Déraillement en voie principale
Chemin de fer Canadien Pacifique
Train de marchandises no CP 803-111
Point milliaire 97,4 de la subdivision Ashcroft du Canadien National
Lytton (Colombie-Britannique)
Le Bureau de la sécurité des transports du Canada (BST) a enquêté sur cet événement dans le but de promouvoir la sécurité des transports. Le Bureau n’est pas habilité à attribuer ni à déterminer les responsabilités civiles ou pénales. Le présent rapport n’est pas créé pour être utilisé dans le contexte d’une procédure judiciaire, disciplinaire ou autre. Voir Propriété et utilisation du contenu. Les pronoms et les titres de poste masculins peuvent être utilisés pour désigner tous les genres afin de respecter la Loi sur le Bureau canadien d’enquête sur les accidents de transport et de la sécurité des transports (L.C. 1989, ch. 3).
Résumé
Le 31 juillet 2006 vers 22 h 07, heure avancée du Pacifique, 20 wagons chargés de charbon du train de marchandises no 803-111 du Chemin de fer Canadien Pacifique, qui roulait en direction Ouest entre Kamloops et Vancouver (Colombie-Britannique) ont déraillé pendant que le train roulait sur le pont qui enjambe la rivière Thompson, au point milliaire 97,4 de la subdivision Ashcroft du Canadien National, près de Lytton (Colombie-Britannique). Le déraillement a causé des dommages considérables à la voie ferrée et au pont. Douze wagons sont tombés du haut du pont, et quelque 1 400 tonnes de charbon ont été répandues dans le lit de la rivière. Personne n'a été blessé, et les dommages environnementaux ont été minimaux.
This report is also available in English.
Renseignements de base
L'accident
Le 31 juillet 2006 vers 17 h 15, heure avancée du PacifiqueNote de bas de page 1, le train de marchandises no 803-111 (le train) du Chemin de fer Canadien Pacifique (CFCP) part de Kamloops (Colombie-Britannique) et roule en direction Ouest à destination de Vancouver (Colombie-Britannique), sur les voies de la subdivision Thompson du CFCP (voir la figure 1). À Nepa, point milliaire 54,8, le train franchit une liaison au point milliaire 57,2 de la subdivision Ashcroft du Canadien National (CN). La subdivision Ashcroft, constituée d'une voie principale simple, va de Kamloops, point milliaire 0,0, à Boston Bar (Colombie-Britannique), point milliaire 125,5. Dans la subdivision Ashcroft, la circulation ferroviaire est régie grâce au système de commande centralisée de la circulation (CCC), en vertu du Règlement d'exploitation ferroviaire du Canada (REF), et elle est supervisée par un contrôleur de la circulation ferroviaire (CCF) à partir d'Edmonton (Alberta).

Le train, qui mesure approximativement 6 930 pieds et pèse 17 400 tonnes, est entraîné par deux locomotives : no CP 9830 à la tête du train, et no CP 9810 en queue de train. Le train se compose de 124 wagons-trémies chargés de charbon. L'équipe de conduite compte un mécanicien et un chef de train. Les deux membres de l'équipe connaissent bien le territoire, sont qualifiés pour occuper leurs postes respectifs et se conforment aux normes en matière de repos et de condition physique.
Après avoir reçu un signal de voie libre, le train quitte Morris (Colombie-Britannique), point milliaire 89,5 et approche du pont de la rivière Thompson, point milliaire 97,4 en suivant une courbe vers la gauche de huit degrés, à une vitesse de 23,5 mi/h. Les commandes gaz des locomotives sont à la position no 2 et les freins sont desserrés. L'équipe ne remarque rien d'inhabituel au moment où la locomotive de tête s'engage sur le pont. Pendant que le train traverse le triage Lytton, l'équipe ressent une accélération suivie d'une décélération, après quoi un freinage d'urgence provenant de la conduite générale se déclenche. Le consignateur d'événements de la locomotive de tête indique que le serrage d'urgence intempestif des freins s'est produit à 2207:21.
À 2207:51, la locomotive de tête s'immobilise sur le pont, au-dessus de la rivière, en l'occurrence au point milliaire 98,0, après avoir parcouru environ 600 pieds en freinage d'urgence. La queue du train s'est arrêtée après avoir parcouru 480 pieds en freinage d'urgence. Après avoir appliqué les consignes d'urgence, l'équipe découvre des wagons déraillés sur le pont de la rivière Thompson, et à l'ouest du pont.
Conditions météorologiques
Lors du déraillement, le temps était généralement clair et la température était d'environ 17 °C.
Renseignements recueillis sur les lieux de l'accident
Vingt wagons-trémies chargés, occupant les positions 77 à 96 derrière la locomotive de tête, ont déraillé (voir la figure 2). De l'ouest vers l'est, le bogie du bout « B » du 77e wagon a déraillé à environ 15 longueurs de wagon à l'ouest du pont. Les quatre wagons suivants (du 78e au 81e) ont déraillé et sont restés sur leurs roues à l'extrémité ouest du pont, sur les travées nos quatre et cinq. Le pont est constitué de cinq travées numérotées d'est en ouest. Deux wagons, le 94e et le 95e, sont restés sur la structure d'acier de la travée no 2 après avoir déraillé. Le 96e wagon a eu le bogie du bout « A » qui a déraillé et il est resté sur ses roues à l'extrémité est du pont, sur la travée no 1. Entre les wagons déraillés des extrémités est et ouest du pont, 12 wagons (du 82e au 93e ) ont déraillé et sont tombés du haut du pont, 6 des wagons atterrissant entre la pile du pont et la rive est, et les 6 autres atterrissant dans la rivière.
Environ 1 400 tonnes de charbon se sont répandues dans la rivière, et 40 autres tonnes ont été perdues pendant les opérations de relevage. On a récupéré environ 80 tonnes de charbon qui s'étaient répandues sur la rive de la rivière.
Les rails, les attaches de rail et les contre-rails qui couvraient la longueur du pont, ainsi que 280 traverses en béton, des semelles, des isolateurs et des crapauds et deux jeux de joints de dilatation Conley (quatre au total), ont été endommagés ou détruits. Un câble à fibres optiques a été sectionné par les wagons déraillés, ce qui a perturbé les communications radio du CN et le fonctionnement de ses systèmes d'inspection en voie et de communications aux fins de la commande centralisée de la circulation pendant plus de 30 heures. Les circuits de secours ont immédiatement pris le relais pour assurer la prestation des services de communication offerts aux autres clients du câble.
Le déraillement a causé des dommages considérables au tablier de la travée no 2, dont il a fallu remplacer la totalité des 97 traverses. L'accident a aussi endommagé des portions du tablier des travées nos 3, 4 et 5, dont on a dû remplacer quelques traverses. La travée no 2 du pont a subi des dommages structuraux considérables, alors que la travée no 3 a été moins endommagée.
Tout le trafic ferroviaire a été détourné vers les voies du CFCP pendant qu'on procédait à des travaux d'envergure de réparation et de remplacement des éléments du pont. Le service a été rétabli le dimanche, 6 août 2006, à 11 h.
Bouts de rail récupérés
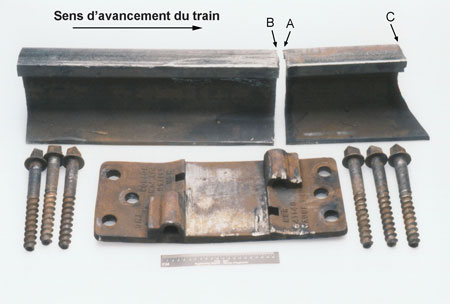
On a déterminé que le point de déraillement se situait à la hauteur d'une rupture du rail qui s'était produite vis-à-vis d'une selle de rail située à environ 67 pieds et 4 pouces à l'ouest de la culée est du pont, sur le rail nord (rail haut) de la courbe de raccordement de huit degrés vers la gauche qui se trouvait à l'entrée est du pont. Deux semaines plus tard, on a retrouvé un autre bout de rail de neuf pouces de longueur sur le pilier de béton du pont, directement au-dessous de l'endroit où l'on avait localisé la rupture du rail sur le pont. Les deux bouts rail sont illustrés dans la photo 1, laquelle montre les faces de rupture A, B et C. Le petit bout de rail, ayant les faces de rupture A et C, a été éjecté du tablier du pont. Le bout de rail montrant la face de rupture B est resté sur le tablier du pont, où il a été heurté par le matériel roulant pendant le déraillement.
