Mouvement de manœuvre en triage
du Chemin de fer Canadien National
au point milliaire 0,0 de la subdivision Halton
triage MacMillan, Toronto (Ontario)
Le Bureau de la sécurité des transports du Canada (BST) a enquêté sur cet événement dans le but de promouvoir la sécurité des transports. Le Bureau n’est pas habilité à attribuer ni à déterminer les responsabilités civiles ou pénales. Le présent rapport n’est pas créé pour être utilisé dans le contexte d’une procédure judiciaire, disciplinaire ou autre. Voir Propriété et utilisation du contenu. Les pronoms et les titres de poste masculins peuvent être utilisés pour désigner tous les genres afin de respecter la Loi sur le Bureau canadien d’enquête sur les accidents de transport et de la sécurité des transports (L.C. 1989, ch. 3).
Résumé
Le 9 février 2010, à 5 h 55 heure normale de l'Est, une manœuvre du Canadien National (CN) refoulait des wagons dans la voie R-011 du triage MacMillan du CN à Toronto (Ontario) quand on a demandé à son équipe d'arrêter le mouvement. Une inspection subséquente a révélé que le wagon-citerne de marchandises dangereuses (MD) ACFX 73936 avait subi une défaillance catastrophique et déraillé. Le wagon s'était cassé en 2 sections et avait déversé la totalité de son chargement d'environ 57 000 litres (15 000 gallons US) de sulfate ferreux (UN 3264) le long d'un chemin de service et des voies adjacentes. Au total, 2 wagons avaient déraillé et 3 autres avaient subi des dommages. Il n'y a pas eu de blessés.
This report is also available in English.
Autres renseignements de base
Vers 5 h 30 Note de bas de page 1 le 9 février 2010, une manœuvre de triage du Canadien National (CN), 0430 YEO (la manœuvre), déplaçait des wagons dans le triage MacMillan du CN à Toronto (Ontario) (figure 1). L'Équipe était constituée d'un seul opérateur, qui utilisait une loco-commande Beltpack Note de bas de page 2 pour manœuvrer un groupe de locomotives de butte formé de la locomotive de commande (CN 7504) au sud, suivie de deux locomotives asservies (c.-à-d. avec moteurs de traction, mais sans cabine) et d'une locomotive menée au nord (CN 7507).
La protection sur les voies de refoulement à la butte Note de bas de page 3 est intégrée au système de passage à la butte du triage MacMillan quand le processus est dirigé par une locomotive. Cette protection consiste en une clôture électronique qui empêche le groupe de traction à la butte de dépasser la voie de refoulement. La clôture électronique est formée d'une série de transpondeurs placés à divers intervalles dans la plate-forme de la voie. Les transpondeurs interagissent avec le système de loco-commande quand la locomotive passe au-dessus d'eux de façon à ralentir celle ci et, éventuellement, à l'arrêter. Le système en place à la butte du triage MacMillan (figure 2) intègre également une forme de redondance grâce à une fonction de repérage par GPS utilisée de concert avec les transpondeurs. Lorsqu'un groupe de traction de butte en activité rencontre un transpondeur inconnu, ou si les coordonnées du GPS ne s'alignent pas sur celles qui sont reconnues par la locomotive, une erreur est enregistrée et la locomotive est automatiquement arrêtée de façon contrôlée.
L'accident
Vers 5 h 45, l'opérateur, qui se trouvait au sol, a attelé la manœuvre à 87 wagons (51 chargés et 36 vides) sur la voie R-011. La totalité de la rame faisait 6042 pieds de long et pesait 6677 tonnes. Après l'attelage, l'opérateur s'est posté à la base de l'escalier menant à la tour de triage de la butte. Selon le plan, il s'agissait de tirer les wagons vers le nord, au-delà de la tour sur la voie de refoulement est, puis d'aiguiller la rame vers la voie de butte en préparation au passage sur la butte. Comme les wagons devaient passer à la butte, leurs freins à air n'étaient pas en service. Le freinage du mouvement n'était assuré que par le groupe de traction de butte.
À 5 h 45 min 21 s, la manœuvre a inversé sa marche et a commencé à sortir les wagons de la voie en les tirant vers le nord. Au cours des 20 secondes suivantes, elle a porté sa vitesse à quelque 7 mi/h, produisant un patinage. La manœuvre a continué d'accélérer et, à 5 h 47 min 44 s, alors qu'elle se déplaçait à 13 mi/h, une erreur de transpondeur a déclenché un serrage normal à fond du frein automatique; la manœuvre s'est mis à ralentir et, à 5 h 48 min 10 s, s'est arrêtée après avoir parcouru une distance d'environ 1500 pieds.
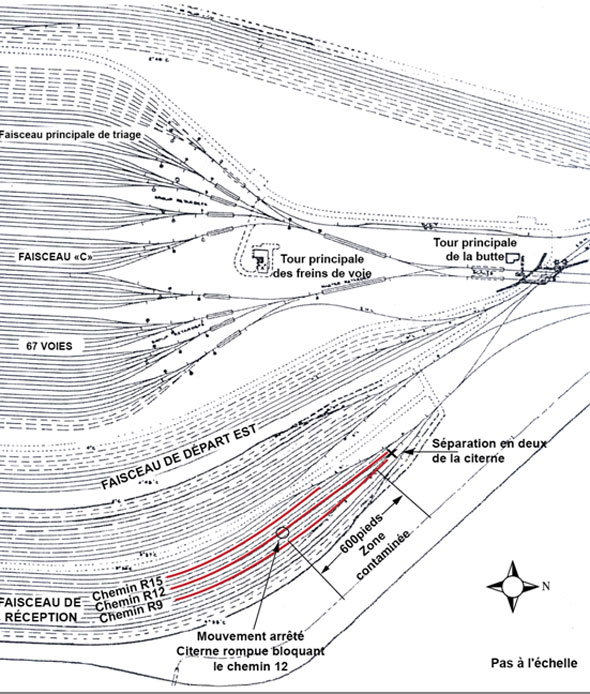
L'opérateur a réalimenté le circuit de frein à air de la locomotive et, à 5 h 49 min 22 s, a recommencé à tirer vers le nord. À 5 h 49 min 58 s, environ 100 pieds plus loin, une autre erreur de transpondeur s'est produit et la manœuvre s'est immobilisée. Comme elle n'était plus en mesure de tirer, le chef de triage a demandé à l'opérateur de refouler à nouveau la rame dans la voie R-011. L'opérateur a changé la direction sur l'unité de commande et, à 5 h 52 min 6 s, la manœuvre a commencé à refouler les wagons vers le sud. À 5 h 54 min 41 s, alors que la rame avançait à 4 mi/h, une nouvelle erreur de transpondeur a déclenché un troisième serrage à fond du frein automatique. À 5 h 54 min 56 s, après s'être déplacée vers le sud sur une distance totale d'environ 600 pieds, la manœuvre s'est arrêtée et le chef de triage a informé l'opérateur qu'elle avait déraillé (figure 2). Il n'y a pas eu de blessés.
Au moment de l'événement, il faisait noir, le ciel était dégagé et la visibilité bonne. La température était de -9,1 °C et une brise de 9 km/h soufflait du nord.
Examen du site
Une inspection ultérieure a révélé que les 16e et 17e wagons à partir des locomotives avaient déraillé près de l'aiguillage nord de la voie R-011. Le bout A du 18e wagon et 2 wagons sur une voie adjacente ont subi des dommages d'impact. Le 17e wagon, le wagon-citerne ACFX 73936 chargé de marchandises dangereuses (MD), s'était brisé de façon catastrophique près de son milieu et s'était séparé en deux (photo 1).

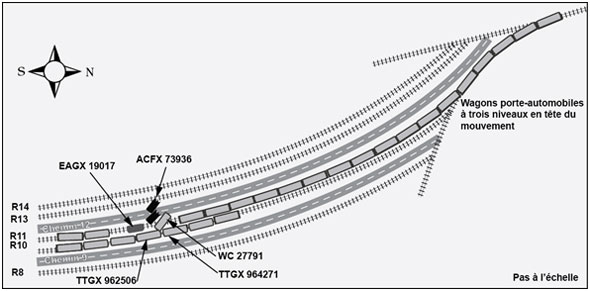
Depuis l'aiguillage nord, le wagon-citerne ACFX 73936 avait été refoulé vers le sud sur une distance d'environ 600 pieds, déchargeant dans l'intervalle la totalité de son chargement de quelque 57 000 litres (15 000 gallons US) de sulfate ferreux (UN 3264) le long du chemin 12 et des voies adjacentes. Une moitié du wagon s'est immobilisée sur le chemin 12 entre les voies R-011 et R-013; l'autre moitié s'est arrêtée en obstruction du chemin 12 et de la voie R-013 (figure 3). À part la contamination par le produit, seuls des dommages sporadiques aux traverses ont été observés le long de la voie RT-011 sur une distance d'environ 600 pieds.
L'examen du groupe de traction à la butte a permis de constater que ce dernier avait été réglé pour fonctionner dans le triage du CN de Symington à Winnipeg (Manitoba). Le wagon-citerne a été isolé, puis dirigé vers un atelier du triage MacMillan pour y être examiné par le personnel du Laboratoire technique du BST.
Restauration du site
Le sulfate ferreux (UN 3264) est classé comme liquide corrosif. Il appartient à la famille des sels inorganiques et est également désigné sous le nom de sulfate de fer (II). Une solution de sulfate ferreux contient de l'acide sulfurique et est utilisée dans le traitement de l'eau et des eaux usées.
D'importants efforts de restauration ont été déployés à l'emplacement de la rupture du wagon-citerne. Pour assurer la sécurité du site, on a procédé à une surveillance de la qualité de l'air. Au cours du processus de restauration, il n'y a eu aucune exposition détectable des travailleurs au sulfate ferreux en tant que fer soluble ou acide sulfurique.
Quelque 3200 tonnes de ballast, traverses et sol contaminés ont été retirées d'une zone de 150 mètres de long sur 50 mètres de large. Ces travaux d'excavation ont nécessité l'enlèvement de sections des voies R-008, R-010, R-011, R-013 et R-014. Environ 30 000 litres de solution de sulfate ferreux ont été récupérés.
Une surveillance des eaux de surface et des puisards a été effectuée et 11 puits de surveillance mis en place pour contrôler la migration potentielle de tout produit résiduel. La surveillance du site a permis de conclure à la réussite de sa restauration et, depuis, a cessé.
Wagon-citerne ACFX 73936
Le wagon ACFX 73936 avait été chargé de 88 681 kilogrammes (195 100 livres) d'une solution de sulfate ferreux à Chinter, en Illinois, le 22 janvier 2010, à destination du triage MacMillan de Toronto (Ontario). Le wagon est arrivé à destination le 8 février 2010, où il a été garé en triage sur la voie R-011 à 21 h 5. À son arrivée, il a été soumis à une inspection autorisée des wagons, conformément au Règlement concernant l'inspection et la sécurité des wagons de marchandises de Transports Canada (TC); aucune anomalie n'a été relevée.
L'ACFX 73936 était un wagon DOT111A100W5 de 100 tonnes (263 000 livres) aux caractéristiques suivantes : non pressurisé, dépourvu d'enveloppe extérieure (« jacket »), non isolé, à revêtement intérieur de caoutchouc et d'une capacité de 20 800 gallons US. Il a été construit en juin 1990, sous le no de certificat A901024, par ACF Industries Inc., compagnie qui n'existe plus. Son propriétaire était GE Capital Rail Services, qui en assurait l'entretien et l'avait loué à Kemira Water Solutions Note de bas de page 4; cette société était responsable de l'installation et de l'entretien du revêtement intérieur de caoutchouc.
Caractéristique de bon nombre de wagons-citernes non pressurisés, les têtes et la paroi de la citerne ont une épaisseur nominale de 7⁄16 de pouce. Les tôles des têtes et de bout de la paroi étaient construites d'acier non normalisé de nuance 70 conforme à la norme ASTM A516. Les tôles intermédiaires et centrales de la paroi étaient faites d'acier non normalisé 128 de nuance B de l'AAR/TC (ci-après « acier AAR TC128-B »). La citerne avait reçu sa dernière qualification Note de bas de page 5 en septembre 2000 et devait être requalifiée en septembre 2010. Le revêtement intérieur avait été qualifié en 2008.
