Déraillement en voie principale
Chemin de fer Canadien Pacifique
Train de marchandises 119-01
point milliaire 112,70, subdivision de Parry Sound
Wanup (Ontario)
Le Bureau de la sécurité des transports du Canada (BST) a enquêté sur cet événement dans le but de promouvoir la sécurité des transports. Le Bureau n’est pas habilité à attribuer ni à déterminer les responsabilités civiles ou pénales. Le présent rapport n’est pas créé pour être utilisé dans le contexte d’une procédure judiciaire, disciplinaire ou autre. Voir Propriété et utilisation du contenu. Les pronoms et les titres de poste masculins peuvent être utilisés pour désigner tous les genres afin de respecter la Loi sur le Bureau canadien d’enquête sur les accidents de transport et de la sécurité des transports (L.C. 1989, ch. 3).
Résumé
Le 2 juin 2013, vers 10 h, heure avancée de l'Est, le train de marchandises 119-01 du Chemin de fer Canadien Pacifique (CP) roulait en direction nord à une vitesse de 35 mi/h lorsque 6 wagons (y compris 12 caisses et 20 conteneurs) ont déraillé. Certains des wagons déraillés ont heurté la structure du pont ferroviaire qui enjambe la rivière Wanapitei (point milliaire 112,80 de la subdivision de Parry Sound), près de Wanup (Ontario). L'impact a entraîné l'effondrement du pont, et 7 conteneurs (certains transportant des marchandises dangereuses) sont tombés dans la rivière. Deux conteneurs ont coulé au fond de la rivière; les 5 autres sont demeurés à la surface. Personne n'a été blessé, et il n'y a pas eu de déversement de marchandises dangereuses.
Renseignements de base
Le 2 juin 2013, vers 9 hNote de bas de page 1, le train de marchandises 119-01 du Chemin de fer Canadien Pacifique (CP) [le train] circulait entre Toronto et Schreiber (Ontario). Il était composé de 2 locomotives de tête et de 62 wagons intermodaux chargés, pesait 7896 tonnes et mesurait 8671 pieds. Les membres de l'équipe connaissaient le territoire, répondaient aux normes d'aptitude au travail et de repos et étaient qualifiés pour leur poste respectif.
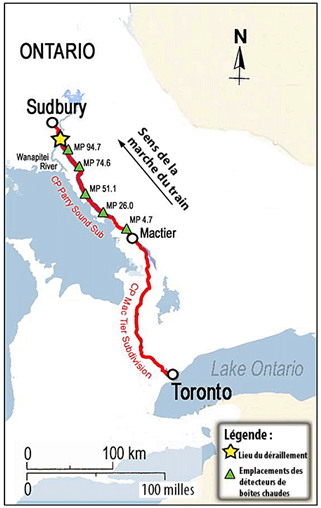
Après son départ de Toronto, le train s'est dirigé vers le nord, d'abord dans la subdivision de Mactier du CP, puis dans la subdivision de Parry Sound du CP. Le train a franchi 5 détecteurs de boîtes chaudes (DBC)Note de bas de page 2 du CP, installés au point milliaire 4,7, au point milliaire 26,0, au point milliaire 51,1, au point milliaire 74,6 et au point milliaire 94,7 (figure 1). Selon les registres, les DBC n'ont émis aucune alarme pour ce train aux endroits susmentionnés.
L'accident
La cabine de la seconde locomotive de tête était dirigée vers la queue du train. La vidéo de la caméra à bord de la cabine de la seconde locomotive a révélé que, vers 9 h 54, alors que le train circulait à une vitesse de 35 mi/h au point milliaire 111,05, le premier wagon placé derrière les locomotives, le DTTX 680968 (un porte‑conteneurs à deux niveaux et à cuvette unique), s'est mis à pencher légèrement vers l'est. Environ 2 minutes plus tard, le wagon a déraillé alors qu'il franchissait le cœur de traverséeNote de bas de page 3 St. Cloud du Canadien National (CN), situé au point milliaire 112,70. Les 5 wagons suivants ont aussi déraillé. Certains des wagons déraillés ont heurté le côté sud du pont ferroviaire de la rivière Wanapitei au point milliaire 112,80 (figure 2).

Au cours du déraillement, les locomotives se sont séparées du train, et un serrage d'urgence des freins intempestif s'est produit. Les locomotives ont traversé le pont et se sont arrêtées de façon sécuritaire à environ 1000 pieds au nord du pont. L'équipe de train a lancé un message radio d'urgence puis a inspecté le train. Personne n'a été blessé et il n'y a pas eu de déversement de marchandises dangereuses.
Au moment de l'accident, le temps était nuageux et une fine pluie tombait. La température était de 15 °C.
Examen des lieux
L'examen des lieux a permis d'établir que les wagons 1 à 6 (y compris 12 caisses et 20 conteneurs) ont déraillé. À la suite de l'impact de certains des wagons déraillés, l'extrémité sud du pont est tombée de la culée du pont (photo 1).

La culée sud, le sommier d'appui et le mur en aile ouest du pont ont subi des dommages importants alors que le mur garde-ballast et la travée du pont à poutres à treillis à tablier inférieur ont été détruits.
Près du centre du pont, la dernière charpente contreventée de la travée sur poutres à âme pleine a été endommagée et déplacée par le contact avec la travée à poutres à treillis à tablier inférieur. La majeure partie du tablier du pont a aussi été endommagée. Par conséquent, le pont est demeuré hors service durant 18 jours.
Les 5 premiers wagons se sont empilés sur la berge de la rivière, près de l'extrémité sud du pont. Le 6e wagon est demeuré sur la plate-forme; seule son extrémité A a déraillé. Les 20 conteneurs étaient éparpillés dans toute la zone du déraillement. Sept conteneurs, certains transportant des marchandises dangereuses, sont entrés dans l'eau. Deux de ces conteneurs ont coulé au fond de la rivière; les 5 autres sont demeurés à la surface.
Sur le 1er wagon déraillé (DTTX 680968), l'essieu avant du bogie arrière (position 3) présentait une fusée d'essieu surchauffée à la position L3 (photo 2). Le dessous du siège de ressort de traverse danseuse était lourdement éraflé et rainuré.