Les faces de ruptures A et B s'ajustaient l'une à l'autre et montraient une rupture transversale progressive qui avait pris son origine dans le congé de roulement inférieur s'était propagée et avait affecté une partie importante du champignon du rail avant de s'étendre à l'âme du rail (voir les photos 2a, 2b et 3). Une portion appréciable de la face de rupture B a été endommagée par le frottement, et on a relevé des dommages dus à des impacts sur le congé de roulement. Aucune marque correspondante due au frottement n'a été observée sur la face de rupture A. La face de rupture C, sur le bout de rail plus petit, était aussi affectée par une rupture transversale progressive (voir les photos 4a et 4b) qui s'était propagée en oblique dans l'âme et le patin du rail. On peut voir sur les faces de rupture A et C des marques concentriquesNote de bas de page 2 qui illustrent la progression de la rupture.





Une inspection visuelle de la surface des bouts de rail a révélé la présence de fines fissures du champignonNote de bas de page 3, et des signes d'exfoliation mineureNote de bas de page 4, mais n'a pas permis de déceler des signes visibles d'écaillageNote de bas de page 5 ou d'usure ondulatoire (voir la photo 5). On a observé une lubrification minimale sur le champignon et l'ornière du rail.

Sperry et le CN ont aussi fait un examen visuel des bouts de rail sur les lieux de l'accident, le 5 août 2006. On a observé une fissure de fatigue inverse qui affectait la face de rupture A et qui avait son origine près d'une lèvre laminée à froid au bas du congé de roulement du champignon du rail.
Les deux morceaux du rail haut, la selle de rail, six tire-fonds et la traverse sur laquelle le tout reposait ont été envoyés au laboratoire technique du BST pour des examens plus poussés.
Rapport no LP 075/2006 du laboratoire technique du BST
L'analyse chimique, l'analyse d'image, les essais de traction et de dureté et l'examen de la microstructure dont les deux bouts de rail ont fait l'objet ont permis de faire les observations ci-après :
- L'examen des bouts de rail a révélé la présence de deux fissures de fatigue dues à l'écaillage.
- Le matériau du rail était conforme aux exigences relatives à la composition chimique, à la microstructure, à la propreté macroscopique et microscopique, aux essais de dureté Brinell, et aux essais de résistance à la traction qui figurent dans la spécification 12-16C du CN, de juin 2001, portant sur les rails à rendement élevé. La valeur d'allongement du rail était en deçà de la gamme typique relative au matériau du rail, soit de 6 à 12 p. 100 de la longueur.
- Sur la face de rupture A, 70 p. 100 de la section transversale du champignon avait été affecté par une rupture de fatigue (voir la photo 6) et 34 p. 100 de la section transversale du champignon était poli (voir la photo 7). Sur la face de rupture C, 21 p. 100 de la section transversale du champignon avait été affecté par une rupture de fatigue, alors que 15 p. 100 de la section transversale du champignon avait été poli (voir le tableau 1). La taille des fissures de fatigue et des surfaces polies indique que les défauts du rail étaient présents depuis un certain temps lors de l'accident. Les deux défauts ont été classés comme étant des défauts de grande taille et de taille moyenne, d'après les descriptions contenues dans manuel de référence sur les défauts de rail du CN, intitulé CN Rail Defect Reference Manual.


| Rupture | Pourcentage de la sect. transv. du champ. affecté par une fissure de fatigue | Pourcentage de la sect. transv. du champ. affecté par une fissure de fatigue polie | Nombre de marques concentriques observées sur la surface de rupture | Espacement des marques concentriques (mm) | |
|---|---|---|---|---|---|
| Moyen | Écart-type | ||||
| A | 70 | 34 | 22 | 1,08 | 0,45 |
| C | 21 | 15 | 6 | 0,88 | 0,35 |
- Des éraflures et des déchirures dénotant des contraintes extrêmes ont été observées du côté intérieur des bouts de rail (voir la photo 8). De plus, des grains de perlite très déformés et des plaques superficielles de martensite ont été observés du côté intérieur du rail. Ces observations concordent avec des conditions de chargement propices à la formation d'écailles sous-surfaciques qui ont entraîné l'apparition de fissures transversales dues à la fatigue.

Les observations de nature fractographique donnent à penser que les fissures de fatigue se sont agrandies assez rapidement. En règle générale, la vitesse de propagation des fissures de fatigue augmente à mesure que la taille de la fissure augmente et que celle de la section transversale du champignon du rail diminue.
L'examen de la traverse en bois du pont qui supportait le rail brisé, de la selle de rail et des tire-fonds a révélé que :
- Le fragment de traverse en bois du pont ne montrait aucune imperfection ou signe de pourriture qui aurait pu réduire sa résistance; il est donc fort probable que la rupture de la traverse du pont a résulté d'un impact causé par le matériel roulant déraillé.
- La microstructure et la dureté du matériau de la selle de rail étaient conformes aux exigences de la spécification pertinente de l'American Society for Testing and Materials. Les surfaces des orifices de passage de vis montraient une usure normale, et les tire-fonds étaient en bon état, ne montrant ni ovalisation ni dommages dus au frottement, ce qui indique que la selle de rail était retenue solidement au pont. Les dommages observés sur la selle de rail et le fragment de bois du pont qu'on a récupérés sur les lieux du déraillement concordaient avec les dommages qui auraient résulté d'impacts causés par le matériel roulant déraillé.
Zone de circulation directionnelle
Le CN et le CFCP exploitent des routes transcontinentales parallèles qui passent par les canyons de la rivière Thompson/du fleuve Fraser, entre Kamloops et Vancouver. En 1999, les deux chemins de fer ont conclu une entente de circulation bidirectionnelle dans ce couloir ferroviaire qui achemine un trafic considérable. En vertu de l'entente, les trains chargés du CN et du CFCP qui roulent vers l'ouest passent sur les voies du CN, de façon à profiter des rampes moins prononcées, tandis que les trains déchargés, plus légers, qui circulent en direction est passent sur les voies du CFCP. Pour les deux compagnies, cet arrangement permet d'accroître la capacité du réseau et de réduire la puissance de traction que les locomotives doivent fournir. La zone de circulation directionnelle (ZCD), dont la mise en application complète a eu lieu au milieu de 2001, s'étend sur 156 milles et emprunte les voies du CN entre Coho, point milliaire 57,2 de la subdivision Ashcroft, et Matsqui Junction, point milliaire 87,9 de la subdivision Yale. En majorité, le trafic qui circule dans la ZCD est constitué de trains de marchandises. Toutefois, des trains de voyageurs de VIA Rail Canada Inc. (VIA) passent chaque jour dans le secteur, six jours par semaine, et un train touristique y circule chaque jour, six jours par semaine, entre avril et octobre. En 2005, le tonnage total transporté a été de l'ordre de 96 millions de tonnes brutes (MTB), 25 p. 100 de ce tonnage ayant été acheminé par des wagons dont la charge par essieu était de 286 kips (286 000 livres)Note de bas de page 6. Cette valeur est à peu près le double du tonnage qu'on transportait dans la subdivision Ashcroft avant la mise en œuvre de la ZCD. Environ 50 p. 100 du tonnage était constitué de trains-blocs chargés de marchandises en vrac.