Le wagon a été assemblé à partir de tôles d'acier soudées ensemble. On y avait soudé en place, selon les besoins, des semelles de renfort et des accessoires. Deux grandes semelles de renfort partielles, mesurant chacune environ 15 pieds de long, étaient soudées aux deux extrémités de la citerne; les longrines tronquées du wagon y étaient à leur tour soudées. Entre les semelles de renfort partielles se trouvait une section non renforcée de 12 pieds. Dans cette zone, le dessin du wagon-citerne exigeait la pose d'une soudure d'angle de 1⁄4 de pouce pour fixer directement à la citerne, en 2 endroits (pattes intérieure et extérieure), un tuyau de frein à air longitudinal et un étrier de support (ci-après « l'étrier »). L'étrier, formé d'un matériau de 2 1⁄4 pouces de largeur et de 3⁄8 de pouce d'épaisseur (formant ainsi une soudure linéaire de 5 3⁄4 pouces), se trouvait à quelque 20 pieds du bout A de la citerne. La patte intérieure était située à environ 10 pouces de l'axe inférieur du wagon-citerne dans une zone où la paroi de la citerne n'était pas renforcée.
Examen sur place du wagon ACFX 73936
L'examen sur place a révélé que la citerne s'était rompue dans la partie centrale de la paroi du wagon. Des marques en chevron ont été observées sur toute la circonférence de la surface de rupture; par leur orientation, elles identifiaient comme point d'origine de la rupture une petite région semi-elliptique au bas du wagon-citerne. L'étendue et l'orientation des marques en chevron indiquaient que la rupture de la citerne s'était propagée d'une manière cassante et rapide, dans un plan circonférentiel et dans les deux directions, à partir des extrémités du point d'origine de la rupture.
Le point d'origine de la rupture (fissure no 1) se trouvait au congé d'une soudure d'angle longitudinale qui fixait la patte intérieure de l'étrier à la paroi de la citerne (photo 2 et photo 3). Il était oxydé et présentait des lignes concentriques et des marques dentelées typiques d'une fissuration de fatigue. Les caractéristiques de la rupture révélaient que des fissures multiples s'étaient amorcées à l'extérieur de la paroi de la citerne et propagées dans le matériau de la paroi. Les fissures se sont combinées en une seule fissure de fatigue d'environ 2 pouces de longueur et 5⁄16 de pouce de profondeur (photo 4).



Le revêtement intérieur de la citerne était en bon état, sans dégradation manifeste et adhérait bien à la paroi de la citerne. On a retiré du wagon des portions de sa paroi contenant des surfaces de rupture pour les soumettre à une analyse détaillée au laboratoire du BST.
Semelles de renfort du wagon-citerne et fixation des accessoires
Les semelles de renfort assurent à la paroi un renforcement localisé et une protection contre le glissement, en plus de protéger contre le cisaillement tous les accessoires qui leur sont soudés. Cette caractéristique de conception est telle qu'en cas de déraillement, les accessoires à découvert sont faits pour se détacher des semelles de renfort, laissant ainsi intacte la paroi de la citerne. Tout wagon-citerne est équipé de l'une ou l'autre des semelles suivantes :
- Des semelles de renfort continues soudées au bas de la paroi de la citerne et s'étendant sur toute sa longueur. Les longrines tronquées et divers accessoires y sont soudés.
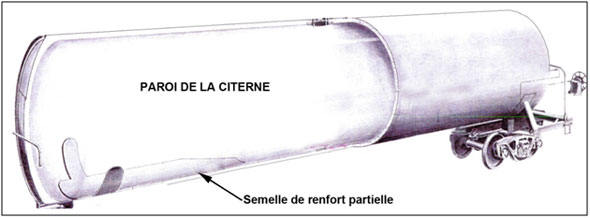
- Des semelles de renfort partielles de longrine tronquée, connues aussi sous le nom de semelles de renfort non continues, auxquelles les longrines tronquées sont soudées (figure 4).
D'autres semelles de renfort sont posées à la paroi de la citerne pour permettre la fixation de divers accessoires requis par la conception et les spécifications du wagon-citerne. Dans certains cas, il est permis de souder les accessoires directement à la paroi de la citerne.
Malgré la diversité de leurs configurations, les semelles de renfort partielles de longrine tronquée présentent en général des bouts arrondis ou biseautés. Elles ne sont pas soudées en continu à la citerne, et des intervalles séparent les cordons de soudure qui fixent la semelle à la citerne. Les soudures en bout sont orientées dans le sens longitudinal et se terminent généralement à environ 9 pouces de l'axe inférieur du wagon-citerne, des deux côtés de la semelle de renfort, ce qui laisse une zone semi-circulaire non soudée sur la semelle à proximité de l'axe longitudinal du wagon. Quand le renforcement n'est pas continu, une région au centre du wagon-citerne se trouve non supportée, laissant ainsi la paroi de la citerne sujette à des charges de flexion.
Résistance à la rupture de l'acier des wagons-citernes non pressurisés
L'aptitude d'un acier allié à résister à la rupture dépend de sa ductilité, qui change avec la température de l'acier. Quand celle-ci baisse, l'acier ductile devient fragile et se rompt plus facilement. La température à laquelle l'acier passe d'un état ductile à un état fragile s'appelle température de transition ductile-fragile. L'acier ductile se déforme avant de se rompre, tandis que l'acier fragile ne montre aucun signe de déformation avant la rupture.
Il faut une moins grande énergie d'impact pour casser un acier lorsqu'il se trouve sous sa température de transition que lorsqu'il se trouve au-dessus de cette température. Le traitement thermique de normalisation est l'une des méthodes que l'on utilise pour abaisser la température de transition de l'acier et augmenter sa résistance au choc. Cependant, la normalisation à elle seule ne suffit pas à empêcher complètement les ruptures d'une paroi de citerne.
Renseignements sur les wagons-citernes
Les wagons-citernes en service MD transportent de grandes quantités de marchandises dangereuses, notamment les suivantes : essence, carburant aviation, hexane, méthanol, benzène, dicyclopentadiène, peroxyde, acide hydrochlorique et acide sulfurique. Le sulfate ferreux tombe également dans cette catégorie. Les wagons-citernes en service général transportent de grandes quantités de produits non réglementés. Bien que ceux-ci soient considérés comme moins dangereux que les MD réglementées, ils peuvent tout de même s'avérer dangereux et toxiques pour l'environnement et causer d'importants dégâts en cas de déversement Note de bas de page 6.
Il n'y a pas de durée de vie limite pour un wagon-citerne si la citerne se conforme tant à la réglementation fédérale qu'aux exigences de l'Association of American Railroads (AAR). Les châssis, qui comprennent les semelles de renfort et les longrines tronquées, construits avant le 1er juillet 1974 ont une durée de vie limite AAR de 50 ans.
Le poids brut sur rail (PBR) maximum établi pour les wagons-citernes en service de marchandises dangereuses est de 263 000 livres. Cependant, en 1999, Transports Canada (TC) et la Federal Railroad Administration (FRA) du département des Transports (DOT) des États-Unis ont publié conjointement un (« livre blanc » fixant des exigences de conception supplémentaires qui rendaient possible l'émission de permis et d'exemptions pour permettre aux wagons-citernes non pressurisés de construction nouvelle d'avoir une PBR de 286 000 livres. Les nouvelles exigences comportaient une résistance améliorée à la perforation, obtenue parfois grâce à l'utilisation de matériaux de construction plus résistants à la perforation, des demi-boucliers protecteurs et une protection accrue en cas de renversement. Les nouvelles normes ne s'appliquent pas aux wagons-citernes de catégorie 111A d'un poids brut de 263 000 livres, bien que ces wagons représentent la très grande majorité des wagons non pressurisés actuellement en service ou nouvellement construits. L'industrie va de l'avant et se tourne lentement vers les wagons de plus grande capacité (286 000 livres).
Parmi les quelque 314 000 wagons constituant le parc nord-américain de wagons-citernes, environ 61 000 sont sous pression. Les 253 000 autres, utilisés en service général ou MD, sont des wagons-citernes non pressurisés; environ 8200 d'entre eux ont été construits avant septembre 1990, dont un bon nombre ont des accessoires soudés directement à la paroi de la citerne.
Normes relatives aux wagons-citernes
En Amérique du Nord, tous les aspects de la construction, de l'entretien et de la qualification des wagons-citernes sont régis par la réglementation et les normes suivantes :
- Règlement de TC sur le transport des marchandises dangereuses, qui adopte la Norme nationale du Canada CAN/CGSB-43.147-2005 de l'Office des normes générales du Canada (ONGC), « Construction, modification, qualification, entretien, sélection et utilisation des contenants pour la manutention, la demande de transport ou le transport des marchandises dangereuses par chemin de fer » (ci-après « norme de l'ONGC »).
- Titre 49 du Code of Federal Regulations (CFR) du DOT des États-Unis, intitulé Transportation, Part 179 – Specifications For Tank Cars, Subpart D – Specifications for Non-Pressure Tank Car Tanks (ci-après « CFR 49 »).
- Manual of Standards and Recommended Practices (MSRP), Section C-III, Tank Car Construction, Standard M-1002, de l'Association of American Railroads (ci-après « norme M-1002 de l'AAR »).
Par voie de référence, la norme de l'ONGC et le CFR 49 incorporent diverses parties de la norme M-1002 de l'AAR.
Inspection de l'intégrité structurale
Faisant partie des exigences en matière de qualification des wagons-citernes, autant les règlements du CFR 49 que la norme de l'ONGC exigent une inspection de l'intégrité structurale, qui doit permettre de vérifier entre autres que les soudures d'angle, une fois terminées, présentent une dimension de calcul supérieure à 6 mm (1⁄4 de pouce) à moins de 122 cm (4 pieds) de l'axe longitudinal inférieur; cette disposition inclut les soudures des semelles de renfort de longrine tronquée. Les exigences définissent aussi les méthodes d'examen non destructif (END) qui sont acceptables, dont l'inspection visuelle directe et à distance. Bien qu'il existe d'autres méthodes END approuvées pour l'inspection de l'intégrité structurale, l'inspection visuelle tend à s'imposer comme la principale méthode de qualification des wagons-citernes.
Exigences relatives à l'utilisation des semelles de renfort
La norme M-1002 de l'AAR, au paragraphe 15.1 de l'annexe E traitant des détails de conception, établit dans les termes ci-après les exigences visant l'utilisation des semelles de renfort (traduction) :
Les exigences en matière de fixation des principaux éléments structuraux sont abordées dans les sections du manuel où il est question de ces éléments. Les autres supports et fixations nécessitent des semelles de renfort si, lorsque soudés directement aux citernes, ils risquent de causer des dommages à celles-ci par fatigue, contraintes excessives, formation de bosselures ou perforation en cas d'accident.
Cette exigence est en vigueur depuis septembre 1990.
Les wagons-citernes non pressurisés construits avant septembre 1990, comme l'ACFX 73936, peuvent recevoir des supports similaires soudés directement à la paroi de la citerne, pourvu que la soudure soit de 1⁄4 de pouce ou moins et mesure moins de 6 pouces de longueur linéaire totale, tel qu'indiqué dans le dessin. On a établi le même critère à la fois dans le CFR, partie 179, sous-partie D, sous-section 179.200-19 portant sur les éléments de renfort, et dans la norme de l'ONGC 43.147–2005, sous-section 16.7 consacrée aux dispositifs de fixation.
La Partie II de la norme de l'ONGC régit la construction nouvelle et la modification de wagons-citernes et récipients d'une tonne en vue du transport ferroviaire de marchandises dangereuses. En juillet 2008, la sous-section 16.7 consacrée aux dispositifs de fixation a été modifiée Note de bas de page 7 comme suit : « b. Sans égard à leur date de construction, les plaques de renfort sont nécessaires pour (i.) tout accessoire pour le soutien de l'équipement de frein pneumatique; et (ii.) tout autre support ou accessoire, sans égard à la longueur de la baguette de soudage utilisée, susceptible d'endommager la citerne en raison d'une fatigue, d'une surcharge, d'un enfoncement ou d'une perforation si un accident survient. »
Spécification des matériaux
La norme M-1002 de l'AAR, à l'annexe M consacrée aux spécifications des matériaux, paragraphe 1.2, tableau M10.1, indique que, pour la construction de wagons-citernes non pressurisés d'un PBR de jusqu'à 263 000 livres, on peut utiliser des aciers pour tôles non normalisés ASTM 516 de qualité 70 ou AAR TC128-B. Le CFR 49, partie 179.200-7, et la sous-section 16.3 de la norme de l'ONGC ont des exigences similaires. Aucune disposition réglementaire fédérale n'exige l'utilisation d'aciers normalisés dans la construction de wagons-citernes non pressurisés ni n'établit de critères de résistance à la rupture pour le matériau.