Sur le champignon du rail est, des marques intermittentes se prolongeaient vers le sud à partir du lieu du déraillement jusqu'au point milliaire 111,05, où on a trouvé des composants de roulements à rouleaux brisés et un capuchon de fusée d'essieu surchauffée à la base du talus de remblai du côté est. L'essieu monté et les composants qui ont cédé ont été envoyés au Laboratoire du BST aux fins d'examen.
Renseignements sur le pont
Le pont érigé au point milliaire 112,80 de la subdivision de Parry Sound enjambe la rivière Wanapitei et a une longueur approximative de 68 mètres. Le pont comprend une sous-structure (fondation) composée de culées et de piles en maçonnerie et/ou en béton supportées sur des pieux en bois, de même qu'une superstructure composée de 2 travées et d'un tablier appuyé sur la fondation. La travée à l'extrémité sud du pont était de type à poutres à treillis à tablier inférieur et mesurait 48 mètres de longueur (157,5 pieds). La superstructure à l'extrémité sud et toute la sous-structure avaient été construites en 1906. La travée à l'extrémité nord, de type à poutres à âme pleine, faisait 20 mètres (65,6 pieds) de longueur et avait été fabriquée en 1930 pour un pont de la subdivision d'Empress du CP.
À la suite de l'abandon de la ligne, cette travée à poutres à âme pleine a été modifiée, puis installée à l'extrémité nord du pont en 1996. L'état général du pont était bon.
Renseignements sur la subdivision et la voie
La subdivision de Parry Sound du CP est une voie principale simple qui s'étend vers le nord à partir de MacTier (Ontario) [point milliaire 0,0], jusqu'à Romford (Ontario) [point milliaire 121,7]. Dans le secteur où s'est produit le déraillement, le mouvement des trains est régi par le système de régulation de l'occupation de la voie (ROV) en vertu du Règlement d'exploitation ferroviaire du Canada (REF) et est surveillé par un contrôleur de la circulation ferroviaire (CCF) posté à Montréal (Québec).
Il s'agit d'une voie de catégorie 4 au sens du Règlement concernant la sécurité de la voie (RSV) approuvé par Transports Canada (TC). La vitesse maximale permise à proximité du lieu du déraillement est de 45 mi/h pour les trains de marchandises. Environ 29 trains de marchandises passent chaque jour dans cette région, ce qui représente un tonnage annuel approximatif de 32 millions de tonnes brutes.
À proximité du lieu du déraillement, la voie est constituée de longs rails soudés de 115 livres. Les rails reposaient sur des selles de 14 pouces et étaient fixés par 6 crampons à chaque traverse de bois dur. La voie était encadrée par des anticheminants à toutes les 2 traverses. Le ballast était constitué de pierres et de laitier concassés. Les cases étaient garnies, et les épaulements dépassaient de 12 à 24 pouces le bout des traverses.
La voie avait été inspectée régulièrement, conformément aux dispositions du RSV. Les plus récents examens de la géométrie de la voie et contrôles des rails par ultrasons avaient eu lieu en mai 2013. Au cours de ces vérifications, aucune anomalie de la voie ni aucun défaut des rails n'ont été détectés à proximité du lieu du déraillement.
Inspections visuelles des trains en cours de route
Les employés qui exploitent des trains doivent observer leur train à partir de la locomotive chaque fois que leurs tâches le permettent. La règle 111 du REF, Inspection du train et du transfert prévoit notamment que :
(c) Tous les membres de l'équipe d'un train ou d'un transfert en marche doivent observer fréquemment les deux côtés de leur convoi pour s'assurer que tout est en ordreNote de bas de page 4.
Les inspections visuelles des trains en cours de route sont généralement réalisées au moyen des rétroviseurs latéraux de la locomotive ou par l'observation de la queue du train lorsque celui-ci négocie des courbes dans des zones qui offrent une bonne ligne de visibilité. L'équipe du train en cause avait effectué ces inspections en cours de route mais n'avait observé aucun problème de matériel avant le déraillement.
Inspection en bordure de voie et systèmes de détection de boîtes chaudes
Les wagons de marchandises font l'objet d'une inspection visuelle conformément au Règlement concernant l'inspection et la sécurité des wagons de marchandises approuvé par Transports Canada. Le train en cause avait fait l'objet d'une inspection avant le départ et d'inspections en cours de route, et aucune anomalie n'avait été relevée. En complément des inspections visuelles des wagons de marchandises, les chemins de fer ont doté leur réseau ferroviaire de systèmes électroniques d'inspection en bordure de la voie (WIS [wayside inspection systems]) qui évaluent l'état du matériel roulant lorsqu'il circule.
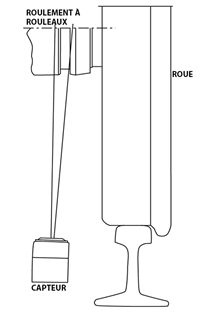
Chaque système comprend normalement un DBC, les différents détecteurs étant séparés d'une distance de 10 à 30 milles sur la voie, un détecteur de roues chaudes et, souvent, un détecteur de pièces traînantes. Quand un train passe au-dessus d'un capteur infrarouge, le DBC analyse chaque roulement pour tenter d'y déceler la présence de chaleur (figure 3). Le détecteur mesure et enregistre la température des roulements. Comme les DBC ne sont assujettis à aucune exigence réglementaire, chaque chemin de fer établit et maintient ses propres seuils à l'égard du système et des alarmes pour les roulements à rouleaux qui ont surchauffé.
À l'heure actuelle, l'Association of American Railroads (AAR) n'a aucune norme sur l'espacement entre les DBC. Elle a noté que certaines configurations de DBC ne fournissent pas une évaluation uniforme des roulements à rouleaux des fusées de certains wagons. Afin de régler ce problème, le Transportation Technology Center, Inc. (TTCI), une filiale de l'AAR, a lancé un programme de recherche pour évaluer différentes configurations de DBC, de même que pour cibler des technologies susceptibles de fournir des mesures plus précises de la température des roulements tout en maintenant ou en améliorant l'efficacité actuelle.
Système de détection de boîtes chaudes du Canadien Pacifique
Le CP a un réseau de quelque 400 DBC, dont la quasi-totalité sont des unités autonomes. Toutefois, à certains endroits, la capacité de dégager des tendances à partir des données des DBC du CP est limitée. À la suite de l'événement, le CP a vérifié l'étalonnage de tous ses DBC dans la subdivision de Parry Sound. Les DBC du CP sont espacés de 20 à 30 milles le long de la voie principale. Au moment de l'événement, la majorité des DBC étaient pourvus d'une mémoire restreinte et fonctionnaient de manière indépendante, sans connexion réseau entre eux ou avec le CCF. Les données sur la température des roulements étaient enregistrées localement à chaque DBC et étaient conservées pendant quelques jours seulement avant d'être effacées.