Particularités de la voie
À l'est du lieu du déraillement, le tracé de la voie ferrée est en terrain montagneux et longe la rive nord de la rivière Thompson. Au point milliaire 97,4, la voie enjambe la rivière en passant sur un pont en acier à tablier ajouré de 615 pieds de longueur, lequel a été construit en 1913 pour le Chemin de fer canadien du Nord. La voie décrit une courbe vers la gauche de huit degrés à l'extrémité est du pont (du point milliaire 97,21 au point milliaire 97,37), laquelle courbe s'inverse et devient une courbe de huit degrés vers la droite à l'extrémité ouest (du point milliaire 97,38 au point milliaire 97,51). Sur cette distance, la voie est en palier. Le dévers de la courbe vers la gauche de huit degrés est d'environ 3,5 pouces, ce qui correspond au dévers d'équilibreNote de bas de page 7 pour la vitesse autorisée sur le pont, soit 25 mi/h.
Le pont se compose de cinq travées : un pont-poutres à tablier supérieur à chaque bout du pont, et trois travées en treillis à tablier supérieur reposant sur des piles de béton, au-dessus de la rivière. La partie du pont qui enjambe la rivière Thompson mesure environ 75 pieds. Les contre-rails étaient des rails éclissés de 115 livres qui étaient retenus par des éclisses à six trous et cramponnés à toutes les deux traverses. Ils étaient installés à 14 pouces du rail sud et à 11,5 pouces du rail nord. On spécifie une distance de 11 pouces dans le plan-norme TS-1108 du CN, intitulé Typical Guard Rail Installation, portant sur l'installation des contre-rails sur les ponts à tablier ajouré ayant des ponts de liaison.
Le rail haut de la courbe de huit degrés vers la gauche qui se trouve à l'extrémité est du pont était un long rail soudé Nippon de 141 livres à champignon traité thermiquement, qui a été laminé en octobre 2001 et posé en juillet 2002. Le mesurage du rail a indiqué une usure du champignon de 12 mm et une usure latérale de 6 mm. Le rail bas était constitué de rails Sydney et Nippon de 136 livres à champignon traité thermiquement qui ont été laminés en 1995 et 2000, qui accusaient une usure du champignon de 17 mm et n'avaient aucune usure latérale. Ni l'un ni l'autre des rails n'excédait les limites d'usure prescrites. Les rails n'étaient pas fixée au pont par des anticheminants; l'expansion et la contraction des rails étaient compensées par deux jeux (quatre au total) de joints ConleyNote de bas de page 8 placés bout à bout entre les deux courbes inversées.
Le tablier du pont à tablier ajouré était constitué de 425 traverses en bois de trois tailles différentes : 10 pouces sur 18 pouces, 14 pouces sur 18 pouces et 14 pouces sur 22 pouces, dont l'installation remontait à 1998. Les traverses sont profilées de façon à créer le dévers nécessaire pour les deux courbes de huit degrés sur le pont. Le rail nord et des sections du rail sud étaient fixés aux traverses du pont à tablier ajouré par des attaches Pandrol élastiques de type « E » à contrainte nulle et par des selles de rail de fonte ductile de 7 ½ pouces sur 18 pouces, le tout étant retenu aux traverses par six tire-fonds répartis également de chaque côté du rail. Des sections du rail sud étaient retenues au moyen d'attaches Portec à blocs et de selles de rail, le tout retenu aux traverses par huit tire-fonds répartis également de chaque côté du rail. À l'extérieur du pont, les rails reposaient sur des traverses de béton et ils étaient retenus à celles-ci par des attaches élastiques conventionnelles. Les traverses et le ballast de pierre concassée étaient en bon état.
La vitesse maximale permise dans le secteur du déraillement, entre le point milliaire 97,2 et le point milliaire 98,9, était de 25 mi/h pour les trains de marchandises et de 35 mi/h pour les trains de voyageurs.
Inspections de la voie
Dans tout le secteur où le déraillement s'est produit, la voie est une voie de catégorie 3 aux termes du Règlement sur la sécurité de la voie (TC E-04.2), approuvé par Transports Canada. La voie a vu passer plus de 25 millions de tonnes brutes de trafic marchandises et de trafic voyageurs au cours des 12 mois précédents et devait donc faire l'objet au minimum d'une inspection visuelle aux deux semaines et de deux inspections de la géométrie de la voie par année. Une inspection visuelle de la voie a été faite les 23 juillet, 24 juillet et 25 juillet 2006. La dernière inspection avant le déraillement a été faite le 28 juillet 2006 par un superviseur adjoint de l'entretien de la voie qui est passé à bord d'un véhicule rail-route. Aucun défaut n'a été relevé sur le pont lors de cette dernière inspection. Un examen des dossiers d'inspection visuelle pour le mois précédent a révélé que, le 22 juin 2006, on avait relevé un écart par rapport au dévers de conception des courbes du pont, entre les courbes de raccordement. Ce défaut a été réparé le jour même.
En 2006, la subdivision Ashcroft a fait l'objet de quatre contrôles effectués par la voiture de vérification de la géométrie de la voie; deux de ces contrôles ont eu lieu avant le déraillement (les 24 avril et 19 juillet 2006) et les deux autres ont été faits après le déraillement. Lors du contrôle du 24 avril 2006, on a relevé sept défauts de l'écartement (surécartement et sous-écartement) nécessitant une intervention prioritaire dans les courbes de raccordement situées à la sortie et à l'entrée des courbes vers la gauche et vers la droite du pont. La valeur maximale enregistrée correspondait à un sous-écartement de ¾ de pouce sur une distance de 26 pieds dans la courbe de raccordement menant à la courbe à gauche située à l'extrémité est du pont. Lors du contrôle du 19 juillet 2006, on a relevé un défaut de type warp62Note de bas de page 9 de 1 ¾ pouce sur deux pieds de longueur, nécessitant une intervention prioritaire, dans le raccordement menant à la courbe de huit degrés vers la droite qui se trouvait à l'extrémité ouest du pont.
Auscultation des rails
Une voiture Sperry ausculté les rails pour détecter d'éventuels défauts internes le 6 janvier, le 4 février, le 14 mars, le 18 avril, le 23 mai et le 29 juin 2006. La voiture a détecté quatre fissures de fatigue (le code de la voiture (TDD) indique qu'il s'agit d'un défaut transversal) sur les abords du pont, entre le point milliaire 97,0 et le point milliaire 98,0, lors des contrôles de janvier et d'avril. L'examen des enregistrements du contrôle de juin indique une réponse de l'équipement à environ 72 pieds à l'ouest de la culée est du pont. Cela correspond d'assez près aux mesurages sur place indiquant une distance de 67 pieds et 4 pouces pour l'emplacement du rail brisé sur la selle de rail du pont. Bien que la profondeur indiquée par l'équipement d'auscultation suggère la présence d'un défaut possible dans la section de rail, l'opérateur a attribué ce défaut à la présence d'un refoulement/de la finition d'une soudure aluminothermiqueNote de bas de page 10, en se basant sur des réponses similaires de l'équipement dans le secteur immédiat. Dans les données d'auscultation, ces réponses sont présentes à une profondeur équivalente à celle qui est associée à un défaut transversal, ce qui fait que l'opérateur Sperry n'a pas pris d'autres mesures.
L'auscultation du 29 juin 2006 a été faite par une voiture rail-route Sperry de modèle SRS 963. Cette voiture disposait de capacités d'auscultation par ultrasons et par induction (voir l'annexe A). L'opérateur qui a procédé à l'auscultation faisait du remplacement pendant les congés annuels et n'était pas affecté normalement à la voiture SRS 963. Il était expérimenté et avait reçu une formation en cours d'emploi portant sur l'entretien du système, sur l'ultracoustique et sur l'interprétation des données.
