Perte de puissance et défectuosité mécanique
de l'hélicoptêre Bell 205A1 N205HQ
exploité par HeliQwest Aviation Inc.
à 21 nm au sud-est de Tumbler Ridge
(Colombie-Britannique)
Le Bureau de la sécurité des transports du Canada (BST) a enquêté sur cet événement dans le but de promouvoir la sécurité des transports. Le Bureau n’est pas habilité à attribuer ni à déterminer les responsabilités civiles ou pénales. Le présent rapport n’est pas créé pour être utilisé dans le contexte d’une procédure judiciaire, disciplinaire ou autre. Voir Propriété et utilisation du contenu. Les pronoms et les titres de poste masculins peuvent être utilisés pour désigner tous les genres afin de respecter la Loi sur le Bureau canadien d’enquête sur les accidents de transport et de la sécurité des transports (L.C. 1989, ch. 3).
Résumé
L'hélicoptère Bell 205A1 de HeliQwest Aviation Inc. (immatriculation des États-Unis N205HQ, numéro de série 30100) exécute des opérations d'élingage à 21 milles marins au sud-est de Tumbler Ridge (Colombie-Britannique). Au moment où le pilote entre en stationnaire à une hauteur d'environ 180 pieds au-dessus du sol, il y a une forte détonation et le moteur (Lycoming/Honeywell T53-17A) perd de la puissance. L'hélicoptère descend et heurte des arbres. Le pilote, seul à bord de l'hélicoptère, subit des blessures légères, et l'hélicoptère est gravement endommagé. L'accident a lieu vers 9 h 10, heure avancée du Pacifique.
Renseignements de base
L'hélicoptère a quitté le camp à 7 h 10, heure avancée du PacifiqueNote de bas de page 1, avec à son bord le pilote et 14 travailleurs en prospection géosismique. Après avoir laissé les travailleurs à l'emplacement d'un puits, le pilote s'est rendu à une zone de rassemblement à environ trois milles plus loin, où l'hélicoptère a été ravitaillé en carburant. Environ 30 minutes plus tard, les travailleurs en prospection géosismique ont appelé pour indiquer qu'ils étaient prêts pour que l'hélicoptère commence les opérations d'élingage visant à déplacer certaines pièces d'équipement de forage. Au moyen d'une élingue de 150 pieds, 24 charges ont été déplacées. La 25e charge pesait environ 2900 livres, et elle devait être déplacée d'environ 100 verges et manoeuvrée en place. Au cours de cette opération, à environ 20 pieds au-dessus du sol, il y a eu une forte détonation, suivie du son du ralentissement des pales du rotor principal et, selon ce qui a été rapporté, une gerbe de feu sortait de la tuyère de l'hélicoptère. Le pilote a abaissé le collectif, largué la charge, puis relevé le collectif alors que l'hélicoptère descendait dans un bosquet de petits arbres.
L'examen du moteur a révélé une grande fissure sur la circonférence du carter de la chambre de combustion. La fissure permettait à de l'air haute pression provenant du compresseur du moteur de s'échapper, ce qui a causé une perte de puissance moteur. La fissure mesurait 46 pouces de longueur et couvrait un arc d'environ 210° de la circonférence de la chambre. Elle était centrée à peu près à la position six heures. Elle s'était propagée à partir de multiples criques de fatigue ayant pris naissance à des piqûres de corrosion sur la paroi intérieure d'un renfort unissant les deux principales sections du carter de la chambre de combustion (voir les photos 1 et 2).
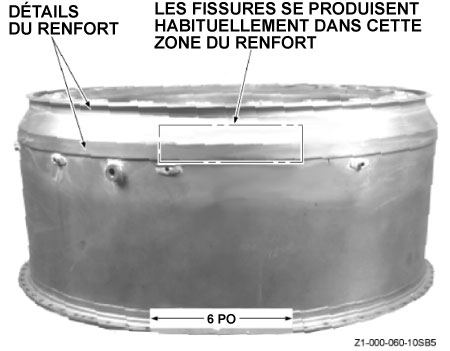

En raison de la façon dont est fabriqué le carter de la chambre de combustion, il y a un espace interne sur toute la circonférence où les deux sections sont jointes par le renfort. Cet espace interne permet à l'humidité et aux produits de combustion de s'accumuler.