Les DBC du CP font appel à un système « parlant » comportant des messages vocaux automatiques. Lorsqu'une alarme survient, une tonalité de 1 seconde est immédiatement transmise du DBC à l'équipe du train sur le canal d'attente radio prévu pour la subdivision. Une fois que le train a complètement franchi le détecteur, un message vocal automatique indiquant le type de défaut et son emplacement est transmis de la même manière. Ce message donne une liste séquentielle de tous les défauts relevés à partir de la tête du train. Lorsqu'aucune alarme n'a lieu, un message vocal à cet effet est diffusé.
Le CP a établi les seuils d'alarme suivants (écart de température au-dessus de la température ambiante) pour ses DBC moins récents (c.-à-d. les détecteurs Servo de modèle 9000) :
- Alarme de boîte chaude = 18 mm ou 216 °F
- Alarme d'écart de température (différentielle) entre un roulement à rouleaux chaud et son roulement correspondant, de bout en bout = 10 mm ou 120 °F.
Le CP a établi les seuils d'alarme suivants (écart de température au-dessus de la température ambiante) pour ses DBC plus récents (c.-à-d. les détecteurs STC [Southern Technologies Corporation]) :
- Alarme de boîte chaude = 15 mm ou 180 °F
- Alarme d'écart de température (différentielle) entre un roulement à rouleaux chaud et son roulement correspondant, de bout en bout = 12 mm ou 150 °F.
Au CP, le protocole de réponse aux alarmes des DBC comprend les mesures suivantes :
- Lorsque l'équipe d'un train du CP reçoit une alarme de DBC, on immobilise le train de façon contrôlée pour effectuer une inspection. Les Instructions générales d'exploitation du CP décrivent certaines des mesures à prendre à la suite du déclenchement de différents types d'alarmes de DBC, notamment la façon d'arrêter et d'inspecter le train à la suite d'une alarme de DBC douteuse ainsi que les méthodes d'essai.
- Si on confirme qu'un roulement à rouleaux a surchauffé, le wagon en question est garé au prochain endroit possible ou au prochain endroit désigné dans l'Indicateur.
- Si aucun roulement à rouleaux n'a surchauffé, le train peut poursuivre sa route.
- Toutefois, si le même roulement déclenche une deuxième alarme consécutive au DBC suivant, le wagon doit être garé.
Au cours de la période de 4 ans entre 2010 et 2013, le CP a connu 15 cas de fusée d'essieu surchauffée.
En 2011, le CP a lancé un programme de modernisation de son réseau de quelque 400 DBC s'échelonnant sur 4 ans. Ce projet comprenait entre autres l'installation de liens de communication entre chaque DBC et un bureau central. Il portait aussi sur la création d'un serveur central destiné à la réception de tous les rapports sur le passage des trains et à fournir des avertissements de problèmes possibles par l'entremise d'algorithmes de dégagement de tendances. Le CP a commencé à utiliser ces avertissements en août 2013. Depuis les premiers mois de 2014, le CP est en mesure de dégager des tendances sur les roulements aux approches des zones urbaines clés.
À ce jour, le CP a modernisé environ 60 % de son réseau de DBC, qui transmet désormais la température des roues et des roulements au serveur central. Ce processus de transmission sera ajouté à tous les DBC et les systèmes de technologie de l'information seront mis à niveau pour traiter le volume de données additionnel.
Système de détection de boîtes chaudes du Canadien National
En comparaison par rapport au CP, le CN possède un réseau de plus de 800 DBC séparés d'environ 12 à 15 milles sur la voie principale. Ces détecteurs sont connectés à un réseau de communication qui permet au CN d'accéder aux données sur les températures des roulements à rouleaux par l'entremise d'un centre de contrôle centralisé où des CCF et des techniciens-mécaniciens (TM-CCF) sont en poste 24 heures par jour. Les températures des roulements à rouleaux qui déclenchent une alarme de roulement « chaud » activent un système parlant qui en informe l'équipe du train. Dans de telles situations, les CCF et les TM-CCF voient aussi s'afficher une alarme dans une fenêtre contextuelle à l'écran de leur ordinateur.
Le CN a établi les seuils d'alarme suivants pour les roulements à rouleaux « chauds » :
- Alarme de boîte chaude = 15 mm ou 174 °F
- Alarme d'écart de température (différentielle) entre un roulement à rouleaux chaud et son roulement correspondant, de bout en bout = 8 mm ou 104 °F.
Au CN, le protocole de réponse aux alarmes pour les roulements à rouleaux « chauds » comprend les mesures suivantes :
- Le CCF confirme la réception de l'alarme à l'équipe du train.
- Le train fait l'objet d'un arrêt contrôlé en vue d'une inspection.
- L'équipe transmet au CCF les résultats de l'inspection.
- Le CCF communique les résultats de l'inspection au TM-CCF.
- Le TM-CCF enregistre les résultats de l'inspection et met à jour l'historique des wagons.
- Lorsque des alarmes de roulements « chauds » sont déclenchées au franchissement de 2 DBC consécutifs, le garage du wagon comportant l'essieu monté suspect se fait systématiquement, peu importent les résultats de l'inspection de l'équipe.
Depuis 1997, le CN procède à la sauvegarde électronique des données sur les roulements et dégage des tendances à partir de ces données. Le système dégage des tendances en temps réel à partir des données des DBC, ce qui permet aux TM-CCF de surveiller les roulements à rouleaux qui s'échauffent. En s'appuyant sur les données des tendances, le CN a établi les seuils additionnels d'alarme de roulements à rouleaux chauds « de faible niveauNote de bas de page 5 » qui suivent :
- Roulement à rouleaux chauds de faible niveau = 12 mm ou 135 °F.
- Alarme d'écart de température (différentielle) entre un roulement à rouleaux chaud et son roulement correspondant, de bout en bout = 6 mm ou 78 °F.
Au CN, le protocole de réponse aux alarmes pour les roulements à rouleaux chauds de faible niveau comprend les mesures suivantes :
- Les températures de roulements à rouleaux qui déclenchent une alarme de roulement chaud de faible niveau exigent du TM-CCF qu'il surveille la température des roulements au moment où le train franchira les DBC suivants.