Le Règlement sur la sécurité de la voie (RSV) exige qu'on inspecte les voies de catégorie 3 au moins une fois par année pour y découvrir d'éventuels défauts internes. Aux termes de la Circulaire sur les méthodes normalisées (CMN) no 3207 du CN, intitulée Rail Testing Frequency and Remedial Action for Defective Rails, les voies de catégorie 3 de la subdivision Ashcroft, ayant un trafic de 95 MTB, doivent être vérifiées six fois par année. Avant l'instauration de la zone de circulation directionnelle, elles étaient contrôlées six ou sept fois par année. Immédiatement après l'instauration de la ZCD, la fréquence des contrôles a été portée à neuf par année; actuellement, les voies sont vérifiées 12 ou 13 fois par année. Dans le secteur du déraillement, les rails ont été contrôlés à six reprises entre le 1er janvier 2006 et le jour du déraillement, en juillet 2006. La fréquence des contrôles des défauts du rail était supérieure à celle qui est exigée par la CMN 3207 et le RSV.
L'examen des dossiers de détection des défauts du rail a révélé que, de 2001 à 2005, on avait détecté 16 défauts du rail entre le point milliaire 97,0 et le point milliaire 98,0, dont 11 fissures de fatigue, 2 fissures transversales, 2 soudures de chantier défectueuses, et 1 rupture franche. Un des défauts transversaux a été relevé au point milliaire 97,21. Tous les rails sur lesquels on avait détecté des défauts antérieurement avaient été remplacés, et il n'y avait aucun défaut connu dans la courbe au moment du déraillement. Le contrôle suivant par ultrasons dans la subdivision Ashcroft devait avoir lieu à la mi-août, soit de 7 à 10 jours après le déraillement.
Entretien des rails
À des fins d'entretien, on peut meuler le champignon du rail périodiquement afin de limiter les dommages superficiels causés par l'usure ondulatoire, les fissures du champignon et l'exfoliation. On peut aussi meuler les rails pour modifier l'angle de contact entre les roues et les rails, en rétablissant le bon profil du champignon et en déplaçant le point de contact roues/rails sur le champignon de façon à atténuer les efforts dus au contact, pour prévenir l'apparition de dommages en profondeur, comme la fissures de fatigueNote de bas de page 11, sur le congé de roulement et pour prolonger la durée de vie utile des rails. Le meulage des rails permet d'accroître graduellement la profondeur à laquelle les contraintes résiduelles en compression s'exercent sous la surface du rail et retarde la formation et la croissance de défauts internes en profondeur. Le CN considère que le meulage est le principal moyen de défense contre l'apparition et la propagation des défauts internes du rail.
Les rails de la subdivision Ashcroft sont meulés quatre fois par année, à des intervalles correspondant au passage de 25 MTB environ. Les rails du pont ont été meulés le 29 janvier 2006 et le 8 mai 2006. Pour le meulage préventif, on devrait meuler les rails des courbes de plus de trois degrés à des intervalles correspondant au passage de 15 à 25 MTBNote de bas de page 12. La CMN no3709 du CN, intitulée Meulage des rails par engins automoteurs, précise que les profils de meulage et la fréquence des meulages doivent être établis par l'ingénieur en chef.
Bien qu'on ait réglé les meules de rail pour qu'elles aillent plus bas sur la face intérieure du rail, les meuleuses de rail actuelles ne vont pas beaucoup au-delà de 60 degrés par rapport à l'horizontale. Pour meuler la lèvre du congé de roulement inférieur, il faudrait modifier les moteurs des meules pour qu'ils aient un angle de presque 90 degrés. Or, cela n'est pas réalisable puisque les meules viendraient en contact avec des obstacles qui se trouvent sur la voie, comme des éclisses, des passages à niveau, des aiguillages et des détecteurs de pièces traînantes. Les meules de la meuleuse RG 316 (Loram) du CN ne dépassent pas un angle de 40 degrés pour le meulage de la face intérieure du rail. En comparaison, l'angle maximal de meulage des meuleuses du CFCP était de 45 degrés avant que la compagnie mette au point de nouveaux motifs de meulage en décalant les moteurs de meulage de façon à améliorer l'efficacité du meulage à des angles situés entre 30 et 60 degrés et plus, sur la face intérieur des rails hauts, en réaction à une augmentation du nombre de défauts d'écaillage en profondeur qu'on a signalée sur les lignes à fort tonnage de Colombie-Britannique en 2004.
Les joints Conley du pont ont été soudés et meulés en septembre 2005. On a corrigé l'écartement et libéré le rail en avril et en mai 2006.
La gestion du frottement est le processus qui vise à limiter le frottement au point de contact rails/roues, aussi bien sur le boudin de roue qu'au sommet du rail, de façon à réduire l'usure des roues et des rails, les contraintes dues au contact, les forces latérales, et la résistance au roulement dans les courbes et les tronçons en alignement droit. La gestion du frottement permet aussi de réduire la consommation de carburant.
Dans le cadre de son programme de graissage de rails, le CN utilise des graisseurs en voie qui lubrifient soit le boudin, soit le champignon du rail, dans la ZCD de la subdivision Ashcroft. Entre le point milliaire 88,94 et le point milliaire 104,27, on compte 11 graisseurs électriques (quatre graisseurs de boudin et sept graisseurs de champignon), alimentés soit par CC fourni par des photopiles, soit par CA. Les graisseurs de boudin les plus rapprochés du point milliaire 97,4 sont situés au point milliaire 94,7 et au point milliaire 99,1, et les graisseurs de champignon les plus rapprochés sont au point milliaire 95,31 et au point milliaire 97,98. Les graisseurs utilisent des capteurs sans contact montés sur le rail, qui détectent le passage de roues, pour donner au moteur électrique le signal de verser du lubrifiant sur le rail. Il est possible de modifier les réglages du boîtier de commande pour réguler le volume de lubrifiant en fonction du nombre de roues qui franchissent le site, de façon à réduire au minimum le gaspillage de lubrifiant et les risques de patinage des roues et d'immobilisation de trains. Les graisseurs de ce type utilisent une technologie moderne qui nécessite moins d'entretien que les modèles mécaniques plus anciens.
Le rendement des lubrifiants (caractérisé par le taux de migration et de rétention sur le rail) peut varier considérablement, compte tenu du climat, des caractéristiques de la voie, du type de trafic, des modes de fonctionnement, de l'équipement d'application, du type de lubrifiant et des pratiques d'entretien des graisseurs. Le choix de l'emplacement des graisseurs doit notamment être optimal. La CMN 3206 du CN, portant sur le graissage des rails et intitulée Rail Lubrication, propose un modèle de placement des graisseurs qui précise la zone couverte par une installation en voie donnée, compte tenu de la courbure et de la longueur des courbes de raccordement et des courbes circulaires qu'on trouve dans le secteur. En comparaison, le CFCP utilise une formule qui prend aussi en compte les types de lubrifiants et de barres d'application, le sens de circulation du trafic, l'empattement des locomotives, les charges par essieu, la vitesse, les bogies désalignés et bogies à essieux autodirecteurs, et le freinage des trains. La CMN 3206 renferme aussi des lignes directrices quant à l'installation et à l'entretien des graisseurs. Même si un mécanicien du CN répare et remplit les graisseurs au besoin une fois par mois, il n'y a aucune surveillance de l'efficacité du graissage (mesurage du coefficient de frottement à l'interface roues/rails); d'ailleurs, il n'est pas question de cette pratique dans la CMN 3206.
Ni le meulage ni le graissage des rails n'est à lui seul un moyen suffisant de gestion de l'interface roues/rails, les avantages d'une combinaison de meulage/programme de gestion du frottement étant reconnus et largement acceptés. La combinaison d'un programme préventif de meulage, du graissage du boudin et du graissage du champignon contribue à prolonger la durée de vie utile des railsNote de bas de page 13.