Par comparaison, l'alinéa 2.2.1 de la norme M-1002 de l'AAR décrit les exigences générales supplémentaires applicables aux wagons-citernes sous pression. En voici un extrait (traduction) :
-
Sous-alinéa 2.2.1.1 – Toutes les citernes d'acier des wagons-citernes sous pression à un seul compartiment doivent être construites d'aciers à grain fin ASTM A516 et A537 ou AAR TC128-B. Les têtes et les parois des citernes des wagons-citernes sous pression construites en acier ASTM A516 ou AAR TC128-B doivent être normalisées à compter du 1er janvier 1989.
-
Sous-alinéa 2.2.1.2 – En vigueur pour les wagons commandés après le 1er août 2005, chaque tôle laminée d'acier ASTM A516, A302, A537 et AAR TC128-B utilisée pour les têtes et parois des wagons-citernes sous pression doit être soumise à l'essai de flexion par choc Charpy (ci-après « essai Charpy-V ») effectué transversalement à la direction du laminage, en conformité avec la norme ASTM. Les éprouvettes doivent simuler les conditions d'utilisation en service du matériau et satisfaire à l'exigence minimale d'une valeur moyenne de 15 livres-pieds (lb pi) pour trois spécimens, sans qu'une valeur individuelle ne soit inférieure à 10 lb pi ou deux valeurs inférieures à 15 lb pi à une température de −30 °F (−35 °C).
La norme M-1002 de l'AAR a été révisée en 2003 de façon à incorporer les dispositions du livre blanc TC/FRA. On y a ajouté le paragraphe 2.5 pour inclure les exigences supplémentaires applicables aux wagons-citernes DOT/TC de plus de 263 000 livres. Selon ce paragraphe, ces wagons-citernes non pressurisés en acier au carbone doivent :
- être équipés d'une protection des raccords supérieurs conformément à l'annexe E, paragraphe 10.2;
- être équipés de dispositifs de sûreté à réenclenchement, sauf quand l'auteur de la demande peut faire la preuve qu'un dispositif sans réenclenchement procure un niveau de sécurité équivalent;
- avoir leurs têtes et parois construites en acier normalisé AAR TC128-B.
L'acier des têtes de wagon-citerne doit être normalisé après le façonnage, sauf si une approbation expresse est accordée à un établissement pour son équipement et ses moyens de contrôle. Les citernes dépourvues d'enveloppe extérieure doivent avoir une épaisseur minimale de 1⁄2 pouce et être équipées de demi-boucliers protecteurs. Les citernes munies d'une telle enveloppe doivent avoir une épaisseur d'au moins 7⁄16 de pouce et être équipées de têtes d'enveloppe de 1⁄2 pouce d'épaisseur.
Analyse de la rupture du wagon-citerne ACFX 73936
Une analyse détaillée de la rupture du wagon-citerne par le laboratoire du BST a permis de tirer les conclusions suivantes :
-
La patte intérieure de l'étrier était située près de l'axe inférieur de la paroi de la citerne, dans une zone non renforcée. En l'absence de toute semelle de renfort, la soudure qui fixait la patte intérieure de l'étrier à la paroi de la citerne était soumise à des charges de flexion en service plus élevées qui ont exercé des contraintes de traction au congé de la soudure en question et amorcé une fissure de fatigue (fissure no 1).
-
Un contrôle magnétoscopique a été effectué autour des deux soudures qui fixaient l'étrier à la paroi de la citerne. On a observé une seconde fissure (fissure no 2) au congé de l'autre extrémité de la soudure. Aucune fissure n'a été décelée autour de la soudure fixant la seconde patte (extérieure) de l'étrier.
-
La fissure no 2 a été ouverte au laboratoire et examinée. Elle présentait deux régions semi-elliptiques distinctes, avec des marques en chevron caractéristiques d'une fissure de fatigue. Une des régions, d'environ 3⁄8 de pouce de largeur et 1⁄8 de pouce de profondeur, était particulièrement corrodée, signe qu'elle était présente depuis un certain temps.
-
-
Les deux soudures d'angle des pattes de l'étrier étaient plus larges que le 1⁄4 de pouce prescrit par le fabricant. La soudure rompue sur la patte intérieure mesurait 3⁄8 de pouce, et la soudure sur la patte extérieure, plus de 1⁄2 pouce.
-
Des soudures surdimensionnées peuvent causer des contraintes résiduelles plus élevées en raison de l'apport thermique plus important. Ces contraintes résiduelles à leur tour risquent de réduire la résistance du joint à la fatigue.
-
Les soudures d'angle ont réduit la résistance à la fatigue en raison de la concentration des contraintes résultant de leur forme intrinsèque. Même les soudures d'angle qui ne supportent aucune charge peuvent provoquer une rupture de fatigue de la partie portante. La résistance à la fatigue des soudures d'angle dépend d'abord de leur profil externe. En général, les fissures de fatigue commencent à se former au congé de la soudure.
-
Des défauts comme les caniveaux, les fissures de congé de soudure, les inclusions de laitier et/ou les pores peuvent agir comme concentrateurs supplémentaires de contraintes. Aucun défaut dans le matériau ni dans les soudures n'a été observé au point d'origine de la rupture.
-
Le contrôle métallurgique des soudures de l'étrier a décelé la présence de martensite dans les zones affectées thermiquement (ZAT). Les ruptures fragiles sont connues pour prendre naissance dans une soudure d'une dureté beaucoup plus grande que celle de la paroi de la citerne. Cependant, la dureté des ZAT était similaire à celle du cordon des soudures et seulement un peu plus grande que celle des tôles de paroi, signe que le joint était bien assorti.
-
-
Le matériau de la paroi de la citerne respectait les spécifications applicables en matière de composition chimique, de dureté et de résistance à la traction. La limite d'élasticité conventionnelle à la température ambiante et la résistance ultime à la traction du matériau de la citerne ont été établies respectivement à 76 et à 101 ksi. Aucune anomalie métallurgique n'a été observée dans le matériau de la paroi.
Des essais de choc Charpy ont été effectués en conformité avec la norme ASTM E23 sur des échantillons Charpy grandeur nature. Les échantillons ont été testés dans les orientations transversale et longitudinale, ce qui a donné les valeurs respectives correspondantes :
- À 30 °C, l'énergie d'impact moyenne était de 24 livres-pieds (lb pi) et l'énergie moyenne d'impact longitudinal était de 58 lb pi.
- À 0 °C, l'énergie d'impact moyenne était de 14 lb pi et l'énergie moyenne d'impact longitudinal était de 42 lb pi.
- À −30 °C, l'énergie d'impact moyenne était de 10 lb pi et l'énergie moyenne d'impact longitudinal était de 17 lb pi.
- Les valeurs ci-dessus concordaient avec les tests effectués antérieurement sur de l'acier non normalisé AAR TC128-B Note de bas de page 8. Ces tests ont démontré qu'à des températures de −0 °C ou plus froides le matériau de la paroi possédait une faible résistance à la rupture dans le sens transversal. De tels aciers exigent peu d'énergie pour propager une fissure préexistante.
Un wagon-citerne jumeau (ACFX 73937) a aussi été examiné dans un établissement agréé pour la réparation des wagons-citernes. Un technicien en examens non destructifs (END) a alors analysé 3 séries de soudures d'étrier, y compris l'étrier central où s'était amorcée la fissuration du wagon-citerne accidenté. Après décapage des 6 soudures, on a fait appel aux techniques d'inspection par ressuage et magnétoscopie. Aucune fissure n'a été constatée à l'une ou l'autre des soudures. Cependant, les soudures des pattes d'étrier étaient elles aussi surdimensionnées, mesurant de 5⁄16 de pouce à plus de 1⁄2 pouce.
Enquête du Transportation National Safety Board sur le déraillement d'un train et le déversement d'ammoniac anhydre près de Minot, au Dakota du Nord
Le 18 janvier 2002, un train de marchandises du Canadien Pacifique déraillait près de Minot, Dakota du Nord, aux États-Unis. Résultat de l'accident : 5 wagons-citernes sous pression chargés de matières dangereuses, l'ammoniac anhydre (UN 1005), ont subi des chocs et se sont fracturés de façon catastrophique, libérant dans l'atmosphère plus de 142 000 gallons US du produit. La température ambiante au moment de l'accident était d'environ −57 °F (−21 °C). Une personne a été blessée mortellement, 10 autres ont subi des blessures graves et 322, dont les 2 membres de l'équipe du train, des blessures légères. L'enquête du National Transportation Safety Board (NTSB) a déterminé que le déraillement avait été causé par des éclisses fissurées qui ont entraîné la rupture complète d'un rail à son joint Note de bas de page 9.
Au cours de l'enquête de Minot, le NTSB a effectué une analyse métallurgique Note de bas de page 10 pour déterminer le mode de défaillance des 5 wagons-citernes sous pression et mesurer la résistance au choc de l'acier des wagons impliqués dans l'accident. Chacun des 5 wagons rompus était un wagon-citerne sous pression de la catégorie 105 du DOT, muni d'une enveloppe extérieure, isolé et construit avant 1989. Le récipient intérieur (« shell ») de chaque wagon était construit d'acier non normalisé AAR TC128-B en conformité avec les normes de l'AAR en vigueur. Les enquêteurs du NTSB ont prélevé des échantillons de matériau sur les parois pour les soumettre à des essais Charpy–V.
L'examen métallographique des éprouvettes provenant des wagons-citernes a révélé que le sens du laminage des tôles d'acier du récipient intérieur était parallèle à la circonférence du récipient. Des essais Charpy ont été effectués sur les échantillons longitudinaux (parallèlement au sens du laminage) et transversaux (perpendiculairement au sens du laminage). Les valeurs d'impact enregistrées pour les échantillons transversaux étaient, de façon typique, inférieures à celles des échantillons longitudinaux. En se basant sur les résultats de l'examen, le NTSB a conclu que la faible résistance à la rupture de l'acier non normalisé AAR TC128-B utilisé pour le récipient intérieur des 5 wagons-citernes avait contribué à leur rupture et à leur séparation en deux complètes. Par la suite, le NTSB a recommandé que la FRA (traduction) :
-
effectue une analyse complète pour déterminer la résistance au choc des aciers utilisés dans les parois des wagons-citernes sous pression construits avant 1989. Au minimum, l'analyse de sécurité devrait incorporer les résultats d'essais dynamiques de la résistance à la rupture et/ou d'essais non destructifs, résultats qui fournissent l'information nécessaire sur la ductilité des matériaux et leur résistance à la rupture. Les données devraient provenir d'échantillons de l'acier utilisé à l'origine dans la construction des parois des citernes, ou d'un échantillonnage statistiquement représentatif des parois du parc de wagons-citernes sous pression construits avant 1989. (R-04-4)
- Une étude portant sur les propriétés mécaniques des aciers de wagons-citernes retirés du parc a été publiée en juin 2007 Note de bas de page 11.
-
élabore et mette en œuvre des normes de résistance propres à la conception des wagons-citernes, telles qu'une valeur Charpy moyenne minimale, pour les aciers et autres matériaux de construction destinés aux wagons-citernes sous pression utilisés pour le transport de matières dangereuses de classe 2 régies par le département des Transports des États-Unis, y compris les wagons en service à faible température. Les critères de performance doivent s'appliquer à l'orientation des matériaux qui offre la résistance minimale aux chocs et prendre en compte la gamme complète des températures de service du wagon-citerne. (R-04-7)
- Par la suite, l'AAR a révisé sa norme M-1002 de façon à y inclure de telles exigences pour les wagons-citernes sous pression commandés après le 1er août 2005.
Bien que les deux recommandations aient surtout visé les wagons-citernes sous pression, la plupart des wagons-citernes non pressurisés sont construits (et continuent d'être construits) d'acier normalisé qui possède les mêmes propriétés matérielles que l'acier dont il était question dans l'enquête et l'étude subséquente.