- Le TM-CCF peut vérifier des tableaux des DBC antérieurs et/ou l'historique des wagons pour connaître les températures de roulements élevées antérieures.
- Le TM-CCF peut également arrêter le train et demander à l'équipe d'inspecter un roulement que l'on soupçonne d'être chaud avant qu'il atteigne un niveau d'alarme.
- Lorsqu'une alarme de roulement chaud de faible niveau survient au dernier détecteur avant une gare, le TM-CCF peut demander que le wagon soit inspecté à l'arrivée.
En outre, le CN a mis au point un certain nombre d'alarmes de faible niveau dont les seuils sont inférieurs à ceux des alarmes de roulements « chauds » et « chauds de faible niveau » de ses DBC. Ces alarmes de faible niveau n'exigent pas nécessairement de mesures de la part du TM‑CCF, mais elles procurent un outil supplémentaire pour la lutte contre la surchauffe des roulements à rouleaux. Les alarmes de faible niveau proprement dites n'indiquent pas une valeur thermique restreinte, mais elles sont représentatives de plusieurs méthodes de comparaison des renseignements enregistrés sur les roulements à rouleaux. Certaines alarmes de faible niveau du CN peuvent être générées par :
- la comparaison d'une chaleur de roulement à rouleaux plus élevée que la moyenne à la chaleur moyenne des autres roulements à rouleaux se trouvant du même côté du train;
- la comparaison d'une chaleur de roulement à rouleaux plus élevée que la moyenne à la chaleur moyenne des autres roulements à rouleaux se trouvant du même côté du wagon ou de la locomotive.
Les alarmes de faible niveau peuvent être utilisées :
- afin de vérifier des valeurs enregistrées précédemment pour des roulements à rouleaux produisant des alarmes de roulements chauds ou chauds de faible niveau,
- en vue de l'établissement des tendances : les wagons dont l'historique présente de fréquentes températures de roulements à rouleaux élevées (faible niveau), et pour lesquels des tendances ont été établies, sont ajoutés à la liste des véhicules demandant un changement de roues dans le cadre d'activités d'entretien afin de retirer les roulements suspects du service, au cours des inspections prévues.
Comparativement au CP, le CN a signalé 9 fusées d'essieu surchauffées entre 2010 et 2013, malgré un débit de circulation plus élevé.
Essieux montés et roulements à rouleaux
Les essieux montés sont assemblés conformément à la partie II de la section G du Manual of Standards and Recommended Practices de l'AAR. Le manuel énonce les normes minimales des pratiques de fabrication et de remise à neuf d'essieux montés. Les essieux montés comprennent 2 roues qui sont alésées et calées à la presse sur une portée de calage de l'essieu, de même que 2 roulements à rouleaux calés à la presse sur les fusées d'essieu. Quand des roues sont montées sur un essieu, la date de montage des roues et l'identificateur de l'atelier sont estampillés sur le moyeu extérieur de l'une des roues. Ensuite, les roulements à rouleaux sont montés sur les fusées d'essieu.
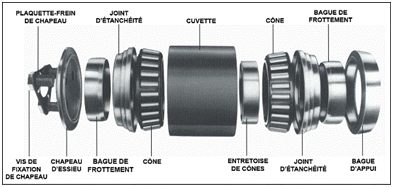
Au cours de l'assemblage des essieux montés, des roulements à rouleaux neufs sont associés seulement à des roulements à rouleaux neufs. Les roulements à rouleaux remis à neuf sont utilisés avec des roulements à rouleaux remis à neuf du même fabricant. Un roulement à rouleaux comprend un chemin de roulement extérieur (cuvette) qui abrite 2 rouleaux coniques (cônes) séparés par une entretoise. Chaque cône comporte un chemin de roulement, des rouleaux et une cage. Des joints d'étanchéité intérieur et extérieur, des bagues de frottement, une bague d'appui et un chapeau d'extrémité complètent le roulement à rouleaux (figure 4).
La cuvette, les rouleaux et les chemins de roulement des cônes sont trempés et les surfaces en contact intime les unes avec les autres font l'objet d'une opération de finition de précision. La cage joue le rôle d'une entretoise qui maintient les rouleaux en place à l'intérieur du cône. L'ensemble est calé à la presse sur une fusée d'essieu et assis contre le rayon de congé du raccordement de la fusée d'essieu. Il est maintenu en place par un chapeau assujetti au bout de l'essieu au moyen de 3 vis de fixation de chapeau et d'une plaquette-frein de chapeau.
Environ un million de roulements neufs et remis à neuf sont montés chaque année par les chemins de fer nord-américains. Les roulements à rouleaux sont conçus pour durer pendant toute la vie de l'essieu monté, sans lubrification ni entretien supplémentaires. La durée de vie utile moyenne des essieux montés des wagons de marchandises est d'environ 220 000 millesNote de bas de page 6. L'AAR n'a aucun critère (années ou milles de service) relatif au retrait des roulements à rouleaux.
Normes de remise à neuf des roulements à rouleaux
Les roulements à rouleaux sont assemblés conformément au Roller Bearing Manual, qui constitue la partie II de la section H du Manual of Standards and Recommended Practices de l'AAR. Ce manuel énonce les normes minimales applicables à la fabrication et à la remise à neuf des roulements à rouleaux. Dans le cas des roulements à rouleaux neufs utilisés dans un même essieu monté, les dates de fabrication sont généralement éloignées d'environ un mois l'une de l'autre. Dans le cas des roulements à rouleaux remis à neuf utilisés dans le même essieu monté, les dates de remise à neuf sont généralement proches l'une de l'autre.
Les normes de remise à neuf des roulements à rouleaux sont fondées sur les pratiques applicables aux wagons de marchandises qui dictent le retrait et l'inspection des roulements à rouleaux chaque fois qu'un essieu monté est enlevé et envoyé à un atelier de roues en vue d'une remise à neuf. Les roulements à rouleaux enlevés doivent être inspectés et remis à neuf par un atelier spécialisé dans les roulements à rouleaux approuvé, conformément aux normes de la partie II de la section H du Manual of Standards and Recommended Practices de l'AAR.