Fissures de fatigue
Plusieurs accidents ferroviaires graves ont été attribués à des ruptures de rails résultant de défauts causés par la fatigue due au contact roulant (par exemple exfoliation, écaillage (shelling) et fissures du champignon), surtout dans des courbes. À mesure que le rail s'use, la combinaison d'une géométrie non conforme du contact entre les roues et les rails (contact entre le boudin de roue et le champignon du rail) et du frottement de glissement occasionne des efforts qui causent un écoulement plastique à la surface du rail (fluage) du côté intérieur du rail haut et du côté extérieur du rail bas. L'écoulement plastique sur le rail haut peut entraîner un écrasement du congé de roulement qui fait ressortir des écailles provenant de l'intérieur du rail ou des inclusions internes. Ces défauts sont à l'origine de défauts variés, notamment des défauts transversaux comme des fissures de fatigue.
Les fissures de fatigue font partie d'un groupe de défauts dus à la fatigue qu'on appelle défauts transversaux, c'est-à-dire des fissures dont le plan est perpendiculaire au sens de roulement du rail. Une fissure de fatigue est une rupture progressive qui résulte d'une séparation longitudinale voisine de la surface de roulement, ou d'un écaillage qui prend naissance au congé de roulement et s'étend transversalement dans le champignon du rail.
L'écaillage, aussi appelé shelling (fissure longitudinale ou horizontale), est un défaut de fatigue dû aux efforts générés par le passage des roues. Une fois qu'elles se sont formées, les écailles peuvent se propager sur une certaine longueur. Les fissures transversales peuvent s'écarter ou se ramifier à partir de l'écaille longitudinale et s'étendre dans le sens vertical pour devenir des fissures de fatigue. On sait que la plupart des écailles ne s'étendent pas au point de devenir des fissures de fatigue. Le mécanisme qui fait que les écailles se ramifient et commencent à croître transversalement est inconnu.
Connu sous le nom de « fissure de fatigue causée par l'écaillage », ce défaut ne peut pas être identifié formellement tant que le rail ne s'est pas brisé, étant donné qu'il arrive peu souvent que la séparation ou la couture longitudinale due à une fissure de fatigue soit exposée. La défaillance ne manifeste souvent avant que le défaut devienne visible, et elle entraîne généralement une rupture complète du rail.
Les instructions de la CMN 3207 du CN et du RSV sont identiques pour ce qui est des mesures à prendre pour corriger des fissures de fatigue. Tout dépendant de la taille du défaut, on pourra imposer un ordre de marche au ralenti, faire poser des éclisses ou réduire la vitesse.
Taux de croissance des fissures de fatigue
On a mené des recherches afin de mettre au point des modèles permettant de déterminer le taux de croissance des fissures de fatigue et, à terme, d'établir les intervalles des auscultations de rails. Un défaut de très petite taille passera probablement inaperçu et, si l'intervalle de temps avant l'auscultation suivante est trop long, le défaut en question risque de s'aggraver sans être détecté et de provoquer éventuellement une défaillance de la voie. Les résultats de ces travaux indiquent que le nombre de fissures de fatigue augmente de façon exponentielle par rapport au tonnage transporté. On a signalé le passage de 1 402 trains dans la subdivision Ashcroft entre l'auscultation par ultrasons du 29 juin 2006 et le jour du déraillement, le 31 juillet 2006. Le taux de croissance d'un défaut est relativement lent jusqu'à ce que le défaut affecte 10 p. 100 de la section transversale du champignon, mais il augmente une fois ce pourcentage de 10 p. 100 atteint. On peut raisonnablement considérer qu'entre 10 p. 100 et 80 p. 100 de la section transversale du rail, la progression du défaut est à peu près linéaireNote de bas de page 14,Note de bas de page 15.
Dans le cas du rail brisé qui a causé cet événement, on peut voir dans les photos 2a, 2b, 3, 4a et 4b les rides ou les marques concentriques qui témoignent de la croissance progressive de la fissure de fatigue avec chaque cycle de fatigue affectant les faces de rupture A, B et C. La surface du champignon sur laquelle la charge repose diminue à mesure de l'augmentation de la taille de la fissure de fatigue. La taille critique est atteinte lorsque la surface du champignon disponible n'est plus capable de supporter la charge; il se produit alors une rupture soudaine et complète du rail.
À partir de son analyse, Sperry a déterminé que la fissure de fatigue initiale de Lytton a progressé normalement jusqu'à atteindre 3 p. 100 de la surface transversale du champignon puis a progressé subitement jusqu'à affecter 10 p. 100 de cette surface. Ensuite, elle a progressé normalement jusqu'à ce qu'elle affecte 25 p. 100 de la surface, après quoi la progression jusqu'au point de rupture complète a été très rapide.
Détection des fissures de fatigue
Les fissures de fatigue sont des défauts courants, et elles constituent en fait un des défauts les plus dangereux puisqu'il est impossible de les détecter à moins de faire une auscultation par ultrasons des rails. Au Canada, des auscultations par ultrasons faites de 2003 à 2005 sur des voies du CN qui étaient faites de LRS ont révélé que 22 p. 100 de tous les défauts signalés étaient des fissures de fatigue. Un examen des dossiers du Bureau pour la période allant de 2003 à 2006 indique que, pendant cette période, il s'est produit quatre déraillements en voie principale au sujet desquels le BST a déterminé que la rupture du rail avait résulté de fissures de fatigueNote de bas de page 16. On a signalé cinq autres déraillements (ne faisant pas l'objet d'enquêtes officielles du BST), au sujet desquels le chemin de fer propriétaire des voies a signalé que la rupture du rail avait été causée par des fissures de fatigue. Lors de ces incidents, la fréquence des contrôles du rail respectait habituellement les exigences minimales ou allait même au-delà des exigences.
Le 3 août 2005, un déraillement majeur est survenu au point milliaire 49,4 de la subdivision Edson du CN (rapport no R05E0059 du BST). Lors de cet accident, 43 wagons ont quitté la voie, dont 25 wagons-citernes chargés de mazout dont le contenu s'est déversé, causant des matériels et environnementaux considérables. L'enquête du Bureau a permis de déterminer que le déraillement avait été causé par la rupture d'un rail attribuable à une fissure de fatigue. Même si les voies de la subdivision avaient été vérifiées de façon répétée avant le déraillement, on n'avait décelé aucun défaut du rail.
Examen du matériel roulant
Le CFCP avait procédé à une inspection autorisée des wagons du train à Golden (Colombie-Britannique), point milliaire 36,7 de la subdivision Mountain, le 29 juillet 2006.
Comme le train circule avec le bout « A » des wagons vers l'avant, le côté droit du train a dû rouler sur le rail qui s'est brisé. L'examen après-accident des roues du 76e wagon (no CP 963118) a révélé qu'il y avait une marque d'impact sur le boudin de la roue R1 et une marque sur le boudin intérieur de la roue R2, mais que le wagon n'a pas déraillé, ce qui montre que les roues sont passés sur le rail brisé sans dérailler. Le 77e wagon (no CP 963634) montrait une petite marque d'impact sur le boudin intérieur de la roue R3 et une marque au sommet du boudin de la roue R4. Les boudins des roues R1 et R2 montraient tous deux des marques d'impact. Le bout « B » du wagon no CP 963634 a quitté la voie, et on en a conclu que ce wagon avait été le premier à dérailler après que le rail se fut brisé sous le poids du wagon précédent, le 76e. L'inspection du train qu'on a faite après le déraillement n'a pas révélé l'existence de défauts préexistants qui auraient pu causer le déraillement.
Lors du passage du train au-dessus des détecteurs des boîtes chaudes situés aux points milliaires 80,8 et 71,1 de la subdivision Ashcroft, aucun défaut n'avait été détecté.