Sur le carter de la chambre de combustion en question, il y avait une soudure de réparation antérieure sur le renfort, et la soudure avait été polie et finie de manière à être à peu près indécelable. Une extrémité de la fissure se terminait à cette soudure. On a déterminé que la soudure n'avait rien eu à voir dans l'amorce de la fissure; en fait, la soudure avait stoppé la fissure.
Il y a eu huit cas de défaillance de ces carters de chambre de combustion (y compris celui du présent accident), les deux derniers s'étant produits à l'intérieur d'une période de 14 jours. Deux des cas se sont traduits par des coupures de moteur en vol et d'importants dommages à la cellule.
Un événement similaire, le 20 janvier 1995, avait amené le BST à adresser, le 23 juin 1995, la Lettre d'information sur la sécurité aérienne 950024 à Transports Canada. La lettre indiquait [Traduction] « La détection précoce de fissures intérieures peut être possible lors des inspections avant vol si les pilotes et les TEA [techniciens d'entretien d'aéronef] sont à l'affût de signes d'exposition à la chaleur sur les capotages et le tube à flamme. »
Le constructeur avait déjà publié le bulletin de service (BS) T53-0139 le 23 juillet 2004 portant sur les défaillances de carter de chambre de combustion, et qui renfermait les deux recommandations suivantes :
[Traduction]
- Une inspection visuelle extérieure du carter de la chambre de combustion pour déceler des « indications de fissure », l'inspection initiale devant avoir lieu au cours des 25 prochains cycles de fonctionnement du générateur de gaz, puis à tous les 100 cycles après l'inspection initiale. Si des signes de fissure sont découverts, remplacer le carter de chambre de combustion par un carter en bon état de service avant le vol.
- Une inspection visuelle extérieure de la zone critique du carter de la chambre de combustion pour déceler des soudures de réparation. Si une soudure de réparation est découverte, la fréquence de l'inspection devient quotidienne jusqu'à ce que le carter de chambre de combustion soit remplacé par un carter sans soudures.
Le carter de chambre de combustion de N205HQ avait été révisé en juin 2001 et il totalisait 2287 heures de service depuis cette révision. Le bulletin de service T53-0139 avait été exécuté le 25 septembre 2005, à 2280 heures.
À la suite des deux derniers événements, le 28 octobre 2005, le constructeur a publié la Révision 1 au BS T53-0139, laquelle modifiait de la façon suivante le calendrier d'inspection figurant dans le BS T53-0139R1 :
[Traduction]
Inspecter le carter de la chambre de combustion dès réception du BS pour y déceler des soudures de réparation ou de fissures visibles, et l'inspecter avant le premier vol de chaque jour.
- Si des fissures sont découvertes, déposer et remplacer le carter de la chambre de combustion avant le prochain vol;
- Si l'on découvre une soudure de réparation, sans fissure visible, le moteur peut fonctionner à des fins de convoyage jusqu'à 5 heures, sans dépasser 4 cycles de fonctionnement du générateur de gaz.
Le BS T53-0139R1 a été révisé et publié sous le BS T53-142, lequel remplace les BS T53-0139 et T53-0139R1.
L'enquête a donné lieu au rapport de laboratoire suivant :
- LP 107-05 – Combustion Chamber Housing (carter de chambre de combustion)
On peut obtenir ce rapport en s'adressant au Bureau de la sécurité des transports du Canada.
Analyse
L'espace interne circonférentiel qui était présent sur le carter de la chambre de combustion où les deux sections sont réunies par le renfort permettait à l'humidité et aux produits de combustion de s'accumuler, ce qui a permis à la corrosion et au piquage de s'amorcer et de s'accélérer. L'élimination de cet espace par soudage ou un autre moyen aurait empêché la corrosion.