Étude sur les propriétés mécaniques des aciers de wagons-citernes mis à la retraite du parce Southwest Research Institute (SwRI) a procédé à un vaste programme d'essais pour donner suite à la recommandation R-04-4 du NTSB et en a documenté les résultats dans un rapport. Selon ce rapport, il est probable que la résistance statique et la résistance à la rupture jouent un rôle important dans la survenue éventuelle d'une rupture ou d'une perforation, bien qu'on ne comprenne pas encore complètement de quelle manière elles y contribuent. Le rapport présentait les résultats d'essais qui ont caractérisé les propriétés matérielles de base d'échantillons AAR TC128-B prélevés de wagons-citernes sous pression retraités construits avant (acier non normalisé) et après (acier normalisé) 1989, que l'on avait choisis pour être représentatifs du parc. La très grande majorité des échantillons (97 %) ont satisfait à la spécification AAR TC128-B en vigueur pour la composition élémentaire, tandis que 82 % des échantillons respectaient les exigences en matière de résistance à la traction. Il n'y avait pas de corrélation évidente entre les propriétés chimiques ou la résistance à la traction et la date de construction des wagons-citernes.
Afin de mesurer la ténacité du matériau, on a soumis une gamme d'échantillons à des essais Charpy-V. Ces essais, effectués à deux températures, 0 °F et −50 °F (−18 °C et –46 °C), ont donné des valeurs inférieures à 10 lb pi jusqu'à des valeurs de plus de 40 lb pi. Les résultats des essais étaient sensiblement dispersés et ne présentaient aucune tendance discernable, ce qui a empêché de tirer des conclusions définitives sur les variations dans la résistance à la rupture et sur l'âge des matériaux.
Le rapport du SwRI décrit les résultats d'essais de résistance à la rupture non standards et à grande vitesse (dynamiques) ainsi que d'essais de choc au mouton-pendule mis au point pour mesurer la tenue à la perforation de l'acier des wagons-citernes. La méthodologie utilisée pour les essais n'était pas standard et visait à représenter le comportement lors de la perforation d'une tête ou d'une paroi et/ou sous d'importantes sollicitations dynamiques, comme celles mises en œuvre dans le déraillement de Minot. Les essais, réalisés à des températures de 0 °F et −50 °F (−18 °C et −46 °C), ont donné des valeurs allant d'environ 30 à 150 ksi√in.Note de bas de page 12 Les résultats des essais dynamiques de la résistance à la rupture ont été légèrement supérieurs aux attentes. On a estimé que c'était là la conséquence du comportement plastique (déformation) du matériau sous les conditions d'essai choisies.
Dans le rapport du SwRI, il est également question d'un cadre pour l'interprétation des valeurs de résistance statique à la rupture, basé sur les codes de conception existants pour les récipients sous pression, les ponts et autres ouvrages :
- 25 à 50 ksi√in = piètre résistance
- 50 à 100 ksi√in = résistance suffisante
- 100 à 200 ksi√in = bonne résistance
- >200 ksi√in = excellente résistance
Bien que la plus grande partie du rapport du SwRI porte sur les données de résistance dynamique à la rupture, des données sur la résistance statique ont également été obtenues d'une gamme d'échantillons en acier AAR TC128-B. Là ou le KIC est mesuré en ksi√in et le résultat de l'essai Charpy-V en lb pi, on a établi la relation ci-après pour fournir une estimation de la limite inférieure reliant l'énergie de rupture de l'acier à exercer dans l'essai Charpy–V à la résistance statique à la rupture.
À partir des résultats d'essais Charpy-V enregistrés pour l'acier du wagon-citerne ACFX 73936, on a obtenu les valeurs ci-après de résistance statique à la rupture :
| Température (Celsius) | Charpy-V (lb pi) | KIC (ksi√in) |
|---|---|---|
| 0, -10, -20 | 14 | 49 |
| -30 | 10 | 40 |
Calcul des contraintes de rupture des wagons-citernes non pressurisés
Quand une charpente présente une fissure préexistante, la contrainte à laquelle se produit la rupture est nommée résistance résiduelle. Dans ce cas, la rupture se produit soit par défaillance en section nette, soit par une propagation rapide. L'analyse de la mécanique de la rupture du wagon-citerne ACFX 73936 a permis de déterminer que, vu la longueur de la fissure au moment de l'événement, la rupture se produirait par défaillance en section nette à environ 76 kilo-livres au pouce carré (ksi) Note de bas de page 13 ou par propagation rapide à environ 18 ksi. Comme la rupture de la paroi s'est propagée rapidement, la résistance résiduelle serait d'environ 18 ksi, valeur sensiblement inférieure aux 76 ksi de la limite d'élasticité conventionnelle mesurée du matériau (c.-à-d. la valeur à laquelle la rupture se serait produite en l'absence de toute fissure). La rupture par propagation rapide concordait aussi avec le comportement par températures froides de l'acier à faible résistance à la rupture.
D'autres calculs ont déterminé que la contrainte au point de rupture résultant de la charge permanente était de 3 ksi. Pour provoquer la rupture, la contrainte imposée à la citerne au point de rupture s'établissait, selon les calculs, à 15 ksi (c.-à-d. 18 ksi – 3 ksi). Il a été établi que pour provoquer une contrainte de 15 ksi au point de rupture, l'effort de traction s'exerçant sur l'attelage était d'environ 232 kips. Une telle valeur est considérée comme modérée et bien dans les limites des critères de conception des wagons-citernes, puisque la plage de fatigue utilisée dans la construction de ces wagons inclut des charges aussi élevées que 410 kips Note de bas de page 14.
Enquête du BST sur un accident près de Lévis (Québec)
Le 17 août 2004, 18 wagons-citernes du train U-781-21-17, un train-bloc de produits pétroliers du Canadien National faisant route de Lévis à Montréal, au Québec, ont déraillé au point milliaire 3,87 de la subdivision Lévis. À la suite de l'accident, un certain nombre de wagons-citernes non pressurisés ont subi des dommages et déversé environ 200 000 litres d'essence et de carburant diesel dans le secteur (rapport R04Q0040 du BST).
Les wagons-citernes en cause dans le déraillement étaient des wagons-citernes non isolés et non pressurisés, construits en 1995 et en 1996, qui répondaient aux exigences de la catégorie 111A100W1 du DOT. La paroi et les têtes des citernes étaient faites d'acier non normalisé AAR TC128-B de 7⁄16 de pouce d'épaisseur. Les wagons n'étaient pas munis de boucliers protecteurs. Le certificat de construction indiquait qu'ils avaient été construits pour un poids brut sur rail (PBR) maximum de 286 000 livres; cependant leur PBR était limité à 263 000 livres lors de transports.
Le rapport indiquait que le PBR maximum pour les wagons-citernes en service MD est de 263 000 livres. Cependant, il est possible de demander aux organismes de réglementation fédéraux (DOT/FRA aux États-Unis ou TC) une exemption ou un permis pour la construction de wagons-citernes non pressurisés d'un PBR de 286 000 livres, en fonction des éléments de conception supplémentaires décrits dans le livre blanc FRA/TC. Depuis, ces éléments ont été intégrés à la norme M-1002 de l'AAR. Depuis 2003, au Canada, TC aussi exige que tous les wagons-citernes non pressurisés d'un PBR de plus de 263 000 livres satisfassent à ces dispositions supplémentaires, qui incluent une plus grande résistance à la perforation par l'utilisation d'acier normalisé, des demi-boucliers protecteurs et une protection améliorée des équipements de service, tels les appareils de robinetterie. Toutefois, les améliorations de sécurité procurées par ces dispositions supplémentaires ne s'appliquent pas aux wagons-citernes non pressurisés d'un PBR maximum de 263 000 livres ou moins, même si ces wagons constituent la très grande majorité du parc de wagons-citernes récemment construits. Par conséquent, un grand nombre de wagons-citernes non pressurisés existants qui transportent des marchandises dangereuses demeurent vulnérables à la perforation et à la rupture, même lors de déraillements à des vitesses d'exploitation modérées.
Compte tenu d'une différence de moins de 9 % dans les volumes de produits transportés entre un wagon-citerne de 263 000 livres et un de 286 000 livres, les risques présentés par un déversement de produit ne seraient pas sensiblement moins élevés pour un wagon de 263 000 livres. Le Bureau a donc recommandé que :
Le ministère des Transports étende les dispositions de sécurité des normes de construction applicables aux wagons de 286 000 livres à tous les nouveaux wagons-citernes non pressurisés transportant des marchandises dangereuses.
Recommandation R07-04 du BST
TC a reconnu la lacune et a fait savoir qu'il effectuait un suivi auprès des intervenants de wagons-citernes d'Amérique du Nord. Le Bureau estime que la réponse à la recommandation dénote une « intention satisfaisante ». Le BST continue de surveiller les progrès de l'industrie dans ce dossier.
Autres défaillances connexes de wagons-citernes
Le 13 février 2010, à 8 h 45, un employé du Canadien National (CN) a signalé une fuite de produit du wagon-citerne non pressurisé NATX 76364 sur la voie C-079 du triage MacMillan du CN à Toronto (Ontario).
Le wagon transportait de l'huile légère pour cycles (LCO) (UN1993). Il était isolé, avait été déchargé et dirigé ensuite vers un établissement réparateur agréé en vue de son inspection (événement R10T0053 du BST). Le wagon avait été qualifié la dernière fois en 2005. Le laboratoire du BST en a fait une analyse détaillée et tiré les conclusions suivantes :
-
La fissure principale (fissure no 1) a pris naissance au bout B, dans un défaut (caniveau) au congé d'une soudure d'angle, à la terminaison de l'une des soudures en bout longitudinales fixant la semelle de renfort partielle de la longrine tronquée à la paroi de la citerne. La surface de rupture était fortement oxydée, ce qui donne à penser qu'elle était présente depuis un certain temps avant l'événement.
-
La fissure mesurait environ 3 pouces de long, son état de fatigue avait augmenté et, à cause de contraintes excessives, elle avait gagné l'épaisseur de la tôle en mode fragile, ce qui a provoqué la fuite.
-
D'autres fissures de fatigue, qui n'étaient pas visibles lors de l'examen visuel, ont été observées aux extrémités des 3 autres soudures d'angle de la semelle de renfort de la longrine tronquée. Les trois fissures de fatigue étaient toutes fermées hermétiquement et recouvertes de corrosion sur la surface de la paroi de la citerne.
-
Le wagon avait été construit en acier non normalisé ASTM A-515 de qualité 70, qui présente des propriétés semblables à celles de l'acier non normalisé AAR TC128-B. Des essais de choc Charpy ont été effectués en conformité avec la norme ASTM E23 sur des échantillons Charpy grandeur nature testés dans le sens transversal et longitudinal, avec des résultats similaires. À 30 °C et à −10 °C, le matériau enregistrait une énergie d'impact transversale moyenne respectivement de 38 et 9 lb pi. Cette faible résistance transversale à la rupture à des températures inférieures à −10 °C concorde avec le comportement attendu de ce type d'acier.
Depuis 2005, il y a eu au Canada et aux États-Unis 4 défaillances catastrophiques de wagons-citernes non pressurisés (Annexe A) et des fissures entraînant le déversement du produit transporté ont été observées dans la paroi d'au moins 3 wagons-citernes non pressurisés (Annexe B). Ces incidents présentaient un certain nombre de similitudes :
- Chaque wagon avait un PBR de 263 000 livres et était chargé au moment de la rupture déclarée.
- Les wagons en cause étaient âgés d'environ 20 ans ou plus et munis de semelles de renfort partielles de longrine tronquée qui ne faisaient pas toute la longueur du wagon.
- Une longue section au centre du wagon-citerne n'était pas supportée; elle avait été soumise en cours d'exploitation à des charges de flexion plus élevées qui exerçaient des contraintes de traction au congé des soudures d'angle longitudinales.
- De petites fissures de fatigue préexistantes avaient pris naissance au congé ou à la terminaison d'une ou plusieurs soudures d'angle longitudinales qui fixaient soit un accessoire soit l'extrémité d'une semelle de renfort partielle à la citerne dans une zone située près de l'axe inférieur du wagon-citerne.
- Les ruptures fragiles dues à des contraintes excessives avaient pris naissance aux extrémités des petites fissures de fatigue. Elles se sont propagées dans un plan circonférentiel (transversal) autour de la citerne, ce qui a entraîné la séparation de celle-ci en deux. La température au moment de la rupture était de – 2 °C, ou plus froide encore.
- Les wagons étaient construits d'acier non normalisé qui est connu pour avoir une résistance transversale à la rupture moins élevée par températures froides.