Le train était passé au-dessus du poste de détection de défauts de roues (DDR) du CFCP situé près de Golden, point milliaire 47,8 de la subdivision Mountain, le 13 mai 2006, le 14 mai 2006 et le 30 juillet 2006. Les wagons qui n'ont pas déraillé ont continué en direction oust jusqu'à Vancouver et sont passés au-dessus du DDR du CN à Arnold (Colombie-Britannique), point milliaire 74,6 de la subdivision Yale, le 4 août 2006. Deux wagons, dont les roues ont dû passer sur le défaut du rail, montraient des défauts de roues non critiques, comme l'indique le tableau 2 ci-dessous.
| Wagon | Roue | CFCP mai (kips) | CFCP 30 juillet (kips) | CN 4 août (kips) |
|---|---|---|---|---|
| LUSX 4789 | R2 | 72,3 (13 mai) | 72,4 | 61,1 |
| CP 963883 | R3 | 71,7 (14 mai) | 77,7 | 75,8 |
Il n'y a pas deux sites de DDR qui donnent exactement la même lecture pour les deux mêmes wagons, étant donné que les lectures varient en fonction de la vitesse du train, de la structure placée sous le détecteur et de la sensibilité de l'équipement.
Aucune des lectures des sites de DDR du CFCP ou du CN, portant sur le train qui a déraillé ou les deux trains précédents, n'était supérieure aux critères du CFCP qui obligent à retirer un wagon du service, à savoir 140 kips d' impact mesuré, 170 kips d'impact calculé, ou les critères énoncés dans la politique du CN concernant les DDR.
Le deuxième essieu monté du wagon no LUSX 4789 et le troisième essieu monté du wagon no CP 963883 ont été envoyés pour analyse au laboratoire technique du BST. L'analyse a permis de déterminer que l'état des deux essieux montés était en deçà des limites acceptables en ce qui a trait à l'usure, à l'écaillage et à l'ovalisation. Les lectures obtenues par le DDR au dernier point de contrôle ont donné des valeurs de charge d'impact qui ne justifiaient pas qu'on retire immédiatement les roues du service.
Évaluation des risques dans la ZCD
Le CN a anticipé l'augmentation de l'usure et des besoins relatifs à l'entretien de l'infrastructure qui allaient résulter de l'accroissement des charges dans la ZCD. Le CN et le CFCP ont procédé à un examen technique détaillé et à un examen détaillé de leurs opérations, et ont élaboré des stratégies d'atténuation des risques avant de mettre en œuvre l'entente de circulation bidirectionnelle dans la ZCD. Le CN n'a pas fait une évaluation officielle des risques en vertu du Règlement sur le système de gestion de la sécurité ferroviaire, étant donné que cette exigence est entrée en vigueur le 31 mars 2001 alors que la planification relative à la ZCD avait été faite à la fin de 1999 et au cours de l'an 2000.
On a mis en œuvre des programmes de renouvellement des traverses et on a remplacé tous les rails (dans les tronçons en alignement droit et dans les courbes) de la ZCD par des rails à champignon traité thermiquement, étant donné que les effets dus au tonnage s'étaient accumulés. Avant qu'on autorise la circulation directionnelle, les rails de la subdivision Ashcroft faisaient l'objet de six ou sept contrôles par ultrasons par année. Immédiatement après l'instauration de la ZCD, la fréquence des contrôles a été portée à neuf par année, et elle est actuellement de 12 ou 13 contrôles par année. Les intervalles de meulage des rails, approximativement à tous les 20 à 25 MTB, ont été maintenus, ce qui a eu pour effet de doubler les efforts de meulage dans la ZCD. Dans les courbes accentuées où l'appui des rails était dégradé, on a remplacé les traverses de béton plutôt que de les réparer. Les nouvelles traverses de béton incorporent dans l'appui des rails une plaque d'acier grâce à laquelle la durée de vue utile de la traverse est prolongée.
Analyse
On considère que ni l'état du matériel roulant ni la méthode de conduite du train n'ont été des facteurs contributifs de cet accident. Les enquêteurs ayant observé des défauts dans les bouts de rail récupérés sur les lieux du déraillement, l'analyse portera surtout sur les défauts du rail et sur les pratiques d'entretien, d'inspection et de vérification des rails.
Sur les bouts de rail récupérés, on a relevé des défauts de fatigue préexistants, identifiés comme étant des défauts transversaux sur les surfaces de rupture. Après s'être formée, la fissure de fatigue a continué de s'étendre au fur et à mesure du passage des trains. À mesure que le défaut s'agrandissait, le rail perdait de sa capacité de supporter les charges. Le train a déraillé après que le défaut eut atteint une taille critique, et que le rail se fut brisé sous le poids du train.
Les défauts transversaux apparaissent normalement dans le congé de roulement du rail haut, mais ils peuvent se développer n'importe où sur la face intérieure du rail. C'est dans cette zone de contact, où la pression et les contraintes sont considérables, que l'écrasement du congé de roulement, le fluage du matériau, l'écaillage du rail et la formation des défauts transversaux se produisent. Le frottement en courbe fait en sorte que les bogies des wagons de marchandises ont davantage tendance à exercer une poussée vers l'extérieur de la courbe. Le bogie est alors désaxé, de sorte que le boudin de roue du côté haut de l'essieu avant entre en contact avec le rail à un certain angle, appelé angle d'attaque, et crée des contraintes de contact roues/rail et des efforts latéraux considérables, surtout dans les courbes accentuées. Le fluage du métal de la partie inférieure du congé de roulement et l'aspect poli et usé de l'ornière du rail haut ainsi que les éraflures et déchirures évidentes qui s'y trouvaient, sont des indications claires de contraintes excessives au point de contact roues/rail. Ces contraintes ont occasionné un écaillage (shelling) dans la partie inférieure du congé de roulement, dans une lèvre créée par le fluage du métal. Avec le passage continu de wagons, une fissure de fatigue s'est formée à partir de l'écaille et s'est propagée transversalement au champignon du rail.
Le trafic à forte charge par essieu a doublé dans la subdivision Ashcroft depuis la mise en service de la ZCD en 2001, année à partir de laquelle des trains chargés du CFCP ont commencé à circuler vers l'ouest sur les voies du CN qui empruntent le couloir de la rivière Thompson/du fleuve Fraser. Les effets indésirables de ce trafic additionnel sont atténués quelque peu par le fait qu'une grande partie du parc de wagons de transport de charbon du CFCP sont munis de renforts de châssis et de glissoirs de traverse danseuse qui aident les essieux à s'aligner radialement avec le tracé de courbes dont la courbure est d'environ cinq degrés, à supposer que les profils des roues et du rail autorisent un écart adéquat du rayon de roulementNote de bas de page 17.
Pour réduire les risques de défauts transversaux, il est essentiel d'atténuer les contraintes au point de contact roues/rails. Pour ce faire, on peut utiliser des éléments de voie de qualité supérieure, ajuster la géométrie de la voie, et meuler et graisser les rails. Le rail haute performance de 141 livres est fait d'acier à forte teneur en carbone (de 0,85 à 0,95 p. 100), lequel lui donne une dureté accrue et une meilleure résistance contre l'usure et les dommages. En revanche, ce type d'acier est davantage susceptible de subir une rupture par clivage et d'être affecté par l'écaillage et par des défauts transversaux. Les charges supportées par les rails étant de plus en plus élevées ces dernières années, on a mis au point les rails de ce type pour compenser l'usure et les défaillances d'autres types qui limitent la durée de vie utile des rails. Pour accroître la dureté de la surface des rails, on soumet le champignon du rail à des traitements thermiques.
La courbe où le déraillement est survenu est une courbe relativement raide de huit degrés, mais elle avait un dévers approprié, compte tenu de la vitesse du train. Par conséquent, on ne saurait considérer que la conception de la courbe a été à l'origine du défaut transversal. L'alignement de la voie et le dévers d'équilibre étant des valeurs fixes dans la courbe qui décrivait la voie sur le pont au point milliaire 97,4, le meulage et le graissage des rails constituent les seuls moyens d'entretien dont on disposait pour atténuer l'usure du rail, le fluage du métal et l'apparition de défauts et, ainsi, prévenir défaillance prématurée du rail.