La remise à neuf des roulements à rouleaux comprend leur désassemblage, leur nettoyage, leur inspection, leur réparation (au besoin) et leur réassemblage. Selon les normes, les cuvettes extérieures et les cônes à réassembler doivent provenir du même fabricant. Les autres composants sont jugés interchangeables s'ils sont conformes aux critères de remise à neuf.
La règle 1.15 de la partie II de la section H du Manual of Standards and Recommended Practices de l'AAR donne la définition des termes utilisés pour désigner les différents défauts et anomalies de surface et décrit les limites établies pour les roulements à rouleaux endommagés. On doit rejeter toute pièce qui présente des anomalies de surface qui excèdent les critères d'inspection et ne peuvent être réparées de façon satisfaisante.
La règle 1.15.5 énonce les limites acceptables de la fissuration, de l'écaillage et de l'exfoliation dus à la fatigue et indique notamment que [traduction] :
• Les fissures minuscules dans les surfaces portantes qui constituent une première indication de défaillance du métal doivent être meulées pour empêcher l'écaillage. L'écaillage ou l'exfoliation dus à la fatigue se manifestent initialement sous forme de fissures minuscules, puis des particules de métal finissent par se détacher. Ces phénomènes se manifestent dans le chemin de roulement des bagues intérieures (cônes) et extérieures (cuvettes) et sur la surface des rouleaux. Il est interdit de mettre en service les éléments suivants :
- des rouleaux qui présentent des écailles ou des fissures;
- des bagues intérieures et extérieures dont le chemin de roulement présente des écailles non réparées;
- les composants qui ont des écailles réparées de plus 3/8 po sur n'importe quel côté et de 1/8 po de profondeur;
- les composants qui ont plus de 2 écailles réparées dans une circonférence de 2 po sur le chemin de roulement;
- les éléments qui ont un écart ou une séparation d'une longueur inférieure à 3⁄16 po entre 2 écailles réparées;
- les pièces dont le chemin de roulement comporte, au total, plus de 6 écailles réparéesNote de bas de page 7.
Il est possible de réparer, selon les méthodes approuvées, les écailles sur les chemins de roulement des cuvettes et des cônes à condition que les écailles réparées mesurent moins de ⅜ po d'un côté ou de l'autre et présentent une profondeur de ⅛ po.
[traduction] L'atelier approuvé qui effectue les travaux de réparation doit marquer les écailles réparées (anciennes ou nouvelles) au moyen d'un outil traceur approprié; le marquage doit être près de l'écaille, mais non sur le chemin de roulement. En ce qui a trait au cône, les réparations doivent être marquées sur la surface de l'extrémité qui présente un grand diamètreNote de bas de page 8.
Fatigue et durée de vie utile L10 des roulements à rouleaux
En théorie, aucune limite de durée de vie utile n'est précisée pour les éléments des roulements à rouleaux qui sont conformes aux critères de remise à neuf. En pratique, les roulements à rouleaux et leurs composants ont une durée de vie restreinte qui est définie par la fatigue. La durée de vie en fatigue L10Note de bas de page 9 est définie par une durée de vie calculée (en heures, en milles, etc.) lorsqu'un groupe de nouveaux roulements à rouleaux identiques fonctionnant dans des conditions contrôlées en laboratoire affichent les premiers signes d'écaillage dû à la fatigue. Durant les essais, l'apparition d'une écaille d'environ 0,01 pouce carré sur le chemin de roulement d'une cuvette, sur le chemin de roulement d'un cône ou sur un rouleau est définie comme une défaillance en laboratoire. Dans un ensemble donné de roulements identiques, 90 % atteindront ou excéderont la durée de vie prévue, et 10 % céderont avant d'atteindre cette valeur (d'où la mention L10).
Il existe une différence entre la petite écaille attribuable à la fatigue qui définit la durée de vie en fatigue L10 des roulements à rouleaux dans le contexte d'essais en laboratoire et les écailles qui déterminent la fin de la durée de vie des roulements en situation de service ferroviaire. Même si les normes de remise à neuf de l'AAR permettent, selon certaines limites, la réparation des écailles sur le chemin de roulement d'une cuvette ou d'un cône, il est interdit de remettre les rouleaux écaillés en service. Si un chemin de roulement comporte une écaille réparée, le stress de contact est considérablement accru à proximité de la réparation et augmente également en périphérie de celle-ci. Lorsque le rouleau se trouve directement au-dessus d'une écaille réparée, la surface du chemin de roulement soutenant la charge est réduite. Au cours de la remise à neuf, l'observation d'écailles sur n'importe laquelle des surfaces de contact du roulement indique que celui-ci commence à céder sous l'effet de la fatigue.
L'industrie reconnaît que les roulements avec des écailles réparées ont généralement une durée de vie utile plus courte que les chemins de roulement sans écaille réparée. Par exemple, la durée de vie calculée d'un chemin de roulement comportant une écaille réparée de ⅜ po correspond à seulement 36,5 % de celle d'un chemin de roulement neuf ou non endommagé. Même si la durée de vie calculée serait plus longue dans le cas d'écailles réparées de plus petite dimension, aucune durée de vie L10 définie n'est prédite pour les roulements à rouleaux remis à neuf, compte tenu de la variabilité des réparations et de l'âge des composants remis à neuf.
En situation réelle, d'autres facteurs sont réputés avoir une incidence négative sur la durée de vie utile, car la défaillance des roulements à rouleaux elle-même peut avoir une cause autre que l'écaillage dû à la fatigue. Les données de l'AARNote de bas de page 10 sur les roulements à rouleaux qui ont surchauffé ont permis d'établir que les défauts suivants (tableau 1) sont responsables de plus de 90 % des défaillances confirmées des roulements à rouleaux ayant surchauffé.
| Défauts de roulements à rouleaux confirmés (%) | Cause |
|---|---|
| 31,9 | Écaillage dû à la fatigue |
| 25,8 | Usure par l'action de l'eau |
| 14,6 | Dommages mécaniques |
| 10,9 | Roulement lâche |
| 4,6 | Défaut des adaptateurs |
| 3,7 | Défaut des roues |
Il est reconnu dans l'industrie ferroviaire que les roulements à rouleaux des essieux montés peuvent se dégrader de façon catastrophique en aussi peu que 10 à 15 milles sur un train circulant à la vitesse maximale permise sur la voie.
Examen au Laboratoire du BST de l'essieu monté nº 3 du wagon DTTX 680968
L'essieu monté nº 3 du wagon DTTX 680968 (photo 3) a été démonté et a fait l'objet d'un examen détaillé au Laboratoire du BST.