Wagon-citerne de la prochaine génération
Depuis 2001, un certain nombre d'accidents ferroviaires fort médiatisés ont suscité une prise de conscience accrue des questions de sécurité et de sûreté liées au transport ferroviaire de marchandises dangereuses. Par la suite, l'industrie du rail, qui comprend des organismes de réglementation, des organisations industrielles, des expéditeurs, des constructeurs de wagons et des chemins de fer, a recentré ses efforts sur l'amélioration de la sécurité et lancé le projet « Next Generation Tank Car ». Au départ, le projet portait surtout sur les normes de construction des wagons-citernes sous pression utilisés pour le transport des matières plus dangereuses; cette démarche se présentait comme une réponse à plusieurs rapports d'accident ferroviaire du NTSB et aux recommandations subséquentes.
Plus récemment, en réaction à plusieurs accidents survenus aux États-Unis et pour donner suite à la recommandation R07-04 du BST, on a accordé une plus grande attention à la nécessité d'améliorer les normes relatives aux wagons-citernes non pressurisés. L'industrie est consciente qu'il existe un besoin pour une nouvelle norme sur les wagons-citernes en service général qui comporterait des caractéristiques de sécurité améliorées. À cette fin, des discussions ont eu lieu au sujet de l'application, à la prochaine génération des wagons-citernes non pressurisés de 263 000 livres, des dispositions plus strictes de l'AAR pour la construction des wagons-citernes non pressurisés de 286 000 livres. Mais les progrès à ce chapitre sont lents et aucune décision ferme n'a été prise.
Les rapports ci-après du laboratoire du BST sont terminés et disponibles sur demande :
- LP018/2010 – Tank Car Failure (ACFX 73936) (rupture du wagon-citerne ACFX 73936)
- LP185/2010 – Tank Car Fracture Stress Calculation (ACFX 73936) (calcul du stress de fracture pour le wagon-citerne ACFX 73936)
- LP053/2010 – Tank Car Failure (NATX 76364) (rupture du wagon-citerne NATX 76364)
Analyse
L'enquête n'a révélé aucune anomalie susceptible d'être considérée comme un facteur causal dans le chargement du wagon, ni dans la structure de la voie ou la conduite du train. L'analyse portera donc principalement sur la rupture du wagon-citerne non pressurisé ACFX 73936 ainsi que sur les problèmes de construction et d'entretien des wagons-citernes.
L'accident
Les dommages observés le long du chemin 12 et de la voie R-011 ainsi que la position dans laquelle se sont immobilisés les wagons déraillés indiquent que le déraillement s'est produit quand le 17e wagon, le wagon-citerne non pressurisé ACFX 73936 en service MD et chargé de sulfate ferreux (UN3264), a été l'objet d'une défaillance catastrophique près de son milieu et s'est cassé en deux près de l'aiguillage nord de la voie R-011. Pendant que la manœuvre se trouvait refoulée sur une distance supplémentaire de 600 pieds vers le sud, le wagon-citerne rompu déversa son contenu le long du chemin 12 et des voies adjacentes.
Déroulement de la manœuvre et protection sur les voies de refoulement à la butte
Lorsqu'une locomotive en activité rencontre un transpondeur inconnu, ou si les coordonnées du GPS ne s'alignent pas sur celles qu'elle reconnaît, une erreur est enregistrée et la locomotive est automatiquement arrêtée de façon contrôlée. Comme le groupe de traction de butte avait été réglé par inadvertance pour le triage Symington de Winnipeg, il a provoqué des erreurs de transpondeur au passage de la locomotive sur les transpondeurs implantés le long de la voie. Le système de protection du CN sur les voies de refoulement à la butte a fonctionné comme prévu et un serrage normal des freins arrêtait la manœuvre de façon contrôlée chaque fois que se produisait une erreur de transpondeur.
L'analyse de la mécanique de la rupture du wagon-citerne ACFX 73936 a permis de déterminer que la contrainte exercée sur la citerne au point de rupture était d'environ 15 ksi. On a calculé que, pour provoquer une telle contrainte, l'effort de traction s'exerçant sur l'attelage était d'environ 232 ksi, une valeur modérée bien dans les limites des critères de conception des wagons-citernes. Il est également possible que l'action hydraulique provenant du déplacement du produit à l'intérieur de la citerne ait joué un rôle dans l'accident. Dans un tel cas, les efforts de traction agissant sur l'attelage auraient été encore moins élevés que les 232 ksi prévus dans les calculs. Un examen de l'information consignée et l'analyse de la mécanique de la rupture par le BST a montré que la manœuvre était conduite d'une manière conforme aux opérations normales d'aiguillage en triage et n'a pas donné lieu à des sollicitations dynamiques inhabituelles.
Défaillance du wagon-citerne non pressurisé ACFX 73936
Le matériau de la paroi de la citerne respectait les spécifications applicables en matière de composition chimique, de dureté et de résistance à la traction, et aucune anomalie métallurgique n'a été observée. L'examen a déterminé que le point d'origine de la rupture se trouvait au congé d'une soudure d'angle longitudinale qui fixait la patte intérieure de l'étrier à la paroi de la citerne. Ce point était oxydé, signe qu'il existait depuis un certain temps, mais sans avoir été détecté, et présentait à sa surface des marques compatibles avec une fissuration de fatigue. Ces marques signifiaient que des fissures multiples avaient pris naissance au congé de la soudure sur l'extérieur de la paroi de la citerne et s'étaient propagées dans le matériau de la paroi pour former, en se combinant, une seule fissure de fatigue d'environ 2 pouces de longueur et 5⁄16 de pouce de profondeur. Comme la profondeur de la fissure de fatigue était inférieure à l'épaisseur de la tôle de paroi, la citerne n'a pas fui avant la rupture. La séparation en deux de la citerne s'est produite dans des conditions normales de service quand la citerne s'est rompue dans un plan circonférentiel, en mode fragile, à partir des extrémités de la petite fissure de fatigue.
Semelles de renfort pour les fixations de support de l'équipement de frein à air
Depuis septembre 1990, la norme M-1002 de l'AAR exige que les supports soient fixés à des semelles de renfort. En l'absence de telles semelles, les supports pourraient endommager les citernes par fatigue, contraintes excessives, formation de bosselures ou perforation en cas d'accident. Les wagons-citernes non pressurisés construits avant septembre 1990, tels que l'ACFX 73936 (construit en juin 1990), peuvent avoir des supports fixés directement à la citerne, pourvu que la soudure soit d'au plus 1⁄4 de pouce et sa longueur linéaire totale inférieure à 6 pouces, comme l'indique le dessin. Pour le wagon-citerne ACFX 73936, ce dessin prévoyait une soudure d'angle de 1⁄4 de pouce pour fixer un étrier fait d'un matériau de 2 po 1⁄2 de largeur sur 3⁄8 de pouce d'épaisseur (ce qui donne une soudure linéaire de 5 po 3⁄4).
Comme la longueur linéaire de la soudure d'angle désignée se conformait aux exigences en vigueur au moment de la construction du wagon-citerne, il n'était pas nécessaire de poser une semelle de renfort sous l'étrier. Celui-ci a donc été soudé directement à la paroi de la citerne, près du milieu du wagon, à quelque 20 pieds du bout A de la citerne, la patte intérieure étant placée à environ 10 pouces de l'axe inférieur de la citerne dans une région de la paroi qui n'était pas renforcée. En l'absence de semelle de renfort, la soudure qui fixait la patte intérieure de l'étrier à la paroi de la citerne était soumise à des charges en service plus élevées, charges qui ont exercé des contraintes de traction au congé de la soudure en question et amorcé la fissure de fatigue.
On ne connaît pas le nombre précis de wagons-citernes présentant des arrangements similaires à ceux de l'ACFX 73936. Cependant, il existe environ 82 000 wagons-citernes non pressurisés en service construits avant septembre 1990, dont bon nombre ont des accessoires soudés directement à la paroi de la citerne. Pour s'attaquer à ce problème, la norme de l'ONGC a fait l'objet en juillet 2008 de la modification no 1 (entrée en vigueur en mars 2011) qui exige l'utilisation de semelles de renfort pour toute fixation d'équipements de frein à air sur les wagons-citernes nouvellement construits. Il s'agit là d'une étape positive vers la correction de lacunes similaires à celles qui ont contribué à la rupture du wagon-citerne ACFX 73936. La norme révisée de l'ONGC est compatible avec l'actuelle norme M-1002 de l'AAR, mais il n'existe aucune exigence équivalente dans le CFR 49. De plus, les normes n'exigent pas que les wagons-citernes non pressurisés construits avant septembre 1990 soient inspectés plus souvent dans la zone suspecte ou équipés en rattrapage de semelles de renfort sous tout accessoire directement soudé à la paroi. Le manque d'harmonisation dans les normes relatives aux wagons-citernes constitue, du point de vue de la conformité et de l'application, des défis qui peuvent parfois être source de confusion et présenter un risque pour la sécurité. Sans normes cohérentes et harmonisées exigeant l'utilisation de semelles de renfort pour toute fixation de support d'équipements de frein à air, peu importe la date de construction des wagons, il y a un risque accru de défaillance chez les wagons-citernes non pressurisés et dépourvus d'enveloppe extérieure construits avant septembre 1990.
Résistance à la rupture de l'acier des wagons-citernes
Dans des conditions de service normales, un wagon-citerne non pressurisé ne devrait pas subir une défaillance catastrophique à partir d'une petite fissure de fatigue. L'acier de sa paroi devrait être suffisamment résistant à la rupture pour éliminer ou réduire au minimum le risque de rupture fragile catastrophique dans toutes les conditions d'exploitation et dans tous les environnements. Dans l'idéal, si un wagon-citerne développe une petite fissure, il faudrait la détecter durant la qualification de la citerne, avant que l'intégrité de celle-ci soit compromise. Si la fissure échappe à la détection, dans la plupart des cas elle devrait entraîner une fuite du chargement avant de provoquer une défaillance catastrophique. Cependant, depuis 2005, on a enregistré sur des wagons non pressurisés 4 défaillances similaires déclenchées par de petites fissures de fatigue. Dans chaque cas, la paroi de la citerne était construite de l'acier non normalisé mentionné, dont la résistance réduite à la rupture est connue.
La paroi de la citerne du wagon ACFX 73936 était construite d'acier non normalisé AAR TC128-B. La défaillance catastrophique de la citerne s'est produite rapidement sous forme de rupture fragile. Bien que la température du moment ait été de −9 °C, une valeur modérée, le mode de rupture fragile indique que l'acier de la paroi de la citerne se trouvait au moment de la défaillance à une température inférieure à la température de transition ductile-fragile. Des essais Charpy-V ont confirmé que le matériau de la paroi de la citerne avait une faible résistance à la rupture dans le sens transversal à des températures de 0 °C ou plus froides. Or, dans le cas d'un acier d'une si faible résistance à la rupture, il suffit d'une petite énergie d'impact pour propager une fissure préexistante. Par conséquent, la faible résistance à la rupture de l'acier non normalisé AAR TC128-B utilisé dans la construction de la citerne du wagon ACFX 73936 a permis à la fissure de se propager rapidement dans le mode fragile, ce qui a contribué à la rupture et à la séparation en deux complètes du wagon.
Dans le sillage de l'enquête du NTSB sur l'accident de Minot, une étude sur les propriétés mécaniques des aciers de wagon-citerne a été menée par le Southwest Research Institute (SwRI). Les résultats des essais étaient sensiblement dispersés et ne présentaient aucune tendance discernable. Cette dispersion indique que la résistance à la rupture pour un même acier peut varier, même si les parois des wagons-citernes ont été construites aux mêmes normes. L'absence de propriétés cohérentes de résistance à la rupture pour l'acier des wagons-citernes présente le risque que certains de ces wagons, bien que construits selon les mêmes normes de conception, soient plus vulnérables à la rupture.
Les wagons-citernes impliqués dans l'accident de Minot avaient été soumis à des sollicitations dynamiques résultant des chocs subis au cours du déraillement. Le rapport du SwRI s'est donc concentré sur la résistance dynamique à la rupture des wagons sous pression. Comme la plupart des wagons-citernes non pressurisés sont construits, et continuent de l'être, des mêmes aciers non normalisés que celui des 5 wagons-citernes sous pression qui se sont rompus à Minot, les conclusions tirées du rapport du SwRI valent également pour les aciers des wagons-citernes non pressurisés. Le rapport a constaté que la résistance statique et la résistance à la rupture jouent probablement toutes les deux un rôle dans la survenue éventuelle d'une rupture et/ou d'une perforation. Le rapport renvoyait à un cadre, basé sur les codes de conception existants, pour l'interprétation des valeurs de résistance statique à la rupture. Selon ce cadre, les valeurs de 25-50 ksi√in donnaient une piètre résistance à la rupture, contrairement à des valeurs de 50-100 ksi√in.