La Lettre d'information sur la sécurité aérienne 950024 du BST indiquait que les pilotes et les TEA pourraient être en mesure de déceler des fissures pendant les inspections avant vol. Toutefois, dans plusieurs cas, il n'y avait aucune indication visible avant défaillance complète, et en d'autres occasions, les fissures n'étaient découvertes que grâce à un examen interne détaillé du carter de la chambre de combustion à la révision. Par conséquent, il semblerait que la vérification des composants extérieurs visant à déceler des signes visibles d'exposition à la chaleur n'est pas efficace car une défaillance importante devrait être précédée d'une exposition à la chaleur sur les capotages et le tube à flamme.
Aucun des bulletins de service publiés jusqu'à présent ne fait état d'un moyen d'inspecter le carter de la chambre de combustion pour y déceler des fissures internes. Un contrôle non destructif périodique (comme un contrôle aux ultrasons) permettrait de détecter l'amorce de fissures internes avant qu'elles n'atteignent la surface extérieure.
On a supposé que les soudures de réparation découvertes sur les carters de chambre de combustion servaient à réparer des fissures qui avaient traversé le renfort. En raison de la nature des fissures se propageant inaperçues à l'intérieur des carters de chambre de combustion depuis un certain temps avant d'être visibles à l'extérieur, les réparations pouvaient masquer les premiers signes de fissures graves et répandues jusqu'à ce que se produise soudainement une importante défaillance.
Faits établis
Faits établis quant aux causes et aux facteurs contributifs
- Le moteur est tombé en panne lorsque le carter de la chambre de combustion s'est rompu et que de l'air haute pression a été perdu.
- Des piqûres et des fissures de corrosion internes du carter de la chambre de combustion n'ont pas été décelées par une inspection extérieure.
Fait établi quant aux risques
- Le bulletin de service T53-142 n'offre pas un moyen d'inspection approprié permettant de déceler toutes les fissures de corrosion dans les carters de chambre de combustion.
Mesures de sécurité prises
Le 29 juin 2006, le BST a publié un Avis de sécurité aérienne (A060024-1) à l'intention de Transports Canada relativement à l'inspection de la chambre de combustion du moteur.
Le constructeur, Honeywell International Inc., avait traité le problème des fissures de carter de chambre de combustion (chambre de tranquillisation) de la façon suivante :
- Il a publié le rapport externe 21-12907A, Ultrasonic Inspection T53 Combustor Housing P/N 1-130-610-05/12 rev A, daté du 17 novembre 2006. Ce rapport décrit les qualifications personnelles, les exigences et l'installation relatives à l'équipement, la séquence d'inspection (étalonnage, inspection et étalonnage postérieur) et les directives d'évaluation pour l'inspection des chambres de tranquillisation.
- Il a commandé au préalable un certain nombre de normes de référence sur les ultrasons, des transducteurs d'ultrasons et des adaptateurs de montage de transducteur d'ultrasons pour faciliter l'inspection sur le terrain des chambres de tranquillisation.
- Le 26 janvier 2006, il a publié le bulletin de service (BS) T53-0144, et une révision le 9 avril 2007, pour demander l'inspection des chambres de tranquillisation au moyen des trousses d'inspection réunies ci-dessus.
- Il a mis au point une procédure de réparation par soudage au moyen de l'Overhaul Repair Instruction (ORI) T41040 et de l'Honeywell Drawing 1-130-610R16 rev A pour l'inspection et la réparation des chambres de tranquillisation fissurées.
- Il a revu la conception des chambres de tranquillisation pour traiter les modes de défaillance des chambres de tranquillisation existantes, les nouvelles chambres étant désignées sous la cote 1-130-610-19.
Le présent rapport met un terme à l'enquête du Bureau de la sécurité des transports du Canada (BST) sur cet événement. Le Bureau a autorisé la publication du rapport le .