Renseignements sur l'essieu monté
Les observations suivantes ont été faites :
- Les roues R3 et L3 ont été fabriquées par US Steel en août 2006 et en septembre 2006, respectivement. Les roues étaient des roues de 33 po, de type J33, de classe C et avaient reçu un traitement thermique (roues en acier moulé pouvant être reprofilées 1 fois). Les roues ont été montées sur l'essieu pour la première fois en octobre 2006 par l'atelier de roues Transcona du CN (à Winnipeg [Manitoba]). Aucun défaut qui aurait pu justifier une réforme aux termes de la règle 41 du Field Manual of the AAR Interchange Rules n'a été décelé.
- L'essieu a été fabriqué par Bethlehem Steel Corporation en août 1966 à titre d'essieu de classe FNote de bas de page 11 avec fusées de 6½ sur 12. L'essieu a plus tard été usiné pour devenir un essieu de classe E avec fusées de 6 sur 11.
- La fusée d'essieu R3 ne présentait aucun défaut et respectait les tolérances dimensionnelles acceptées.
- Les marquages de la plaquette-frein de chapeau des roulements à rouleaux (CN PU QBSN RK06) indiquaient que la remise à neuf des roulements à rouleaux avait été effectuée par Quality Bearing Services de Sparks (Nevada), et que l'atelier de roues Transcona du CN avait installé les roulements sur l'essieu monté en octobre 2006.
- L'essieu monté a probablement été installé sous le DTTX 680968 peu de temps après octobre 2006, et y est demeuré jusqu'à l'accident.
Fusée d'essieu L3 surchauffée
La fusée d'essieu L3 avait surchauffé et s'était séparée de l'essieu. Le point de séparation se trouvait à environ 5 pouces du rayon de congé de raccordement de la fusée d'essieu. La portion restante de la fusée d'essieu présentait une forme conique caractéristique, son diamètre diminuant jusqu'à 4 pouces au point de séparation. Le capuchon de la fusée d'essieu surchauffée était légèrement allongé en raison de sa déformation vers l'extérieur au moment de la défaillance. Les signes de la surface de séparation sur l'extérieur de la fusée étaient caractéristiques d'une déformation par torsion.
Roulement à rouleaux L3 ayant cédé
Le roulement à rouleaux L3 était sévèrement endommagé. Tous les marquages lisibles du roulement à rouleaux ont été consignés (tableau 2).
| Composant du rouleau | Marquages initiaux | Marquages de remise à neuf |
|---|---|---|
| Bague extérieure (cuvette) | <X- TIMKEN ® HM129814XD MADE IN USA > *****5*84*18159 > |
S. O. |
| Cône intérieur | … X - TIMKEN … MADE IN USA | S. O. |
| Cône extérieur | S. O. (aucun marquage n'a pu être distingué) |
S. O. |
| Entretoise | S. O. (aucun marquage n'a pu être distingué) |
S. O. |
| Joint d'étanchéité intérieur | BRENCO ® 1107ST 07 06 | S. O. |
| Joint d'étanchéité extérieur | BRENCO ® 1107ST 07 06 | S. O. |
| Bagues de frottement | S. O. (aucun marquage n'a pu être distingué) |
S. O. |
Les observations suivantes ont été faites :
- La cuvette était en service depuis 29 ans.
- Les autres composants étaient essentiellement détruits; sous l'effet de la chaleur, tous étaient considérablement décolorés et éraflés et avaient subi une déformation plastique (photo 4, photo 5 et photo 6).
- En raison de la gravité des dommages, il n'a pas été possible de déterminer de manière précise la cause de la défaillance du roulement à rouleaux.



Comme les composants reçus étaient lourdement endommagés, l'inspection avec désassemblage a principalement porté sur le roulement à rouleaux correspondant R3 (installé du côté opposé) dont le cycle de service et l'utilisation étaient fort probablement similaires à ceux du roulement qui a cédé.
Roulement à rouleaux R3 correspondant
Tous les marquages lisibles du roulement à rouleaux ont été consignés (tableau 3).
| Composant du rouleau | Marquages initiaux | Marquages de remise à neuf |
|---|---|---|
| Bague extérieure (cuvette) | <X- TIMKEN ® HM129814XD MADE IN USA > * 1*95*015516> | QBSN 9-06 (écrit à la main à l'intérieur) |
| Cône intérieur | X- TIMKEN ® HM129848 11-78 MADE–IN–USA |
QBS N G 9-06 |
| Cône extérieur | X- TIMKEN ® HM129848 3-00 MADE–IN–USA |
QBS N G 9-06 |
| Entretoise | BRENCO ® E1105 | |
| Joint d'étanchéité intérieur | BRENCO ® 1107ST DDL ® PATENT 5186578 07 06 | |
| Joint d'étanchéité extérieur | BRENCO ® 1107ST DDL ® PATENT 5186578 07 06 | |
| Bague de frottement du joint d'étanchéité intérieur | TIMKEN K85508 | |
| Bague de frottement du joint d'étanchéité extérieur | TIMKEN K85508 5 90 | |
| Bague d'appui | BRENCO III5FZ 016/01 |
Les observations suivantes ont été faites :
- L'âge des composants du roulement à rouleaux correspondant variait de 13 à 35 ans.
- Les principaux composants du roulement (c.-à-d. cuvette, cône intérieur et cône extérieur) ont été fabriqués par Timken en 1995, 1978 et 2000, respectivement. Ces composants ont été remis à neuf par Quality Bearing Services en septembre 2006.
- Le roulement était bien lubrifié et contenait 13,4 onces de graisse, une valeur proche des 14 onces qui sont exigées pour les roulements de classe E. L'apparence et la texture de la graisse étaient normales. On a analysé la teneur en eau d'un échantillon de graisse : on a obtenu une valeur de 0,15 %, qui est supérieure à la teneur en humidité maximale admissible de 0,10 % dans une graisse, stipulée par la norme M-942Note de bas de page 12.
- La bride extérieure de la cuvette était endommagée à la suite de l'impact postdéraillement. Le chemin de roulement de la cuvette était renfoncé et présentait des signes d'usure par l'action de l'eau ainsi que des piqûres de corrosion mineures.
- En ce qui concerne le cône extérieur :
- Le chemin de roulement du cône présentait de légers signes de corrosion et de piqûre.