La défaillance du wagon-citerne ACFX 73936 résulte de l'agrandissement en mode fragile, sous l'effet de contraintes excessives, d'une petite fissure de fatigue préexistante, alors que le wagon était soumis à des charges de service au cours d'opérations ferroviaires normales. Aucune bosselure, perforation ni déformation (« striction ») plastique importante n'était associée à la rupture en question.
C'est pourquoi la propriété du matériau qui est pertinente dans la présente situation est considérée comme ayant plus à voir avec la résistance statique à la rupture qu'avec la résistance dynamique à la rupture dont il est question dans les rapports du SwRI et de Minot. La température à laquelle s'est produit l'événement aurait été de −9 °C, ce qui est jugé comme une température hivernale moyenne dans bien des régions de l'Amérique du Nord. À cette température, selon les calculs, la résistance statique à la rupture était de 49 ksi√in. Si on utilise le cadre de référence du SwRI pour la résistance statique à la rupture, l'acier non normalisé AAR TC128-B du wagon-citerne ACFX 73936 serait considéré comme étant à peine adéquat pour les conditions régnant au moment de l'accident.
La faible résistance à la rupture et la résistance résiduelle correspondante de l'acier non normalisé AAR TC 128-B du wagon ACFX 73936 concordaient avec les résultats d'essais effectués sur d'autres wagons-citernes qui se sont rompus. Les normes relatives aux wagons-citernes sous pression et aux wagons-citernes non pressurisés construits pour un PBR de plus de 263 000 livres comprennent des critères de résistance à la rupture. Par contraste, les normes actuelles pour les wagons-citernes non pressurisés d'un PBR de 263 000 livres (ou moins) ne sont l'objet d'aucun critère établi de résistance à la rupture, même s'ils représentent la très grande majorité du parc nord-américain de wagons-citernes. Comme l'ont démontré au moins 4 défaillances catastrophiques de wagons-citernes, sans normes de matériau améliorées incorporant des critères de résistance à la rupture pour l'acier de la paroi des wagons-citernes non pressurisés, ces derniers, s'ils sont construits pour une capacité de 263 000 livres (ou moins), présentent un risque accru de défaillance catastrophique dans des conditions d'exploitation hivernales normales.
Semelles de renfort partiel de longrine tronquée
Les soudures en bout qui fixent les semelles de renfort partielles à la paroi de la citerne sont orientées dans un sens longitudinal et se terminent près de l'axe de la citerne, des deux côtés de la semelle.
Comme le renforcement n'est pas continu, une partie de la paroi du wagon-citerne demeure non supportée dans une région soumise à des charges de flexion pendant les opérations ferroviaires. Ces charges exercent des contraintes de traction aux extrémités des semelles de renfort, perpendiculairement à l'axe longitudinal du wagon-citerne, et ont le potentiel d'amorcer des fissures de fatigue à ces endroits.
Dans chacun des 7 accidents passés en revue depuis 2005, des fissures de fatigue préexistantes relativement petites se sont amorcées à la terminaison d'une ou de plusieurs soudures d'angle longitudinales dans une zone de la citerne qui n'était pas supportée et était soumise à des charges de flexion. Dans 6 des 7 cas, les fissures de fatigue ont pris naissance au congé de la soudure en bout qui fixait une semelle de renfort partielle à la citerne. Dans 3 des 6 cas, des ruptures fragiles dues à des contraintes excessives se sont étendues à partir des extrémités de la fissure de fatigue préexistante et ont provoqué la défaillance catastrophique de la citerne et le déversement subséquent de son produit. Au cours de la même période, aucune défaillance catastrophique n'a été signalée à propos d'une citerne équipée d'une semelle de renfort continue soudée dans le bas du wagon et faisant toute la longueur de la paroi de la citerne. Les wagons-citernes non pressurisés dotés de semelles de renfort partielles de longrine tronquée présentent un risque plus élevé de rupture et/ou de défaillance catastrophique que ceux équipés de semelles de renfort continues.
Inspection de l'intégrité structurale au cours de la qualification des wagons-citernes
La qualification d'un wagon-citerne doit comprendre une inspection de l'intégrité structurale au moyen d'une ou de plusieurs méthodes approuvées d'examen non destructif (END). L'inspection porte aussi sur les soudures des semelles de renfort de longrine tronquée. Bien qu'il existe un certain nombre d'autres méthodes END approuvées, les inspections visuelle et à distance tendent à s'imposer comme les principales méthodes utilisées pour les inspections.
Sur les wagons-citernes non pressurisés équipés de semelles de renfort partielles de longrine tronquée, les fissures semblent plus difficiles à détecter dans les endroits où elles sont plus portées à se former. L'examen du wagon-citerne NATX 76364 (événement R10T0053) a révélé que la fissure principale avait pris naissance au congé d'une soudure d'angle présentant un caniveau, à la terminaison d'une soudure en bout longitudinale fixant une semelle de renfort partielle de longrine tronquée à la paroi de la citerne dans une région située près de l'axe inférieur du wagon. La surface de rupture était fortement oxydée, ce qui donne à penser qu'elle était présente depuis un certain temps avant l'événement. D'autres fissures de fatigue, qui n'étaient pas visibles lors de l'examen visuel en laboratoire, ont été observées aux extrémités des 3 autres soudures d'angle des semelles de renfort de longrine tronquée. Les 3 fissures de fatigue étaient toutes fermées hermétiquement et recouvertes de corrosion sur la surface de la paroi de la citerne, ce qui a rendu difficile leur détection au moment de l'inspection visuelle en atelier. Depuis 2005, on a observé des fissures similaires sur au moins 5 autres parois de citerne non pressurisée, dont 3 ont provoqué une défaillance catastrophique de la citerne.
Compte tenu de la forte oxydation observée sur la surface de rupture de la fissure principale du wagon NATX 76364, il est concevable que la fissure ait été présente, mais soit passée inaperçue, à la dernière qualification du wagon en 2005. Cela porte à croire qu'une inspection visuelle peut ne pas être suffisante à elle seule pour détecter des fissures dans ces endroits, surtout s'il y a de la corrosion à la surface et qu'elle n'est pas enlevée avant l'inspection. Le fait de trop se fier à la seule méthode par inspection visuelle pour contrôler l'intégrité structurale durant la qualification d'un wagon-citerne accroît le risque de ne pas détecter de façon régulière les fissures présentes dans les soudures longitudinales fixant à la citerne les semelles de renfort partielles de longrine tronquée.
Dimension des soudures
Sur le wagon ACFX 73936, la soudure d'angle finie fixant la patte intérieure de l'étrier à la paroi de la citerne satisfaisait aux exigences pour la longueur linéaire, mais mesurait de 3⁄8 de pouce à 1⁄2 pouce. Des soudures d'étrier surdimensionnées similaires ont été observées sur le wagon-citerne jumeau ACFX 73937, ce qui laisse croire qu'une telle situation peut exister sur d'autres wagons-citernes dotés d'arrangements similaires. La norme M-1002 de l'AAR exige que toutes les soudures de plus de 1⁄4 de pouce soient inspectées au cours de la qualification du wagon; aucune inspection n'est requise pour les soudures inférieures à cette dimension. Ce critère d'inspection est basé sur la dimension de soudure indiquée dans le dessin plutôt que sur la dimension réelle de la soudure finie. Par conséquent, il n'est pas nécessaire d'inspecter des soudures surdimensionnées similaires sur un wagon-citerne en cours de qualification. Dans le cas du wagon ACFX 73936, l'oxydation observée sur la surface de la rupture de fatigue indiquait que la fissure était présente depuis un certain temps, au congé d'une soudure surdimensionnée, et qu'elle pouvait être détectée avant la défaillance. Bien que la fissure ait pu être absente au moment de la dernière qualification en septembre 2000, et même si elle avait été présente, elle serait passée inaperçue parce qu'il n'y avait pas de raison d'en faire une inspection. Comme le critère d'inspection des soudures est basé sur une dimension spécifiée, plutôt que sur la dimension réelle de la soudure, il y a un risque accru que les fissures préexistantes ne soient pas détectées durant la qualification.
Faits établis
Faits établis quant aux causes et aux facteurs contributifs
- Le déraillement s'est produit quand le wagon-citerne non pressurisé ACFX 73936 pour marchandises dangereuses, qui était chargé de sulfate ferreux, a subi une défaillance catastrophique près de son milieu et s'est rompu en deux parties près de l'aiguillage nord de la voie. Par la suite, le wagon a déversé son contenu le long du chemin 12 et de voies adjacentes.
- De multiples fissures avaient pris naissance au congé d'une soudure d'angle longitudinale qui fixait la patte intérieure de l'étrier d'un tuyau et de la timonerie de frein à air directement à l'extérieur de la paroi de la citerne. Les fissures se sont propagées dans le matériau de la paroi et combinées pour former une petite fissure de fatigue d'environ 2 pouces de long et 5⁄16 de pouce de profondeur.
- La séparation en deux de la citerne s'est produite dans des conditions normales de service quand la paroi s'est rompue dans le plan de sa circonférence, en mode fragile, à partir des extrémités de la petite fissure de fatigue.
- En l'absence de semelle de renfort, la soudure d'angle longitudinale qui fixait la patte intérieure de l'étrier à la paroi de la citerne près de l'axe du wagon a été soumise à des charges de flexion en service plus élevées qui ont exercé des contraintes de traction au congé de la soudure et amorcé la fissure de fatigue.
- La faible résistance à la rupture de l'acier AAR TC128 de nuance B utilisé dans la construction de la paroi de la citerne du wagon ACFX 73936 a permis à la fissure de se propager rapidement en mode fragile, ce qui a contribué à la rupture et à la séparation complète du wagon.
Faits établis quant aux risques
- Sans normes cohérentes et harmonisées exigeant l'utilisation de semelles de renfort pour toute fixation de support d'équipements de frein à air, peu importe la date de construction des wagons, il y a un risque accru de rupture chez les wagons-citernes non pressurisés et dépourvus d'enveloppe extérieure construits avant septembre 1990.
- L'absence de propriétés cohérentes de résistance à la rupture pour l'acier des wagons-citernes présente le risque que certains wagons-citernes, bien que construits selon les mêmes normes de conception, soient plus vulnérables à la rupture.
- Sans normes de matériau améliorées incorporant des critères de résistance à la rupture pour l'acier de la paroi des wagons-citernes non pressurisés, ces derniers, s'ils sont construits pour une capacité de 263 000 livres ou moins, présentent un risque accru de défaillance catastrophique dans des conditions d'exploitation hivernales normales.
- Les wagons-citernes non pressurisés dotés de semelles de renfort partielles de longrine tronquée présentent un risque plus élevé de rupture et/ou de défaillance catastrophique que ceux équipés de semelles de renfort continues.
- Le fait de trop se fier à la seule méthode par inspection visuelle pour contrôler l'intégrité structurale durant la qualification d'un wagon-citerne accroît le risque de ne pas détecter de façon régulière les fissures présentes dans les soudures longitudinales fixant à la citerne les semelles de renfort partielles de longrine tronquée.
- Comme le critère d'inspection des soudures est basé sur une dimension spécifiée plutôt que sur la dimension réelle de la soudure, il y a un risque accru que les fissures préexistantes ne soient pas détectées durant la qualification.
Autres faits établis
- Le système de protection du CN sur les voies de refoulement à la butte a fonctionné comme prévu et, chaque fois qu'une erreur de transpondeur se produisait, un serrage normal des freins arrêtait la manœuvre de façon contrôlée.
- La manœuvre était conduite d'une manière conforme aux opérations normales d'aiguillage en triage et n'a pas donné lieu à des sollicitations dynamiques inhabituelles.
- Comme la profondeur de la fissure de fatigue était inférieure à l'épaisseur de la tôle de paroi, la citerne n'a pas fui avant la rupture.
