets des contraintes associées à la dilatation thermique seront soumis en priorité à une analyse détaillée supplémentaire des contraintes. Si la présence de contraintes excessives est confirmée, les mesures d'atténuation pourront inclure des limitations de la température de refoulement, le renforcement localisé de la canalisation, l'amélioration du maintien du cintrage ou le remplacement de la conduite et du coude.
- Dans le processus de conception d'un projet, l'obligation de démontrer la conformité du pipeline aux exigences relatives aux contraintes selon la norme CSA Z662-11 de l'Association canadienne de normalisation (CSA) a été renforcée.
- TransCanada a augmenté son facteur de conception (de 1,10 à 1,25) relatif aux coudes 3D de grand diamètre (DN [diamètre nominal] de 16 ou plus), ce qui augmentera l'épaisseur minimale de l'appendice de départ et renforcera la résistance des coudes à des contraintes composées.
- TransCanada a amélioré ses exigences sur les inspections par des tiers et son protocole de vérification par une tierce partie pour valider la conformité des raccords avec les normes et les spécifications applicables.
- TransCanada a révisé son processus de mise en service et sa note de roulement des projets pour y incorporer des exigences supplémentaires de validation des paramètres et des hypothèses de conception.
- TransCanada a commencé à élaborer une norme d'analyse des contraintes qui fera en sorte qu'une température de référence représentative de toute l'enveloppe d'exploitation de la canalisation sera établie pour tout nouveau projet de pipeline.
- TransCanada a amorcé un programme de recherche triennal avec le Centre canadien de la technologie des minéraux et de l'énergie (CANMET) en vue d'élaborer de meilleures mesures d'assurance et de contrôle de la qualité, et un protocole d'essai d'inspection qui servira à valider la limite pratique d'élasticité des raccords de conduite.
Le fabricant des coudes a pris les mesures de sécurité suivantes :
- À la suite de nombreux essais effectués sur les commandes des fours de traitement thermique, les processus de surveillance du traitement thermique et de la température des fours ont été modifiés dans le but d'améliorer la qualité des raccords. Des essais ont permis de confirmer l'efficacité des modifications.
- Le processus d'assurance et de contrôle de la qualité a été modifié de manière à exiger que l'épaisseur de chaque plaque reçue à l'usine soit mesurée et que toute plaque dont l'épaisseur est inférieure à l'épaisseur nominale spécifiée soit refusée. Ainsi, tous les raccords seront fabriqués à partir d'un appendice de départ ayant une épaisseur de paroi adéquate.
Le présent rapport conclut l'enquête du Bureau de la sécurité des transports sur cet événement. Le Bureau a autorisé la publication de ce rapport le . Il est paru officiellement le .
Annexe – Attentes de l'Office national de l'énergie relatives à la vérification du système de gestion et des programmes de protection des compagnies de pipeline
Les attentes de l'Office national de l'énergie relatives à la vérification du système de gestion et du programme de protection d'une compagnie de pipeline sont mentionnées dans le Protocole de vérification du système de gestion et des programmes de protection de l'Office national de l'énergie, et elles incluent ce qui suit :
- Détermination des dangers, évaluation et maîtrise des risques – La compagnie doit être en mesure de démontrer qu'elle utilise une procédure permettant de répertorier tous les dangers possibles. La compagnie doit évaluer le degré de risque associé à ces dangers. Elle doit mettre en œuvre des mesures destinées à minimiser ou à éliminer le risque.
- Contrôles opérationnels – Perturbations et conditions inhabituelles d'exploitation – La compagnie doit établir et maintenir des plans et procédures pour déterminer le potentiel de perturbations ou de conditions anormales, de rejets accidentels, d'incidents et de situations d'urgence. Elle doit définir des moyens d'intervention proposés en réponse à ces situations ainsi que prévenir et atténuer leurs conséquences probables. Les procédures doivent être éprouvées, examinées et révisées périodiquement s'il y a lieu.
- Inspection, mesure et surveillance – La compagnie doit élaborer et mettre en œuvre des programmes d'inspection et de surveillance. Ces programmes doivent traiter des travaux à forfait exécutés pour le compte de la compagnie. La compagnie doit intégrer les résultats de ses activités d'inspection et de surveillance aux données obtenues dans le cadre des évaluations de risques et des mesures de performance, y compris les analyses proactives des tendances. Elle doit conserver des documents et des dossiers des activités menées dans le cadre des programmes d'inspection et de surveillance.
- Examen de la direction – La compagnie doit examiner officiellement les programmes de gestion ou de protection et vérifier qu'ils sont toujours convenables, adéquats et efficaces. L'examen doit être officiel et consigné, et il doit avoir lieu régulièrement. L'examen de la direction doit inclure l'examen des décisions, des mesures prises et des engagements qui concernent l'amélioration des programmes et la performance globale de la compagnie.
Source : Office national de l'énergie, Protocole de vérification du système de gestion et des programmes de protection, 17 juillet 2013