La déformation plastique du champignon du rail associée au passage des charges d'essieu cause un écrouissage de la surface de roulement et du métal subsurfacique entre les cycles de meulage, de sorte qu'on doit limiter cette déformation pour réduire les risques de formation de défauts transversaux. Le métal qui se dépose par fluage au sommet du champignon du rail est usé par le passage des roues ou est meulé facilement par les meuleuses en série actuelles, mais il n'en va pas de même pour le métal de la partie inférieure du congé de roulement. Bien que les programmes de meulage du CN soient significatifs et que les meuleuses aient bénéficié d'améliorations, les machines d'aujourd'hui n'ont pas la capacité d'éliminer le fluage du métal et de prévenir ainsi l'apparition et la croissance de fissures de fatigue dans le partie inférieure du congé de roulement du champignon.
Compte tenu de leur nombre et de leur type, les graisseurs de rails qu'on trouvait dans le secteur auraient dû assurer un graissage adéquat s'ils avaient été positionnés et entretenus conformément aux exigences de la CMN 3206 du CN. Même si les graisseurs sont inspectés et remplis chaque mois, le piètre état de la face intérieure du rail haut montre clairement que la gestion du frottement au point de contact roues/rails était soit inadéquate, soit inefficace. La seule façon de vérifier l'efficacité du graissage consiste à faire une inspection visuelle de la surface de contact du rail; or, il s'agit d'une méthode subjective qui permet uniquement d'avoir une appréciation qualitative de l'efficacité du graissage. Si le CN avait mesuré effectivement le coefficient de frottement à la surface de contact du rail, en plus de procéder à des inspections visuelles, il aurait disposé de données quantitatives qui auraient permis d'évaluer le rendement des graisseurs et des mesures de gestion du frottement. Compte tenu du rendement variable des graisseurs de rails et de l'absence de mesurage du frottement, le régime d'inspection et d'entretien des graisseurs de rails s'est avéré inefficace. Par conséquent, il y a eu un écoulement (fluage) du métal de surface qui a contribué à la propagation des fissures, à l'exfoliation du rail et au développement de défauts transversaux.
Auscultation des rails
Les fissures de fatigue croissent sous la surface du rail et elles ne peuvent être détectées qu'à l'occasion de contrôles par ultrasons. Après avoir analysé les bouts de rail, le laboratoire technique du BST a conclu que la taille des fissures de fatigue, les stries de fatigue, les marques concentriques et la surface polie indiquaient que les défauts étaient présents dans le rail depuis quelque temps avant l'événement. Ils étaient peut-être présents lors du contrôle par ultrasons du 23 mai 2006, mais ils seraient passés inaperçus à cause de leur petite taille, de leur orientation, ou de la présence de l'écaille. L'examen de la bande de l'auscultation par ultrasons du 29 juin 2006, la dernière auscultation qu'on a faite avant le déraillement, a démontré une réponse d'un équipement près de l'endroit sur le pont où le rail s'est rompu le 31 juillet 2006. Bien que la profondeur indiquée par l'équipement d'auscultation suggère la présence d'un défaut possible dans la section de rail, l'opérateur a attribué ce défaut à la présence d'un refoulement/de la finition d'une soudure aluminohermique, en se basant sur des réponses similaires de l'équipement dans le secteur immédiat. Dans les données de l'auscultation, ces réponses sont présentes à une profondeur équivalente à celle qui est associée à un défaut transversal.
Les chemins de fer et les milieux de la recherche reconnaissent le problème dû au fait que des écailles ou d'autres facteurs cachent la présence de fissures de fatigue. Le Transportation Technology Center, une filiale de l'Association of American Railroads (AAR), a mené des recherches sur cette question. En 2003, l'AAR a rendu public un rapportNote de bas de page 18 dans lequel on décrit les résultats des travaux de recherche qui visaient à prédire la façon dont les signaux ultrasonores se réfléchissent sur les fissures de fatigue et les écailles. Les résultats montrent clairement les limitations de la technologie dont on se sert actuellement aux fins des inspections. L'étude a permis de déterminer que l'écaillage (shelling) peut masquer ou cacher la présence d'une fissure de fatigue. L'écaille réfléchit le signal ultrasonore et l'empêche de se réfléchir sur la fissure de fatigue. De plus, l'orientation de la fissure de fatigue peut faire en sorte que le signal ultrasonore soit réfléchi à l'écart du transducteur, lequel ne peut pas détecter le défaut. Si les défauts persistent suffisamment longtemps, ils finissent par atteindre une taille critique, et par causer une rupture subite du rail.
La fissure de fatigue préexistante a atteint une taille critique en dépit des fréquents contrôles par ultrasons, étant donné qu'il est difficile de détecter et d'identifier les défauts de ce type et que leur rythme de croissance est rapide et imprévisible.
Les auscultations par ultrasons sont la principale méthode dont on se sert pour détecter les défauts internes de rail et limiter les risques de rupture de rails. Au fil des années, les méthodes d'auscultation de rails ont connu des améliorations, notamment l'amélioration de la formation des opérateurs, l'ajout de sondes additionnelles placées à des angles différents, et l'amélioration des logiciels de reconnaissance des défauts. C'est une méthode d'auscultation des rails qui s'avère fiable et économique. Toutefois, il n'est pas toujours possible de détecter et d'identifier à coup sûr les fissures transversales, en raison de leur orientation par rapport à la surface du rail ou du fait qu'elles soient masquées par des écailles qui les recouvrent.
On poursuit les recherches relatives à l'utilisation de courant de Foucault à basse fréquence, de systèmes utilisant le laser et de systèmes à décalage de phase, et on s'attend à une amélioration continue de la technologie de détection des défauts du rail (voir l'annexe A). Bien que les progrès récents de la technologie d'auscultation par ultrasons aient permis d'atténuer davantage les risques de déraillements causés par la rupture de rails, il reste que les système utilisés actuellement ne sont pas capables de détecter et d'identifier toutes les fissures de fatigue qui affectent les rails.
Bien que la mise en service de la ZCD n'ait pas été précédée d'une analyse officielle des risques, le CN a pris des mesures pour atténuer les effets de l'augmentation du tonnage dans la ZCD. Pour s'ajuster à l'accroissement du tonnage, la compagnie a poursuivi la réalisation des programmes de renouvellement des rails et des traverses, elle a augmenté la fréquence des contrôles par ultrasons et elle a doublé les efforts de meulage des rails.
Faits établis
Faits établis quant aux causes et aux facteurs contributifs
- Le déraillement s'est produit quand une fissure de fatigue préexistante a atteint une taille critique et a causé la rupture du rail sous le poids du train.
- La fissure de fatigue s'est développée à partir d'un écaillage qui affectait la partie inférieure du congé de roulement, dans une lèvre créée par le fluage du métal attribuable à des contraintes excessives au point de contact entre les roues et le rail.
- La fissure de fatigue préexistante a atteint une taille critique en dépit des fréquents contrôles par ultrasons, étant donné qu'il est difficile de détecter et d'identifier les défauts de ce type et que leur rythme de croissance est rapide et imprévisible.
- Compte tenu du rendement variable des graisseurs de rails et de l'absence de mesurage du frottement, le régime d'inspection et d'entretien des graisseurs de rails s'est avéré inefficace. Ce graissage inadéquat a donné lieu à la propagation des fissures, à l'exfoliation du rail et au développement de défauts transversaux.
Faits établis quant aux risques
- Bien que les progrès récents de la technologie d'auscultation par ultrasons aient permis d'atténuer davantage les risques de déraillements causés par la rupture de rails, il reste que les système utilisés actuellement ne sont pas capables de détecter et d'identifier toutes les fissures de fatigue qui affectent les rails.
- Bien que les meuleuses de rail se perfectionnent sans cesse, les meuleuses d'aujourd'hui ne sont pas capables d'éliminer les défauts dus au fluage du métal et de prévenir le développement et la croissance de fissures de fatigue dans la partie inférieure du congé de roulement.