Mesures de sécurité
Mesures prises
Avis de sécurité ferroviaire du BST
En mai 2011, le BST a émis 3 avis de sécurité ferroviaire (ASF) :
Avis de sécurité ferroviaire 05/11
L'ASF constate qu'en l'absence de toute semelle de renfort, la soudure surdimensionnée qui fixait la patte intérieure de l'étrier à la paroi de la citerne était soumise à des charges de flexion en service plus élevées qui ont exercé des contraintes de traction au congé de la soudure et amorcé une fissure de fatigue. Bien que la dimension de la soudure ait pu jouer un rôle dans la défaillance, il est probable également que son orientation longitudinale et sa situation près de l'axe du wagon aient constitué des facteurs contributifs en l'absence de semelle de renfort. Vu le risque de défaillance chez les wagons-citernes non pressurisés dotés de tels arrangements, l'ASF propose que Transports Canada (TC), de concert avec les organismes de réglementation des chemins de fer américains, réexamine les exigences concernant la pose de semelles de renfort sur les wagons-citernes non pressurisés et dépourvus d'enveloppe extérieure construits avant septembre 1990.
Dans sa réponse du 23 juin 2011, Transports Canada fait savoir que, en raison du grand nombre de wagons-citernes et de l'interopérabilité de ce grand parc dans toute l'Amérique du Nord, sa Direction du transport des marchandises dangereuses (DTMD) a demandé au comité des wagons-citernes (CW-C) de l'AAR de créer un nouveau dossier de discussion pour passer en revue et corriger les récentes défaillances de wagons-citernes présentant les caractéristiques de celles constatées dans l'avis de sécurité du BST. Cette question a été intégrée au programme de la réunion du CW-C qui s'est tenue à Chicago en juillet 2011. Tous les intervenants clés, dont TC, l'AAR, la Federal Railroad Administration (FRA) et les grands propriétaires de parc ont eu l'occasion de discuter ensemble et d'élaborer le plan d'action le plus approprié.
Dans ce dossier, TC a proposé pour discussion un certain nombre de mesures de sécurité, avec pour objectif de réduire les risques de telles défaillances sur les wagons-citernes plus âgés. Les actions préconisées incluent, dans le cadre des exigences actuelles de qualification établies dans la Partie III de la norme 43.147 de l'ONGC, l'obligation pour les propriétaires de ces wagons-citernes de s'attaquer à ce risque de défaillance particulier en augmentant la fréquence et l'efficacité des inspections pour les fixations considérées, mesures pouvant inclure le recours à des techniques et procédures à grande probabilité de détection. On a discuté aussi de la possibilité de poser en rattrapage de petites ou grandes semelles de renfort, combinées à des renforts appliqués à la partie inférieure centrale, où les contraintes globales sont les plus élevées, des wagons-citernes susmentionnés.
Au Canada, la norme 43.147-2005 de l'ONGC a été modifiée en juillet 2008. Comme l'indique le rapport, les modifications exigent, peu importe la date de construction, que les nouvelles citernes construites aux nouvelles spécifications de TC possèdent des semelles de renfort pour les fixations des supports d'équipements de frein à air utilisées sur les wagons-citernes non pressurisés et dépourvus d'enveloppe extérieure. La DTMD publiera d'autres modifications pour la norme de TC sur les récipients de transport ferroviaire de marchandises dangereuses, modifications qui exigeront, une fois la norme en vigueur, la présence de telles semelles de renfort sur tous les wagons qui sont en service au Canada.
Avis de sécurité ferroviaire 06/11
L'ASF constate que, depuis 2005, des wagons-citernes non pressurisés ont été l'objet de 4 défaillances catastrophiques. Dans chaque cas, les propriétés de l'acier non normalisé utilisé dans la construction des wagons étaient conformes aux spécifications en vigueur à ce moment-là. Cependant, les wagons ont quand même subi une défaillance catastrophique, en mode fragile, à partir de petites fissures de fatigue préexistantes et à une température de −9 °C ou plus froide.
Contrairement aux normes pour les wagons-citernes sous pression, aucune de celles qui visent des wagons-citernes non pressurisés n'exige l'utilisation d'aciers normalisés dans leur construction ni n'établit des critères de résistance à la rupture pour le matériau. Compte tenu du risque de défaillance des citernes non pressurisées, surtout par températures d'exploitation hivernales normales, l'ASF propose que Transports Canada, de concert avec les organismes de réglementation des chemins de fer américains, réexamine les normes applicables et établisse des critères de résistance à la rupture pour le matériau utilisé dans la construction des wagons-citernes non pressurisés.
Dans sa réponse du 23 juin 2011, Transports Canada fait savoir que sa DTMD a examiné la présente défaillance et les autres défaillances de wagons-citernes mentionnées en annexe à l'ASF afin de s'attaquer au problème de sécurité soulevé par le BST. La DTMD est d'accord qu'une amélioration de la résistance à la rupture des aciers utilisés dans la construction des wagons-citernes non pressurisés est justifiée.
Elle-même et la FRA faisaient partie d'un groupe de travail de l'AAR dont le mandat était de définir les améliorations de sécurité qui pourraient être apportées aux nouveaux wagons-citernes non pressurisés pour en accroître la survivabilité en cas d'accident et la sécurité en général. La DTMD a demandé au groupe de travail d'étendre à tous les nouveaux wagons-citernes non pressurisés l'ensemble des améliorations de sécurité présentement exigées pour les wagons-citernes utilisés avec des poids bruts sur rail accrus (PBR 286 00 livres, au lieu de 263 000 livres).
Le groupe de travail a accepté et l'AAR a demandé aux organismes de réglementation du Canada et des États-Unis d'adopter la mesure dans leurs réglementations respectives. Le projet d'améliorations comprend l'utilisation obligatoire d'un acier normalisé quand la construction de la paroi et des têtes de wagon-citerne fait appel à des aciers au carbone ou faiblement alliés. Le recours à un acier normalisé plutôt qu'à un acier laminé constituera une importante amélioration du point de vue de la résistance à la rupture de l'acier utilisé dans les wagons-citernes non pressurisés.
La DTMD prévoit déposer la demande de l'AAR à la prochaine réunion du comité chargé de veiller à l'application de la norme de TC, qui doit être publiée bientôt, sur les récipients de transport ferroviaire de marchandises dangereuses. En plus de la normalisation, TC présentera à la discussion des exigences de résistance à la rupture particulières qui pourraient consister en essais Charpy supplémentaires pour les aciers utilisés dans la construction des wagons-citernes et/ou en l'attribution potentielle aux wagons-citernes d'une température de service minimale, avec l'obligation que les matériaux de construction respectent, à cette température, certains critères de résistance à la rupture.
Avis de sécurité ferroviaire 07/11
L'ASF constate qu'une fuite de produit du wagon-citerne non pressurisé NATX 76364 a été découverte sur la voie C-079 du triage MacMillan du CN. Des examens ont révélé qu'une fissure avait pris naissance au congé d'une soudure d'angle présentant un caniveau, à la terminaison de l'une des soudures en bout longitudinales fixant la semelle de renfort partielle de longrine tronquée à la paroi de la citerne. La surface de rupture était fortement oxydée, signe qu'elle était présente depuis un certain temps avant l'occurrence. L'examen en laboratoire a permis d'observer d'autres fissures de fatigue, qui étaient passées inaperçues lors de l'examen visuel en atelier, aux extrémités des trois autres soudures d'angle de la semelle de renfort. Les trois fissures de fatigue étaient toutes fermées hermétiquement et recouvertes de corrosion sur la surface de la paroi de la citerne, ce qui a rendu difficile leur détection par une inspection visuelle seulement.
L'inspection visuelle tend à s'imposer comme la principale méthode de qualification des wagons-citernes. Cependant, il est peu probable qu'elle puisse à elle seule détecter des fissures semblables à celles découvertes sur le wagon-citerne, surtout s'il y a de la corrosion à la surface et qu'elle n'est pas enlevée avant l'inspection. Compte tenu des risques associés à des fissures qui compromettent l'intégrité de la paroi d'une citerne, l'ASF propose que Transports Canada, de concert avec les organismes de réglementation des chemins de fer américains, réexamine l'adéquation de la méthode visuelle existante pour l'inspection des soudures qui fixent à des citernes non pressurisées des semelles de renfort partielles de longrine tronquée.
Dans sa réponse du 8 juillet 2011, TC fait savoir que sa DTMD a examiné la présente défaillance dossier et les autres défaillances de wagons-citernes mentionnées en annexe à l'ASF, afin de s'attaquer au problème de sécurité soulevé par le BST. La DTMD estime qu'une méthode par inspection visuelle des terminaisons de soudure d'angle sur les wagons-citernes équipés de semelles de renfort partielles de longrine tronquée et présentant les caractéristiques du wagon NATX 76364 ne pouvait pas à elle seule respecter les exigences relatives à l'inspection de l'intégrité structurale établies dans la norme 43.147-2005 de l'ONGC, telle que modifiée en 2008. Comme des fissures peuvent prendre naissance aux terminaisons des soudures d'angle fixant chaque longrine tronquée à sa semelle de renfort et progresser dans la citerne sous la semelle, la probabilité qu'une inspection visuelle ne permette pas à elle seule de détecter de telles fissures demeure une source de préoccupation pour la DTMD. Ses fonctionnaires surveilleront donc étroitement l'exécution des inspections de l'intégrité structurale dans les établissements de wagons-citernes au Canada, en prêtant une attention particulière aux méthodes et techniques utilisées pour l'inspection des soudures identifiées dans le présent ASF, et vérifieront qu'elles sont adéquates aux fins des inspections de l'intégrité structurale. Les fonctionnaires de la DTMD continueront de travailler à ce dossier avec les organismes de réglementation américains compétents et, de plus, exploreront les autres mesures correctrices qui pourraient être appropriées pour d'autres wagons-citernes présentant des caractéristiques similaires à celles du NATX 76364.
Federal Railroad Administration (FRA)
La FRA est d'avis que l'existence de soudures d'angle d'une dimension donnée et fixant des supports aux parois des citernes représente une menace potentielle pour l'intégrité de ces parois. Malheureusement, il existe souvent un écart entre la dimension de calcul d'une soudure et sa dimension après construction, cette dernière dépassant la valeur maximale permise par la réglementation. La FRA, en collaboration avec l'Association of American Railroads (AAR), travaillera à informer tous les propriétaires et établissements de wagons-citernes que, sur les wagons-citernes du service général dépourvus d'enveloppe extérieure, toutes les soudures d'angle se trouvant à moins de 4 pieds de l'axe inférieur de la citerne et raccordant les fixations à la citerne doivent être mesurées au calibre de façon à déterminer si la dimension après construction de la soudure est conforme à la réglementation. Si ce n'est pas le cas, deux options s'offrent au propriétaire du wagon-citerne :
- Poser une semelle à la citerne, sous le support.
- Demander un permis spécial l'autorisant à continuer d'utiliser le wagon-citerne.
Une demande de permis spécial exigera une analyse technique détaillée apte à faire la preuve de l'intégrité de la paroi de la citerne, ainsi qu'une procédure d'inspection faisant appel à des méthodes de la plus grande sensibilité et à des intervalles suffisamment fréquents pour repérer les défauts avant qu'ils acquièrent, en se développant, des dimensions critiques.
Parallèlement, la FRA a formé une équipe d'assurance-qualité dont les membres possèdent une vaste expérience de la construction et de la réparation de wagons-citernes. Cette équipe a pour mission de vérifier au moins une fois tous les trois ans chaque établissement enregistré et accrédité de wagons-citernes. Depuis sa création en mai 2010, l'équipe a vérifié près de la moitié des 340 établissements de wagons-citernes. Les résultats de ces vérifications montrent de façon éloquente qu'il existe des lacunes importantes autant dans les programmes d'inspection en vigueur chez les propriétaires de wagons-citernes que dans l'exécution de ces programmes par les établissements de wagons-citernes. Voici quelques données pour chiffrer nos constatations : à ce jour, plus de 30 établissements ont renoncé à leur enregistrement et près de 300 wagons-citernes ont été rappelés pour cause de pratiques non conformes. Un des messages véhiculés par l'équipe à chacun des établissements est l'importance d'élaborer des procédures détaillées d'inspection et de réparation, et de s'y conformer rigoureusement. Bien que les établissements ne s'engagent pas nécessairement dans un tel travail d'élaboration, ils doivent pouvoir reconnaître les procédures conformes et demander toute information supplémentaire permettant de s'assurer que les wagons-citernes qu'ils qualifient ont été inspectés en conformité avec les exigences réglementaires.