- Quatre des rouleaux étaient écaillés.
- En ce qui concerne le cône intérieur :
- Le chemin de roulement du cône avait 3 écailles réparées et 3 petites nouvelles écailles. Une fois réparées, les nouvelles écailles auraient été conformes aux critères de remise à neuf. Toutefois, après cette réparation, il y aurait eu 3 écailles réparées dans une circonférence de 1 ¾ po sur le chemin de roulement, ce qui aurait entraîné une réforme en vertu des normes sur la remise à neuf.
- Les rouleaux présentaient certaines piqûres de corrosion et de légers renfoncements. Un des rouleaux présentait de courtes fissures axiales peu profondes, qui ne peuvent être réparées.
Rapports du Laboratoire du BST
Le rapport du Laboratoire du BST suivant a été finalisé et est disponible sur demande auprès du BST :
- LP 116/2013 Bearing Failure Analysis – CP Freight Train, 119-01 [Analyse de la défaillance d'un roulement - Train de marchandises du CP 119-01]
Analyse
On n'a relevé aucun élément relatif aux méthodes d'exploitation, à l'état de la voie ou à l'état du pont qui aurait pu être à l'origine du déraillement. L'analyse portera sur la défaillance du roulement à rouleaux, l'inspection du train, la remise à neuf des roulements à rouleaux et le système de détecteurs de boîtes chaudes (DBC).
L'accident
L'accident a été causé par la défaillance catastrophique du roulement à rouleaux L3 ainsi que par la surchauffe subséquente de la fusée d'essieu de l'essieu monté avant du bogie arrière du wagon DTTX 680968, qui était le premier wagon derrière les locomotives.
Les marques intermittentes sur le champignon du rail est, qui s'étendaient vers le sud depuis le lieu de l'événement, l'endroit où ont été retrouvés les composants du roulement L3 et le capuchon de la fusée d'essieu surchauffée du wagon DTTX 680968 indiquent que le roulement à rouleaux a cédé et que la fusée d'essieu surchauffée s'est brisée au point milliaire 111,05 de la subdivision de Parry Sound, point où le capuchon s'est séparé de l'essieu. Après la séparation du capuchon, la traverse danseuse est descendue et le dessous de la plate-forme à ressorts a traîné le long du champignon du rail jusqu'à ce qu'elle heurte la traversée, au point milliaire 112,70. L'impact avec le cœur de traversée a entraîné le déplacement du bogie sous le wagon, ce qui a provoqué le déraillement du wagon DTTX 680968 et des 5 wagons intermodaux suivants (12 caisses au total). Certains des wagons déraillés ont heurté le pont au point milliaire 112,80 et fait tomber l'extrémité sud du pont de sa culée. Le pont a subi des dommages importants.
Inspection visuelle du train
Le réseau de DBC est le principal élément de prévention des défaillances des roulements à rouleaux. Toutefois, l'Association of American Railroads (AAR) a noté que certaines configurations de DBC ne fournissent pas une évaluation uniforme des roulements à rouleaux des fusées dans certaines configurations de wagons.
En plus des DBC, les règles d'exploitation stipulent que les équipes de train doivent assurer une surveillance visuelle de leur train à partir de la locomotive. Cette inspection visuelle est une activité secondaire qui doit être effectuée lorsque les autres tâches le permettent. On réalise généralement les inspections visuelles en cours de route au moyen des rétroviseurs latéraux de la locomotive ou en observant la queue du train lorsque celui-ci négocie des courbes dans des zones qui offrent une bonne ligne de visibilité. Même si elle a effectué ces inspections en cours de route, l'équipe du train n'a décelé aucun problème de matériel avant le déraillement.
Cette non-détection de la défaillance imminente s'explique notamment par la fine pluie qui empêchait de voir la fumée, le cas échéant, provenant du roulement à rouleaux à mesure qu'il se détériorait. De plus, les membres de l'équipe ne pouvaient probablement pas voir le bogie arrière affaissé du wagon DTTX 680968 en raison de la présence de la seconde locomotive du train. En outre, le DTTX 680968 était un wagon porte-conteneurs à double niveau et à cuvette unique. Ce type de wagon est doté d'une cuvette aux parois profondes, lesquelles font partie de la structure du brancard de caisse qui englobe partiellement les roues nos 2 et 3. L'inspection visuelle des essieux montés à ces roues est donc difficile, en particulier depuis la cabine de la locomotive. Si le champ de vision à partir de la locomotive est limité et si une partie du wagon dissimule partiellement les essieux montés, il est possible que les équipes de train ne puissent pas détecter de façon opportune les problèmes liés aux essieux montés, comme les roulements à rouleaux d'une fusée surchauffée, ce qui augmente le risque de défaillances des essieux montés et de déraillements.
Défaillance et remise à neuf des roulements à rouleaux
Pendant leur fabrication, les cuvettes, les rouleaux et les cônes des roulements à rouleaux sont trempés, tandis que les cages des cônes sont généralement formées à froid à partir d'acier malléable à faible teneur en carbone. En service, une fois que des écailles commencent à se former sur l'un des composants trempés, de petites pièces d'acier très dur se mettent à circuler avec la graisse alors que le roulement à rouleaux tourne. Le matériau dont se compose la cage, qui est plus mou, s'enlève au contact des particules d'acier trempé. La cage finit par céder, les rouleaux ne sont plus maintenus en place, et la géométrie du roulement à rouleaux est compromise. Ces éléments finissent par entraîner la défaillance du roulement, son grippage et, comme dans le cas analysé, la surchauffe de la fusée d'essieu.
En raison de la gravité des dommages, il n'a pas été possible de déterminer de manière concluante la cause exacte de la défaillance du roulement à rouleaux L3. Les spécialistes du Laboratoire du BST ont par la suite examiné le roulement à rouleaux correspondant R3, dont le cycle de vie utile et l'utilisation étaient similaires à ceux du roulement à rouleaux L3 ayant cédé.
L'âge des principaux composants du roulement à rouleaux correspondant R3 variait de 13 à 35 ans. Les surfaces de contact du roulement (les rouleaux, la cuvette et les chemins de roulement des cônes) affichaient un début de détérioration, notamment de petites écailles, des bosses, des signes d'usure causée par l'eau et des piqûres de corrosion qui font partie des premiers symptômes d'une défaillance imminente du roulement. En particulier, l'écaillage sur les rouleaux intérieurs (fabriqués en 1978) et le chemin de roulement du cône extérieur (fabriqué en 2000) aurait nécessité la réforme du roulement correspondant R3.