Autres faits établis
- Bien que le Canadien National (CN) n'ait pas procédé à une évaluation officielle des risques régie par un système de gestion de la sécurité, le CN a anticipé l'augmentation de l'usure et des besoins relatifs à l'entretien de l'infrastructure qui allaient résulter de l'accroissement des charges dans la ZCD. On a procédé à un examen technique détaillé et à un examen détaillé des opérations, et on a élaboré des stratégies d'atténuation des risques avant la mise en œuvre l'entente de circulation bidirectionnelle dans la ZCD que le CN et le Chemin de fer Canadien Pacifique (CFCP) avaient conclue.
Mesures de sécurité prises
En 2007, Sperry Rail Service a ajouté une nouvelle roue aux unités de recherche à rouleaux, appelée x-fire (crossfire), qui est censée améliorer l'efficacité de la détection de défauts situés sous des écailles, tout en augmentant la sensibilité à la présence de fissure de fatigues. Le système utilise un logiciel de reconnaissance de formes pour reconnaître et classer les particularités de la voie et pour déterminer leur taille. Une technologie avancée de traitement des signaux permet d'éliminer par filtrage les artefacts et aide les opérateurs à interpréter les données et à concentrer leur attention sur les défauts. Cette nouvelle technologie permet d'accroître la vitesse, la fréquence et l'exactitude des auscultations et rend possible la reconnaissance d'anomalies qui, autrement, pourraient passer pour des caractéristiques anodines. À l'heure actuelle, la roue x-fire équipe sept véhicules d'une série de 950 nouveaux véhicules Sperry.
Le Canadien National (CN) exige maintenant que, pour tous les ponts qui croisent une chaussée ou une voie navigable ou qui mesurent plus de 100 pieds de longueur, la vitesse maximale à laquelle les auscultations se font soit de 5 mi/h, et que toutes les indications générées par le système d'auscultation soit accompagnées d'une icône ou d'un commentaire qui donnent des précisions sur l'interprétation faite par l'opérateur. De plus, toutes les indications qu'on interprète comme étant une bande métallique ou une soudure doivent faire l'objet d'une confirmation visuelle et toutes les indications suspectes doivent faire l'objet d'une vérification manuelle.
Bien que les joints Conley n'aient pas été un facteur de causalité de l'accident, le CN a entrepris un programme qui vise à retirer les joints d'expansion Conley des ponts de sa ligne sud, en Colombie-Britannique. On ajoutera au pont des entretoises qui permettront de fixer le long rail soudé aux traverses du pont et d'éliminer les joints Conley. L'entretien des joints Conley est coûteux, et leur élimination permettra de réduire la transmission des forces d'impact dans la superstructure du pont.
Le présent rapport met un terme à l'enquête du Bureau de la sécurité des transports du Canada (BST) sur cet événement. Le Bureau a autorisé la publication du rapport le .
Annexes
Annexe A – Auscultation des rails
La Sperry Rail Service effectue à contrat l'auscultation des rails sur les voies du Canadien National. La méthode d'auscultation par induction des rails consiste à induire un fort champ magnétique dans le rail en y faisant passer une grande quantité de courant à faible voltage. La présence d'un défaut interne modifie le champ magnétique, et l'indication de défaut est consignée par un enregistreur à bande déroulante. La méthode par induction permet surtout de sonder le champignon du rail et, bien qu'elle puisse déceler des fissures transversales, elle ne permet pas de détecter un grand nombre d'autres défauts de fabrication et de défauts et fissures de fatigue qui sont dus au service et qui se trouvent sous le champignon du rail.
Les contrôles par ultrasons complètent l'auscultation par induction et font appel à des ondes sonores à haute fréquence qui sont générées par un transducteur et qui se propagent dans le matériau. Quand une fissure crée une discontinuité qui affecte la propagation de l'onde, une partie de l'énergie est réfléchie par la surface du défaut. Le signal réfléchi est transformé en signal électrique par le transducteur et s'affiche à l'écran. La force du signal réfléchi s'affiche en regard du temps qui s'est écoulé entre l'émission du signal et la réception d'un écho. On peut établir une relation directe entre le temps de déplacement du signal, la distance parcourue par le signal et la position, la taille et l'orientation exactes du réflecteur. Les chemins de fer d'Amérique du Nord utilisent l'auscultation des rails par ultrasons depuis l'introduction de la première voiture d'inspection par ultrasons, en 1959; cette méthode est encore celle qui est la plus utilisée de nos jours.
Les transducteurs sont logés dans des roues remplies de liquide qui assurent le couplage entre les transducteurs et le rail. Un liquide de couplage consistant en une fine pellicule d'eau mélangée à du glycol ou du calcium facilite la transmission des ultrasons entre les transducteurs et le rail. Les transducteurs sont placés dans différents angles de façon que l'inspection soit aussi complète que possible.
Le système A-scan de Sperry utilise deux roues équipées chacune de cinq transducteurs, soit un total de dix transducteurs, pour sonder chaque rail : deux transducteurs orientés à 0°, ou à balayage vertical, un transducteur orienté vers l'avant et un transducteur orienté vers l'arrière, dont l'alignement nominal est de 45°; (en fait 37°;), et six transducteurs placés à un angle de 70°. La voiture rail-route d'auscultation SRS 963 fait appel à un système plus récent, appelé B-scan, qui compte deux transducteurs additionnels, dits « à balayage latéral », en l'occurrence des transducteurs orientés à 70° qui ont été modifiés et qui contrôlent latéralement le champignon de chaque rail pour déceler une éventuelle séparation dans le sens vertical, de sorte que chaque rail est ausculté par 12 transducteurs au total. Ces systèmes de transducteurs peuvent ausculter toute la section transversale du rail, sauf les rebords extérieurs du patin du rail. Comme la technologie B-scan d'auscultation par ultrasons est capable de vérifier un volume accru de rails et de détecter des défauts de plus petite taille, la capacité de détection des défauts est accrue d'environ 50 %.
Les données recueillies par le matériel d'inspection sont transmises à l'opérateur qui prend place dans la voiture, et elles sont affichées sur des écrans de visualisation. Les données affichées sur six canaux montrent les signaux par ultrasons et les signaux d'induction ainsi que les anomalies qui affectent les éléments de la voie, comme les joints et les croisements. Si l'opérateur considère qu'une indication est suspecte, il fait arrêter la voiture de vérification et la fait revenir vers le point examiné. Il descend de la voiture et fait une vérification sur place à l'aide de l'appareil d'auscultation par ultrasons qui est monté à l'arrière de la voiture. Si la présence d'un défaut est confirmée, on fait une marque sur le rail et une équipe de travaux, qui suit la voiture Sperry, remplace le rail ou prend les mesures de protection pertinentes.
La recherche et développement de nouvelles technologies et méthodes et de nouveaux procédés d'auscultation des rails se poursuit. Le rapport R-963 de l'Association of American Railroads s'intéresse à trois nouveautés, dont la première traite de l'utilisation de courant de Foucault à basse fréquence. Les travaux réalisés à ce jour indiquent que le système utilisant un courant de Foucault à basse fréquence peut détecter des défauts transversaux qui se trouvent sous des écailles. La mise au point de cette technologie se poursuit.
Une deuxième option consiste en une technologie à balayage électronique, qui nécessiterait une augmentation substantielle du nombre de capteurs obliques (qui passerait du nombre actuel de 12 à 64, ou même 128). Toutefois, une des limitations a trait au temps de traitement d'un nombre aussi grand de signaux, qui fait que la vitesse d'auscultation des rails est limitée à la vitesse de marche à pied. Au fur et à mesure des améliorations quant au temps de traitement des signaux, cette technologie deviendra de plus en plus applicable.
La troisième option consiste en un système faisant appel à l'ultrasonographie laser, qui peut émettre et recevoir des signaux sans que les transducteurs soient en contact avec le rail. Le recours à ce système réduit la durée pendant laquelle on doit arrêter le fonctionnement des graisseurs de rails, il rend possible une meilleure auscultation de l'âme et du patin du rail, et il permet de diriger des signaux vers l'intérieur du champignon à des angles et dans des emplacements plus nombreux que ceux qui sont possibles avec les sondeurs à roues.