Une autre initiative de la FRA est de quantifier les capacités des établissements de wagons-citernes en matière d'examens non destructifs (END). La FRA dispose d'un projet de recherche permanent qui vise à mettre au point une courbe de probabilité de détection (ci-après « courbe POD ») pour toutes les méthodes END mentionnées ci-dessus. Une telle courbe indique la probabilité de reconnaître un défaut sur la base de sa dimension. La tendance typique à ce sujet veut que la probabilité de détection du défaut croisse avec l'augmentation de la dimension de celui-ci. En recrutant du personnel parmi les principaux constructeurs et établissements réparateurs de wagons-citernes, la FRA a développé une courbe POD pour les différentes méthodes END.
Le CFR 49, 179.7(b)(10), exige que les établissements de wagons-citernes se dotent d'un programme d'assurance-qualité comportant divers critères pour l'évaluation des méthodes d'inspection et d'essai utilisées, dont l'accessibilité de la zone, la sensibilité et la fiabilité de la technique d'inspection et d'essai ainsi qu'une longueur de fissure minimale détectable. Une telle exigence ne signifie rien s'il n'existe aucune norme à laquelle peuvent être comparées les capacités d'un établissement. Par exemple, celui-ci peut, à l'aide d'une méthode END donnée, décider qu'un défaut, pour être détectable, doive présenter une dimension minimale de 12 pouces, avec une probabilité de détection de 75 %. L'établissement s'est conformé à la réglementation en définissant ses capacités, mais, en l'absence d'une norme, c'est-à-dire d'une courbe POD de l'industrie, sa capacité relative demeure une inconnue. La FRA se propose d'utiliser la courbe POD de l'industrie dans une future prise de règles qui assignera des intervalles d'inspection admissibles aux méthodes END en fonction de la sensibilité et de la courbe POD de ces méthodes; plus grande est la sensibilité, plus long sera l'intervalle d'inspection.
Les initiatives de la FRA présentées ci-dessus ont pour but de régler les questions omniprésentes de longue date liées à la qualité de l'inspection et de la réparation des wagons-citernes. La FRA estime que ces initiatives se traduiront par des changements fondamentaux qui, ultimement, résoudront les problèmes décrits dans le rapport et les avis de sécurité ferroviaire du BST.
Association of American Railroads
Le comité des wagons-citernes de l'AAR (CW-C) met constamment à jour les spécifications pour les aciers dont il est question dans la norme M-1002 de l'AAR, et celle-ci veillera à ce que soit étudiée une exigence concernant la résistance à la rupture. L'AAR note qu'une exigence universelle en matière de normalisation n'est pas nécessairement souhaitable. D'ailleurs, le CW-C étudie plusieurs types d'acier qui n'exigent pas de recourir à la procédure de normalisation pour atteindre un haut niveau de performance.
L'AAR appuie l'utilisation de méthodes END plus sensibles pour la qualification des citernes, particulièrement en ce qui concerne l'inspection des soudures situées près de l'axe inférieur de la citerne, là où se trouvent les gradients de contrainte les plus élevés. L'AAR élabore actuellement une circulaire recommandant l'utilisation d'une méthode d'inspection plus sensible et des inspections plus ciblées pour les soudures des semelles de renfort non continues dans le bas de la citerne.
L'AAR a fait savoir que les membres du Railway Supply Institute avaient convenu d'échantillonner leurs parcs de wagons-citernes équipés de supports soudés directement à la citerne pour déterminer si des fissures prennent naissance au niveau des soudures. Le CW-C rendra obligatoire toute maintenance exigée par les résultats des inspections, y compris la méthode appropriée d'examen non destructif (END).
General Electric Railcar Services Corporation
La General Electric Railcar Services Corporation (GE) a entrepris en 2001 de spécifier l'acier à utiliser pour la construction de ses wagons-citernes polyvalents. À l'heure actuelle, le parc de GE comprend plus de 3900 de ces wagons, construits en acier normalisé.
GE exige que certaines terminaisons des soudures longitudinales intérieures de semelle de longrine soient soumises à un contrôle magnétoscopique au cours de la qualification. Les changements apportés au programme de qualification découlaient d'une optimisation des données d'inspection de GE et de l'historique de service.
Immédiatement après le présent incident, tous les wagons-citernes jumeaux (17) indiqués dans la liste du certificat de construction du wagon-citerne ont fait l'objet d'une inspection visuelle sur le terrain ou en atelier; aucune fissure n'a été découverte dans les soudures de fixation des supports.
En collaboration avec Alltranstek, GE a mis au point une procédure pour l'inspection des supports soudés directement à la paroi de la citerne, procédure qui a été qualifiée par un spécialiste de niveau III en END en janvier 2011 et qui fait appel autant au contrôle magnétoscopique qu'à l'inspection par la méthode de ressuage.
Le groupe Ingénierie de GE Rail Services a passé en revue son parc de wagons-citernes non isolés construits par ACF et en a identifié les lots les plus nombreux construits avec des supports soudés directement à la citerne (similaires à ceux du wagon ACFX 73936). Cet examen a mené à la création d'un programme d'inspection pour évaluer l'état des fixations des supports au moyen de méthodes d'essai par magnétoscopie ou ressuage. Le programme d'inspection vise 1 156 wagons (catégories 111A100W1 et 111A100WS du DOT) construits entre 1974 et 2007. Ces wagons sont inspectés lorsque l'occasion se présente, telle une entrée en atelier pour réparation ou une nouvelle cession de bail. Les résultats de ce programme d'inspection seront partagés avec le comité des wagons-citernes de l'AAR en octobre 2011 en vertu du dossier T45.72 du comité exécutif.
Celui-ci a accepté de s'abstenir de prendre toute décision sur les exigences d'inspection ou sur la pose en rattrapage de semelles de renfort tant que les problèmes potentiels de fatigue liés aux soudures de fixation des supports ne seront pas mieux compris. GE s'est engagé à partager les mêmes données d'inspection avec le BST au fil de la progression de l'enquête.
GE Rail Services travaille étroitement avec les organismes de réglementation, l'AAR et les associations de l'industrie à faire en sorte que toute l'industrie du rail soit parfaitement au courant de cette question, de ses implications pour tous les parcs et des mesures que prend GE pour atténuer le risque dans son propre parc.
Le présent rapport met un terme à l'enquête du Bureau de la sécurité des transports du Canada (BST) sur cet événement. Le Bureau a autorisé la publication du rapport le .
Appendices
Appendix A – Catastrophic tank car failures 2005-2010
| Car # | Fail date & temp at time | Place | Product | Tank spec. | MFGRMth/yr blt | Head & shell material | Accident temp charpy value ft-lbs | Min charpy temp deg C | Min charpy value ft-lbs | Notes on fracture origin |
|---|---|---|---|---|---|---|---|---|---|---|
| ACFX 73936 | Feb 9, 2010 −9°C | Toronto ON - CN Mac Yard | Load Ferric Sulfate (UN 3264) | 111A100W5 | ACF Jun 90 | Head Mat ASTM A-516 Gr 70 Non-Normalized Shell Mat TC 128 Gr B Non-Normalized | 14 | -30 | 10 | Broken in half near middle of car 1 small fatigue pre-existing fatigue crack originating at the toe of a longtitudinally oriented fillet weld which secured an air brake pipe and rigging bracket directly to the tank, near the middle of the car. Small fracture origin 2" wide x 3/16". Brittle over stress fractures initiated from extremities of the fatigue crack and propagated around the tank causing the tank to separate. |
| OWIX 15055 | Mar 5, 2008 -23 C | St. Paul Mn USA | Load Ethylene Glycol (UN - N/A) | Jacketed 111A100W1 | RTC & Trinity Jan 70 | Head Mat ASTM A-516 Gr 70 Non-Normalized Shell Mat TC 128 Gr B Non-Normalized | 3 | N/A | N/A | Broken in half near middle of car Extended re-pad - 2 small separate fatigue cracks (0.15-0.17" deep and 0.78 - 0.81" wide) originated at the terminations (toe) of longitudinally oriented fillet weld securing a partial longitudinal re-pad to the tank near the middle of the car. Brittle over stress fractures initiated from extremities of the fatigue cracks and propagated around the tank causing the tank to separate. |
| PTLX 120231 | Jan 11, 2005 −20°C | Calgary AB | Load Calcium Chloride (UN N/A) | 111A100W1 | RTC & Trinity Jul 74 | Head Mat ASTM A-516 Gr 70 Non-Normalized Shell Mat TC 128 Gr B Non-Normalized | N/A | N/A | N/A | Broken in 2 pieces near B-end Partial stub sill repad – 2 small separate fatigue cracks originated at the terminations (toe) of longitudinally oriented fillet weld securing the B-end partial stub sill re-pad to the tank, near the B-end of the car. Brittle over stress fractures initiated from the extremities of fatigue cracks and propagated around the tank causing the tank to separate. |
| UELX 78044 | Jan 12, 2005 −9°C | Milford UT USA | Load Alcohol (UN 1987) | 111A100W1 | ACF Jan 77 | Head Mat ASTM A-516 Gr 70 Non-Normalized Shell Mat TC 128 Gr B Non-Normalized | N/A | N/A | N/A | Broken in 2 pieces near B-end Partial stub sill repad – Fatigue crack originated at the termination (toe) of longitudinally oriented fillet weld securing the B-end partial stub sill re-pad to the tank, near the B-end of the car. Brittle over stress fractures initiated from the extremities of the pre-existing fatigue crack and propagated around the tank causing the tank to separate. |
Appendix B – Cracked tank cars 2005-2010
| Car # | Fail date & temp at time | Place | Product | Tank spec. | Mth/yr blt | Head & shell material | Accident temp charpy value ft-lbs | Min charpy temp deg C | Min charpy value ft-lbs | Notes on fracture origin |
|---|---|---|---|---|---|---|---|---|---|---|
| NATX 76364 | Feb 13, 2010 −5°C | Toronto ON – CN MacMillan Yard | Load Light Oil (UN 1993) | Jacketed 111A100W1 | NACC Dec 73 | Head Mat ASTM A-515 Gr 70 Non-Normalized Shell Mat ASTM A-515 Gr 70 Non-Normalized | 15 | -30 | 3 | Cracked - The crack initiated on the B-end, at an undercut fillet weld defect at the termination of one of the longitudinally oriented end fillet welds securing a partial re-pad to the tank. It had initially grown as a fatigue crack, extended through the tank plate and was about 3" long. It propagated in a brittle overstress mode for another 2" resulting in the leak of the light cycle oil commodity from the tank car. Three other fatigue cracks were observed in the remaining sill pad weld ends. Two initiated in the toe at the end of the weld while the other one initiated in the root of the weld. These cracks were tightly closed and this combined with the surface corrosion present on the tank car surface made it difficult to detect them by visual inspection. |
| PLMX 78212 | Dec 2, 2006 −11°C | Winnipeg CN Symington Yard | Load Diesel Fuel (UN 1202) | 111A100W1 | Riley - Beaird & NACC Dec 73 | Head Mat ASTM A-515 Gr 70 Non-Normalized Shell Mat ASTM A-515 Gr 70 Non-Normalized | 11 | -30 | 4.5 | Cracked - A-end partial stub sill re-pad - The tank car fractured at the A end adjacent to the right inboard side of the stub sill reinforcing pad, located on the underside of the tank car shell. The crack was 37 inches in length. The Fracture origin was located at a small pre-existing fatigue crack (1/8" deep X 12" wide) at the the termination (toe) of a longitudinally oriented fillet weld which attaches the stub sill reinforcing pad to the tank car shell. Fatigue striations observed at fracture origin. |
| NATX 71440 | Dec, 2006 −2°C | Cicero IL USA | Load Creosote (UN 3082) | Jacketed 111A100W1 | NACC May 73 | Head Mat ASTM A-515 Gr 70 Non-Normalized Shell Mat ASTM A-515 Gr 70 Non-Normalized | 7 | -34 | 4 | Cracked - Partial stub sill repad – 2 small separate pre-existing fatigue cracks (1/8" deep X 3/8" wide and 5/16" deep X 15/16" wide respectively). The pre-existing fatigue cracks originated at the terminations (toe) of longitudinally oriented fillet weld securing the A-end partial stub sill re-pad to the tank, near the middle of the car. The cracks progressed in brittle over stress from the extremities of fatigue cracks. |