Bien que l'AAR n'exige pas le retrait des roulements à rouleaux en fonction d'un critère donné lié à l'âge ou à la distance parcourue, les composants des roulements à rouleaux ont une durée de vie restreinte qui est définie par l'écaillage attribuable à la fatigue. Il est reconnu que l'écaillage peut être causé par plusieurs facteurs. L'apparition d'une écaille de 0,01 pouce carré sur le chemin de roulement d'une cuvette, le chemin de roulement d'un cône ou un rouleau constitue une défaillance en laboratoire. En service, selon les normes de l'AAR, la formation d'une écaille de cette taille sur un chemin de roulement requiert une réparation tandis que des écailles de cette taille sur un rouleau sont une cause de rejet (réforme).
Des normes sur la remise à neuf des chemins de roulement de cuvette et de cône écaillés visant à prolonger l'utilisation de ces composants ont été publiées. Selon les normes actuelles sur la remise à neuf, on peut réparer les écailles des chemins de roulement de cuvette et de cône et remettre ces éléments en service, peu importe leur âge. Cependant, comme la durée de vie utile d'un chemin de roulement de cuvette ou de cône comptant 1 écaille réparée est plus courte que celle d'un roulement à rouleaux neuf, si on utilise un chemin de roulement de cuvette ou de cône remis à neuf présentant de multiples écailles réparées, la durée de vie utile est encore réduite et le risque de défaillance augmente.
Espacement entre les détecteurs de boîtes chaudes et dégagement des tendances à partir des données
Le Canadien National (CN) est reconnu comme un chef de file dans la technologie des DBC grâce à son système intégré et à sa capacité à dégager des tendances à partir des données recueillies par les DBC. Comme les roulements à rouleaux d'essieux montés peuvent se détériorer de façon catastrophique sur une distance aussi courte que 15 milles à la vitesse maximale permise de la voie, le CN a continué à installer des DBC supplémentaires pour dégager des tendances et réduire l'espacement entre les DBC afin de prévenir les défaillances de roulements à rouleaux. De plus, les alarmes différentielles et de boîtes chaudes de faible niveau du CN aux fins de dégagement de tendances (12 mm ou 135 °F et 6 mm ou 78 °F) identifient les roulements à rouleaux en difficulté avant qu'ils cèdent. Au CN, plus de 40 % des retraits d'essieux montés en raison des DBC sont imputables à ces alarmes.
Le Canadien Pacifique (CP), quant à lui, retire principalement les roulements à rouleaux seulement lorsque les valeurs calculées dépassent les seuils des alarmes de boîtes chaudes et différentielles (18 mm ou 216 °F et 10 mm ou 120 °F). Le fait que le système de DBC du CP soit autonome limite sa capacité à effectuer la surveillance en temps réel du rendement des roulements à rouleaux ou des analyses des tendances des données recueillies par les DBC. Si les systèmes de DBC ne sont pas configurés pour assurer une efficacité optimale, y compris la surveillance en temps réel et le dégagement de tendances fondées sur les données, on augmente le risque que des roulements à rouleaux qui commencent à céder demeurent en service et ne soient pas détectés avant leur défaillance.
Le CP espace ses DBC d'environ 20 à 30 milles. En comparaison, le CN espace généralement ses DBC de 12 à 15 milles. Dans l'événement en cause, la fusée d'essieu a surchauffé environ 16,35 milles après avoir franchi le DBC du CP au point milliaire 94,70, sans déclencher d'alarme et sans signe de surchauffe. La détérioration du roulement à rouleaux L3 a été rapide, et les DBC du CP de la subdivision de Parry Sound n'ont pas détecté la surchauffe du roulement à rouleaux avant qu'il cède.
Faits établis
Faits établis quant aux causes et aux facteurs contributifs
- L'accident a été causé par la défaillance catastrophique du roulement à rouleaux L3 et la surchauffe subséquente de la fusée d'essieu sur l'essieu monté avant du bogie arrière du wagon DTTX 680968, qui était le premier wagon derrière les locomotives.
- Le roulement à rouleaux a cédé et la fusée d'essieu a surchauffé au point milliaire 111,05 de la subdivision de Parry Sound, point où le capuchon s'est séparé de l'essieu.
- Après la séparation du capuchon, la traverse danseuse est descendue et le dessous de la plate-forme à ressorts a traîné le long du champignon du rail jusqu'à ce qu'elle heurte le cœur de traversée au point milliaire 112,70.
- L'impact avec le cœur de traversée a entraîné le déplacement du bogie sous le wagon, ce qui a causé le déraillement du wagon DTTX 680968 et des 5 wagons intermodaux suivants (12 caisses au total).
- Certains des wagons déraillés ont heurté le pont au point milliaire 112,80 et fait tomber l'extrémité sud du pont de sa culée; le pont a subi des dommages importants.
- Même si elle a effectué les inspections visuelles en cours de route requises, l'équipe du train n'a décelé aucun problème de matériel avant le déraillement.
- La détérioration du roulement à rouleaux L3 a été rapide, et les détecteurs de boîtes chaudes du Canadien Pacifique de la subdivision de Parry Sound n'ont pas détecté la surchauffe du roulement à rouleaux avant qu'il cède.
Faits établis quant aux risques
- Si le champ de vision à partir de la locomotive est limité et si une partie du wagon dissimule partiellement les essieux montés, il est possible que les équipes de train ne puissent pas détecter de façon opportune les problèmes liés aux essieux montés, comme des roulements à rouleaux surchauffés d'une fusée, ce qui augmente le risque de défaillances des essieux montés et de déraillements.
- L'utilisation de chemins de roulement de cuvette et de cône remis à neuf présentant de multiples écailles réparées réduit davantage la durée de vie utile et augmente le risque de défaillance.
- Si les systèmes de DBC ne sont pas configurés pour assurer une efficacité optimale, y compris la surveillance en temps réel et le dégagement de tendances fondées sur les données, on augmente le risque que des roulements à rouleaux commençant à céder demeurent en service et ne soient pas détectés avant leur défaillance.
Le présent rapport met fin à l'enquête du Bureau de la sécurité des transports sur cet événement. Le Bureau a autorisé la publication de ce rapport le Il est paru officiellement le .